Интересует технология изготовления монетных матриц. Например в начале XlX в.
Развернуть ⇓
Изменено:
- 02.04.2015 15:44:50
|
Пользователь
Регистрация: 25.10.2007 Откуда: ВБК Сообщений: 3269 В друзьях у: 7 Голосов: 140 / 27 |
Добавлено: 20.11.2007 20:27:18
Интересует технология изготовления монетных матриц. Например в начале XlX в.
Развернуть ⇓
Изменено:
- 02.04.2015 15:44:50
|
|
Offline |
|
|
Пользователь
Регистрация: 09.11.2006 Сообщений: 156 В друзьях у: 0 Голосов: 2 / 1 |
Добавлено: 22.11.2008 20:21:06
Torvet, в этом вопросе, я полностью с Вами. Boss, если можно, давайте закончим первую тему и перейдём к остальным трём, и очень Вас прошу не обращать внимание на необоснованные реплики аудитории...
|
|
Offline |
|
|
Пользователь
Регистрация: 27.02.2008 Сообщений: 1013 В друзьях у: 1 Голосов: 6 / 0 |
Добавлено: 22.11.2008 21:28:47
уточнение: Вам важнее просто подробно описать или иллюстрировать эскизами (фото)? Последнее как Вы понимаете, займет поболее времени, но лично нас не сильно напряжет. Термины попробую упростить с учетом Вашего замечания.
Для начала о применяемом нами металле (металлах). Наш отец, попав на производство в момент его строительства в 60-61-м годах получил доступ к шикарным по тем временам ресурсам и материалам. Хоть сейчас они устарели, но мы получив их в наследство не видим причин "менять коней на переправе": все наши требования они удовлетворяют. А это: - порядка 4-5 тонн углеродистой стали (У-10, но в основном У-  в прокате листовом и круглом (толщ.плит от 10 до 30 мм, диам. кругов от 30 до 100 мм). Правда свежего проката очень мало (менее тонны в сумме), экономим. Но зато ок.4 тонн старых штампов (пуансонов и матриц) всевозможных диаметров о высот. Возвращаясь к дискуссии выше (без продолжения) уверяю Вас: углеродистые стали терпят до 20-30 кратного глубокого отжига, переточки, закаливания и т.д. Структура данного металла призвана работать именно так. И мы "замораживаем только самую лучшую или нужную граверную работу. в прокате листовом и круглом (толщ.плит от 10 до 30 мм, диам. кругов от 30 до 100 мм). Правда свежего проката очень мало (менее тонны в сумме), экономим. Но зато ок.4 тонн старых штампов (пуансонов и матриц) всевозможных диаметров о высот. Возвращаясь к дискуссии выше (без продолжения) уверяю Вас: углеродистые стали терпят до 20-30 кратного глубокого отжига, переточки, закаливания и т.д. Структура данного металла призвана работать именно так. И мы "замораживаем только самую лучшую или нужную граверную работу.- гора старого режущего инструмента, который просто выбросили из инструментальной кладовой на улицу (напильники, надфили,сверла, развертки, дисковые и торцевые фрезы всевозможных диаметров) - ну и конечно мощный пресс, стоящий в отдельном помещении, демонтировать который можно только развалив здание (думаю, это его и спасло от смерти) Весь процесс нашей деятельности глобально подчинен одному принципу: воздействию более твердого металла на более мягкий (т.е. закаленного на "сырой")- и наоборот. Ибо есть много способов сохранить рельефную информацию как с матрицы так и с мастер- пуансона (в зависимости от того что является наилучшим ее носителем) Но идем пока по прямой логике вещей. Вы спросили, когда есть закаленный пуансон, что дальше? Дальше берем сырую или глубоко отожженую заготовку и точим матрицу (по нашему опыту нелишне глубоко отжечь заводскую катаную заготовку, она бывает весьма нагартована). Нет токарного, как у нас? Идете к любому мало-мальскому токарю, даете болванку, просите "проточить как чисто, но обязательно снять рубашку по цилиндру". Это значит что он просто сделает плоский торец и снимет стружку (окалину) по бокам. Окалина ухудшает процесс закаливания. Дальше имеете исходную позицию: очень твердый пуансон, очень мягкая матрица, ставим пуансон на матрицу и давим сверху вниз. Нет пресса, а есть молот? Ставите пуансон и на него падает "ударный инструмент". Раньше в штамповочном цехе стояли кривошипо-шатунные, фрикционные и дугостаторные пресса. Два последних принципа подходят для отдавливания матрицы (работают по типу молота). Первый ни в коем случае. Он имеет "мертвую точку", если в ней заклинит- неделю ремонтировать придется. Если рельеф мелкий и ответственный- часто сверху (на торцевой части) точим "пупсик"- очень тупой конус (160-170 град.) можно даже с радиусной поверностью. Реально в центре получается "острячок" высотой 3-5 мм, на который наставляете пуансон (например портретную часть). Дальше давите или ударяете и смотрите. все ли отдавилось: нет ли "утяжин", т.е. непродавливания самых глубоких деталей пуансона. Если есть- не грех поставить пуансон в матрицу (теперь уж не промахнешься) и додавить сильнее. Третий раз- под вопросом, если не жалко пуансона (матрицы). Под отпечатком сформировалась область напряжения, металл уплотнился, может лопнуть пуансон (что тоже не сметрельно, но эт другая история), либо матрица если малА. Даст "энтазис" (выпуклость с боков)- значит может дать трещину сбоку. ЛУЧШЕ не рисковать, потратить сутки. глубоко отжечь матрицу (без окалины, в карболизаторе) дабы выровнять напряжения. И на завтра смело давить хоть в 3 раза сильнее  |
|
Offline |
|
|
Пользователь
Регистрация: 23.03.2007 Откуда: Ташкент Сообщений: 489 В друзьях у: 1 Голосов: 3 / 0 |
Добавлено: 22.11.2008 22:10:15
Ну я бы все таки согласился с этой конструкцией. То есть конечно можно и и просто так дубасить, но в конической обойме очень даже не помешает. Не. Я чиста для пользы дела встреваю. мне не терпитца про режущий инструмент.  Сорри
2:5085/116 подпись урезана по просьбе администрации
|
||
|
Offline |
|
|
Пользователь
Регистрация: 09.11.2006 Сообщений: 156 В друзьях у: 0 Голосов: 2 / 1 |
Добавлено: 22.11.2008 22:40:18
Torvet, не торопитесь, дойдём и до режущего инструмента. Boss, СПАСИБО, сильно! Насчёт формы изложения, как Вам, легче. В некоторых моментах всё равно не обойтись без рисунков или фото. Вы, написали, что существует несколько способов сохранить рельефную информацию, нельзя ли подробней. Если можно параллельно о режущем инструменте, хотя я понимаю, что это отдельная большая тема, ну уж больно Torvet-у не в могату....Ещё раз огромное спасибо!!!!
|
|
Offline |
|
|
Пользователь
Регистрация: 03.12.2007 Откуда: Пермь Сообщений: 290 В друзьях у: 2 Голосов: 323 / 0 |
Добавлено: 23.11.2008 13:28:39
Принципиальных возражений пока не имею, хотелось лишь сказать, что методом чистого передавливания можно получить не все что родится в нашей «дурной» голове. Сколько бы раз мы не повергали заготовку матрицы глубокому отпуску, и какой бы мощный у нас не был пресс.
Одна из наиболее часто встречающихся ошибок, если при закрытом вдавливании мастер пуансон и не разрушится (если повезет), то при открытом порвет просто обязательно. На рисунке конечно все несколько утрировано, но суть от этого не меняется. Вот так не приглядно выглядит обрыв кромки матрицы, диаметр 10 мм. Допущена ошибка описанная выше. |
|
Offline |
|
|
Пользователь
Регистрация: 03.12.2007 Откуда: Пермь Сообщений: 290 В друзьях у: 2 Голосов: 323 / 0 |
Добавлено: 23.11.2008 15:38:15
Инструменты, инструменты, что вы докопались до этих инструментов. Вот примерно по одной железке из каждой «оперы», ничего тайного и хитрого нет. Если кто думает, что среди штихелей лежат чертилки, то ошибается, это тоже штихеля, просто для особо тонких работ. А среди гравчиков особо хитрые с пережимами…, да они просто сделаны из протяжек. Ну, сюда можно еще добавить всякие зажимы, в том числе, как и у Босса патроны от токарного станка и много еще всякого железа. |
|
Offline |
|
|
Пользователь
Регистрация: 09.11.2006 Сообщений: 156 В друзьях у: 0 Голосов: 2 / 1 |
Добавлено: 23.11.2008 20:19:55
Спасибо, только я думаю, что Torvet по инструменту хотел более детально...Интересно, Boss куда-то пропал.
|
|
Offline |
|
|
Пользователь
Регистрация: 27.02.2008 Сообщений: 1013 В друзьях у: 1 Голосов: 6 / 0 |
Добавлено: 23.11.2008 21:04:04
Приболел малость, да к тому же на время выгнали с компа, так я за эскизики засел, сейчас готовлю к выкладке. М-да... темочку вы копнули глубоко, если писать откровенно и подробно, с десяток страниц может уйти... выдержит ли народ. Мы ведь эту "собаку" ели упорно и долго, но съели таки, а судя по последним постам zelad и torvet у них есть ряд принципиальных промахов по части физики процесса (не в укор, а в помощь,т.к. вижу: опыт у них хороший, говорим на одном языке...)
На счет остальных- посмотрим, посещаемость покажет Итак через часок выдам первые эскизы, без которых дальнейшее будет непонятно. Пока... |
|
Offline |
|
|
Пользователь
Регистрация: 09.11.2006 Сообщений: 156 В друзьях у: 0 Голосов: 2 / 1 |
Добавлено: 23.11.2008 21:37:42
Я думаю, кому интересно, тот выдержит...Как здесь у нас говорят, если дословно " возьмите времени сколько нужно", тем более по болезни...Главное не бросайте тему вобщем. Спасибо.
|
|
Offline |
|
|
Пользователь
Регистрация: 23.03.2007 Откуда: Ташкент Сообщений: 489 В друзьях у: 1 Голосов: 3 / 0 |
Добавлено: 23.11.2008 23:24:44
Не то что бы детально. Кое чего у меня тоже получается. 80% узовских именников моего производства. И вот такие попадаются . Просто инструмент важная часть разговора.
2:5085/116 подпись урезана по просьбе администрации
|
||
|
Offline |
|
|
Пользователь
Регистрация: 27.02.2008 Сообщений: 1013 В друзьях у: 1 Голосов: 6 / 0 |
Добавлено: 24.11.2008 00:23:45
Вы меня все больше интригуете.
Начнем с того, в чем чаще всего ошибаются практики. Хорошо ОТОЖЖЕННЫЙ (не отпущенный) металл ГОРАЗДО мягче и пластичнее хорошо закаленного (подозреваю- более чем в 2.5 раза). Структура его равномерна, решетка неупорядочена (некристаллизована). Правильный процесс закаливания- сродни кристаллизации воды во льду. И ежели кристаллическая решетка закаленной стали упорядочена, у углеродистой (у- удавалось получать и 60 ед. твердости.Что касается "съема рельефной информации"- нужно понимать "логику поведения металла как пластичного объекта. Здесь очень полезен принцип упрощенной аналогии. Да, сопромат- сложно. Но представим как поведет себя пластилиновая заготовка (большинство предскажет сходу, остальные с легкостью проверят). Вот условная матрица с набором обратного рельефа по мере проблемности слева направо при последующей чеканке рабочие зоны я указал,а в двух последних- есть проблемные зоны, где рельеф отдавится в последнюю очередь (если вообще отдавится). Т.е. как видно чем круче конус боковой поверхности, чем ближе он к отвесной тем сильнее придется давить. Отдавить при 90 град. может и удастся но вряд ли разнимете без разрушений и порчи поверхности (только выпрессовывать назад, но это сложная конструкция, лучше не надо Вот основные виды "крутизны", включая отрицательную где вопросы тоже можно решать (против законов физики) Но не сейчас...Далее идет принцип штамповки: есть матрица, довольно глубокий рельеф с проблемными перепадами по всем уровням и плоская мягкая заготовка, допустим пластилина. Придавим ее плоским пуансоном. Получится то что внизу, с указанием недодавленных граней (деталей). Зададимся вопросом: почему? что процессу мешает? Мешает форма заготовки и пуансона. Он давит по всей площади, материал заполняет форму, самоуплотняясь, материал вокруг рабочей части стает "облоем". Он утончается, расползается, его площадь и плотность растет. Наступает критический момент когда облой "держит" весь процесс, заготовка "зависает" недозаполнив матрицу. Процесс останавливается, пресс ревет, а толку нет. При штамповке достаточно отжечь заготовку, выпилить ее по контуру (можно даже чуть "в минусе") и давануть еще раз. Того же усилия будет более чем достаточно. Но пуансон с матрицы (для сохранения информации) так не додавишь . Поэтому идем дальше. Представим ту же матрицу, но пластилин скатанный в шарПроцесс пойдет совсем веселее (правда?). Может остаться только маленькая "утяжина" по грани в самом низу (узел увеличен). При штамповке можно додавить так же с отжигом и вырубкой, но при передавливании пуансона- нет. Тогда далее, представим конусный пластилин и ту же матрицу Уверяю вас тут все отдавится меньшим усилием и с полной четкостью (причем тем лучше, чем острее угол пуансона). Вывод таков. Чем пластичнее материал тем он лучше заполняет форму. Это очевидно всем. Но идем дальше. Если хотим заполнить материалом всю матрицу максимально, с идеальным рельефом- необходимо подобрать заготовку меньших размеров (чем рабочая часть) и большей толщины чем требуется в изделии. Цель: заставить материал максимально пойти вглубь и минимально в облой. У нас это уже на уровне чутья. Когда приходят "братья ювелиры" и стоят рядом глядя как я колдую с подбором пуансона, заготовки (первоначально минут 5-10), говорят: хватит, бросай, тут ничего не выйдет. Потом 2 минуты зрелища в иллюминатор, и изделие в руках с признаниями что литьем ничего бы такого не вышло. НО Если заготовка тонкая и матрицу никак не заполнит тогда за нее это сделает правильно изготовленный пуансон (т. е. пустоту займет сталь), либо пластичный материал (например алюминий). Но его размер и толщину подобрать нужно тоже философски, поняв его возможности и потребности. Об этом уже завтра (даст Бог) |
|
Offline |
|
|
Пользователь
Регистрация: 09.11.2006 Сообщений: 156 В друзьях у: 0 Голосов: 2 / 1 |
Добавлено: 24.11.2008 01:15:14
Спасибо!!! Десять баллов, вроде в чём-то прописные истины, но как изложено. Может я опережаю события, нет ли желания издать на английском...
|
|
Offline |
|
|
Пользователь
Регистрация: 03.12.2007 Откуда: Пермь Сообщений: 290 В друзьях у: 2 Голосов: 323 / 0 |
Добавлено: 24.11.2008 07:17:52
Вы, Босс тихонько «отползли» в сторону, в отличи от Гостя я дифирамбов петь не буду.
Типа, может это надо перевезти на английский язык, откройте книжки все это уже десять раз написано. Мы еще не полностью обсудили тему производства матрицы, а Вы рассказываете про штамповку. Ну да ладно, я дополню потихоньку упущенный материал. Хотя возможно Вам, хотелось его утаить. О том, что в рельефах не нужно делать отрицательных углов, это как говорится и «ежу понятно», это знает любой, кто занимался литьем из гипса в гипсовые же формы еще с детства. Однако выход есть, форма должна быть разъемная. Как пример можно привести такой объект как оружейная или винтовочная гильза. Так что, получить технологией штамповки можно любой самой замысловатой формы объект, вопрос в том нужно ли это? Как всегда все упирается в экономическую целесообразность изготовления оборудования для штамповки. Ну да ладно вернемся к нашим «баранам». Попытаюсь свести производство мастер пуансона к нескольким простым и доступным правилам. Что бы не было досадно за напрасно вложенный труд. 1.Хорошенько продумайте рельеф, неплохо вылепить его из пластилина (в увеличенном масштабе), хотя бы в общих чертах без проработки мелких деталей. В отличии от пластилина отрезанный кусок стали обратно не приклеишь. Кажущаяся нежность этого, на практике на много ускоряет работу. 2.Обязательно проведите тест материала, в нашем случае стали, из которой будет изготавливаться мастер пуансон, по полному циклу (глубокий отпуск, закалка, прочность на излом и равномерность зерна и т.д.) Не доверяйте тому, что написано на заготовки, даже если вам ее поставил трижды проверенный человек. 3.Длина или высота заготовки должна превышать площадь будущего изделия как минимум в два раза. То есть, если гравируемая медаль имеет диаметр 30мм, минимально допустимая длина заготовки должна быть 60 мм. 4.Глубина любого гравируемого углубления не должна превышать 70% от его площади. Проще говоря, не нужно делать дырку диаметром 1см глубже, чем на 7мм. Работа будет проделана зря, достаточно проблематично, будет загнать туда металл при формировании матрицы. (Босс бы Вам сейчас просто нарисовал конусную заготовку.) Это конечно может спасти ситуацию, но лишь в том случае, если углубление на матрице одно, а если их больше десятка? Тогда придется формировать матрицу с постепенной обработкой с помощью механической обработки (проще говоря, гравировки). Есть правда еще ход для формировании сложных матриц, предварительный электроэрозионный прожиг заготовки, а лишь потом окончательное формирование способом вдавливания. Но надо ли оно Вам, подумайте хорошенько. 5.Также избегайте формировать острые ножеобразный выступы. Если они не лопнут при термообработке, то отвалятся при вдавливании мастер пуансона в матрицу. (Хотя второе меня иногда не пугает, некоторые элементы на мастер пуансоне могут быть и разового использования, как и весь мастер пуансон, но это уже отдельная песня.) 6.После гравировки мастер пуансона, для дальнейшей обработки отдавайте его только проверенным людям. Хотя даже в этом случае не плохо было бы оговорить страховую стоимость уже выполненной работы. (Бывают работы, которые приходится делать гораздо больше месяца, а в результате халатности, например, термиста, остаться без копейки не совсем приятно.) Стоп, что-то меня пробило по словоблудию, пора завязывать, хотя гостю нравится, когда пишут много букв, пусть читает. Он даже где-то писал, что это признак большого ума, пусть считает меня шибко умным:) В преть хотелось бы отвечать на узко направленный и четко сформированный по той или иной проблеме. РЕШАЕМО ВСЕ! Даже с помощью латунного или бронзового мастер пуансона можно сформировать вполне приличную стальную матрицу, не прибегая к технологии электроэрозионного прожига. |
|
Offline |
|
|
Пользователь
Регистрация: 09.11.2006 Сообщений: 156 В друзьях у: 0 Голосов: 2 / 1 |
Добавлено: 24.11.2008 07:51:32
Спасибо! Вы, так и наровите грызнуть...Уточните, если можно в деталях по поводу формирования стальной матрицы с помощью латунного пуансона.
|
|
Offline |
|
|
Пользователь
Регистрация: 03.12.2007 Откуда: Пермь Сообщений: 290 В друзьях у: 2 Голосов: 323 / 0 |
Добавлено: 24.11.2008 08:40:31
Простите Гость, это не со зла, просто так гораздо веселее, когда в тексте есть небольшая доля сарказма. Вы же тоже "вымогаете" у нас информацию отнюдь не из за того что у Вас что-то не получается в работе, а…?
На счет латунного пуансона.У Восса наверно вообще волосы дыбом встанут, не бойтесь Восс, лишнего не расскажу. Сейчас я открою страшную тайну, латунь тверже нагретой до 1000 градусов по Цельсию стали, примерно в пять раз. А уж кто и как ухитрится, вогнать латунный мастер пуансон в раскаленную стальную болванку, дело личной сообразительности. |
|
Offline |
|
|
Пользователь
Регистрация: 23.03.2007 Откуда: Ташкент Сообщений: 489 В друзьях у: 1 Голосов: 3 / 0 |
Добавлено: 24.11.2008 15:57:13
Да че там латунь, вон мудрецы, млин, снимают горячую копию с клейм раскаленной углеродкой по золоту или серебру.
У нас завалено такими фуфлыжками все прилавки.
2:5085/116 подпись урезана по просьбе администрации
|
|
Offline |
|
|
Пользователь
Регистрация: 09.11.2006 Сообщений: 156 В друзьях у: 0 Голосов: 2 / 1 |
Добавлено: 24.11.2008 16:32:51
Zelad у Вас странная форма общения, " знаю, но не скажу ", Вы как бы постоянно пытаетесь оставить за собой приоритет " гуру "... У Вас никто винец не отбирает. Во всех индийских книгах сквозит эта форма, " знаем, но не скажем ", нахрена тогда пишут. По поводу меня Вы тоже правы, но я интерисуюсь потому, что в этих конкретно вещах, я самоучка, как впрочем и Вы, а хотелось бы услышать профессионала.
|
|
Offline |
|
|
Пользователь
Регистрация: 03.12.2007 Откуда: Пермь Сообщений: 290 В друзьях у: 2 Голосов: 323 / 0 |
Добавлено: 24.11.2008 17:24:05
Когда человек четко формулирует вопрос, он рано или поздно получает на него ответ, не важно из кого источника, но что бы получить ответ на вопрос нужно быть в ТЕМЕ. Профессионала, именно профессионала с приличной не только практической, но и теоретической базой, я пока тут не наблюдаю. Толком даже ни кто не может объяснить что происходит с металлом при закалке, кроме того, что он становится тверже, к стати для меня это тоже пока тайна.
|
|
Offline |
|
|
Пользователь
Регистрация: 25.06.2008 Сообщений: 233 В друзьях у: 0 Голосов: 6 / 0 |
Добавлено: 24.11.2008 18:20:32
По запросу "закалка металла" Гугль выдал: "Результаты 1 - 10 из примерно 238 000 для закалка металла." Остаётся разобрать, что подойдёт дл того или иного уровня знаний. А уже после этого можно здесь более конкретно распросить о специфике.
А так возникает спор на ровном месте в результате которого истина не будет найдена. Для начала вот парочка ссылок: Вот ссылка на форум: И диаграмма начинающему термисту 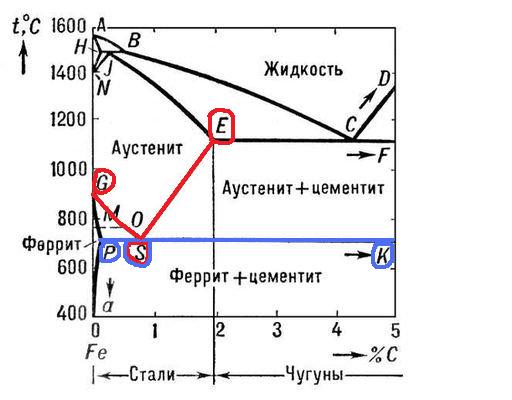 |
|
Offline |
|
|
Пользователь
Регистрация: 27.02.2008 Сообщений: 1013 В друзьях у: 1 Голосов: 6 / 0 |
Добавлено: 24.11.2008 19:21:29
Статистика- одна из самых точных веток математики. Если в результате нашего "трепа" в сутки стало по 150 посещений, значит это далеко "не кому нибудь" нужно...
Поэтому щас поем и продолжу. П.с. Zelad, Ваш пост пересмотрел, в 4-х пунктах с вами не согласен, но навязывать не стану (вижу Вам это не интересно, гостю тоже). потому иду по своему плану. А к изготовлению матрицы мы тоже идем уверенным путем, не волнуйтесь |
|
Offline |
|