В личку продолжают поступать просьбы поделится схемой аналога PUK. Так как за время выкладки первой схемы в процессе освоения и модернизации появились новые изменения, решил продолжить тему. Самое главное прибор реально работает и вполне успешно! Фото материалы мои и SZ и так же его опыт, он подключится и добавит свои комментарии. В общем по технической части я, по практической он.
Может всё-таки стоило ввести детектор R? Тогда не нужна будет такая экзотика как скоростная съёмка. Автоматика определила, что R=0 ,звучит сигнал ,а там хочешь-автоматически идёт разряд, хочешь-жмёшь на педаль. Ещё вопрос по поводу сварки серебра.Слышал,что надо сваривать в аргоне и с высоковольтным разрядом,который прошивает оксидную пленку и тянет за собой дугу. Как у вас без всего этого...?Какова повторяемость такой сварки серебра? Сплошной ништяк или раз на раз не приходиться?
Немного перепутал. Автоматика определила, что R=0, звучит сигнал, жмем педаль-электрод втягивается, автоматика продолжает отслеживать R, как только оно стало увеличиваться, идет разряд.
(chedao 19.06.2014 22:20:38) Немного перепутал. Автоматика определила, что R=0, звучит сигнал, жмем педаль-электрод втягивается, автоматика продолжает отслеживать R, как только оно стало увеличиваться, идет разряд.
Прижимаем деталь к электроду, далее автоматика определяет хороший контакт или нет, если хороший, т.е. сопротивление R равно нулю , то раздается сигнал. Далее нажимаем на педаль , идет сигнал на электромагнит и начинается втягивание электрода, одновременно автоматика продолжает отслеживать сопротивление между деталью и электродом. Как только сопротивление начнет расти, подается сигнал на открытие транзисторных ключей, происходит разряд. Электрод к тому времени почти оторвался от детали и зажигается дуга.
(chedao 20.06.2014 17:46:31) Тогда последний вопрос. В 561 посте спросил по поводу сварки серебра, вы не ответили.
Высоковольтный импульс помоему в китайских недорогих аппаратах, и длинна импульса там если и регулируется то она плюс минус слон. И принцип там другой. вроде за счет катушки. Аргон что бы грязи меньше было. Повторяемость на порядок выше чем в первой версии аппарата. Серебро варит и без аргона только желательно копоть удалять я это делаю латунной крацовкой.
Цитата
(chedao 20.06.2014 17:46:31) Хрень, так хрень. Смотрю, диалог не получается.
начинайте делать аппарат если собираетесь, попробуете свой алгоритм, если на каких либо этапах возникнут вопросы - если знаю отвечу.
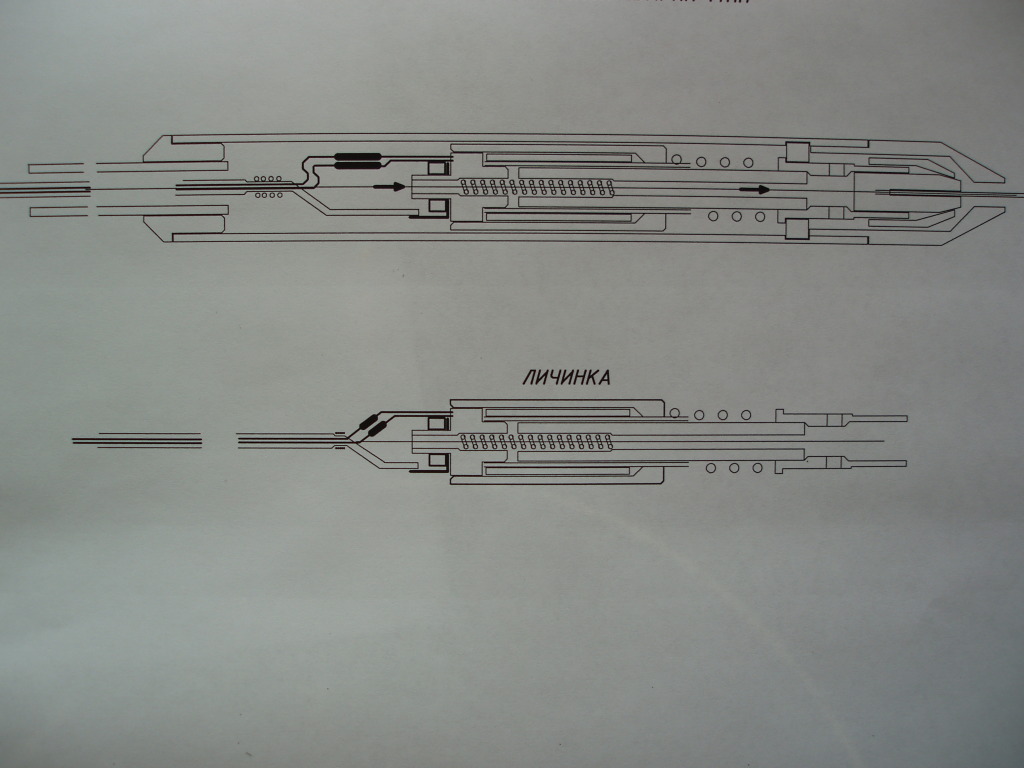
устройство наконечника Может быть применён в стоматологии и ювелирном деле Упрощённо работает так: В наконечнике (чёрная ручка) размешена вольфрамовая игла и механизм (соленоид) её отвода (отдёргивания)Наконечник электрически соединён с выходом инвертора и через трубку с клапаном Клапан подключен к баллону с аргоном Изначально на игле нет потенциала Пользователь касается иглой нужной точки сварки на изделии автоматика определяет, что произошло касание открывает клапан аргона , подаётся напряжение для поджига дуги одновременно отводится игла Инвертор при этом стабилизирует ток. Далее инвертор выключается .Таким образом произошёл один сварочный цикл (длительность порядка 20 мс) Импульсы могут идти серией. На телескопической штанге размещён светофильтр Хамелеон и лупа на панели ЖКИ индикатор три кнопки для выбора режимов сварки и клемма. На боку микроточило для заточки вольфрамовой иглы. Сзади сетевой шнур и штуцер для подключения к аргону.
Еще одна версия "ПАКа", имеет следующие возможности: 1) регулируемое напряжение от 10 до 45 вольт, емкость конденсаторов на данный момент 20000мкФ 2) кнопку для принудительного открывания клапана аргона (что то вроде тест газа, идея ни моя) 3) отскакивающий электрод, при этом саму вольфрамовую иглу можно отрегулировать по длине 4) уже встроенный и работающий клапан для аргона (осталось подключить систему трубок и где то взять сам аргон) 5) звуковую индикацию, информирует что через мгновение будет яркая, очень приятная, вспышка электрической дуги (можно работать без маски "хамелион")
По сути прибор работает следующим образом. Деталь закрепляется в крокодиле, который является плюсовым контактом. Прибор включается, выбирается соответствующее напряжение, индикатор подскажет, электрод берется в руку. Затем в нужном месте детальки тыкается кончик иглы. Естественно самым мягким касанием. В этот момент срабатывает клапан и начинается подача аргона. Через пару секунд слышен сигнал (в этот момент глазки закрываются дабы не словить "зайчиков"), через дольки секунды прибор выдает мощный импульс, происходит точечная сварка, а соленоид отдергивает электрод и задерживает его примерно на пол секунды. Аргоновый клапан закрывается. ВСЕ. Кстати, время подачи Импульса с предупреждающим сигналом можно менять по желанию.
Прибор можно дополнить функциональной педальки или кнопкой на панеле прибора, получится уже ни точечная, а контактная сварка.
Создание прибора началось с обращения знакомого ювелира, у него была идея создавать аппараты и продавать их на коммерческой основе. И в последствии как я понял желание у него пропало, а вот аппарат остался и вложенные в нем деньги. Мое местоположение Нижний Новгород. страничка в ВК Ищу возможность либо тупо продать по назначению или еще лучше наладить их изготовление.
Для контактной сварки 20 000 uF мало, нужно хотя бы минимум 200 000 uf и то этого хватит лишь тоненькую проволочку прихватить, как регулируется длинна импульса ?
Если зарядить конденсатор и концы проволокой соединить, то они слипаются, я этот процесс имел ввиду называя его "контактной сваркой". Таким способом раньше диоды делали. Длительность импульса никак не регулируется. Реле переключает заряженный маленький конденсатор на силовой ключ, пока конденсатор не разрядится ключ открыт. Но соленоид его раньше отдергивает. Хотел последовательно с этим конденсатором поставить переменный резистор и с его помощью регулировать длительность... Все же решил что это лишнее.
да они то склеятся при таком контакте друг с другом, контактная сварка к примеру - берешь две пластины допустим из нержавейки на нижнюю пластину крокодил а верхнюю прижимаешь медным электродом - или два медных электрода + и - прижимаешь к сложенным друг на друга пластинам и даешь разряд и пластины намертво свариваются в местах касания электрода точками, но медь к ним не прилипает
да, в этом случае токи нужны не хилые. а как их коммутировать голову поломаешь. силовые тиристоры и динисторы такой мощи мне на радиорынке не попадались... интересно попробовать ионистор пятивольтовый с емкостью несколько фарад...выдержат ли у него контакты...
ионисторы большие токи не отдают, только кондеры. На нормальную контактную сварку кандеры нужны 1,5 -3 фарада, но напряжения достаточно 12 -16 в. импульсные токи достигают более 2000 ампер. понятно что тиристором такое нескоммутировать. А для искровой вспышки и тиристора хватит, но тиристоры плохо работают с шим высокой частоты (медленно закрываются).