На форуме уже есть ответы на некоторые вопросы по этому аппарату.
Но все они довольно таки размазанные по всем темам...
Попытался собрать все в кучу... вот что получилось, очередной и последний мой реферат...
В России купить можно его тут..
Стоимость на текущий момент так же можно узнать в представительстве Роланда.
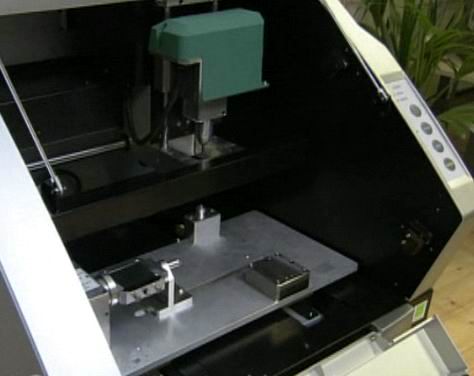
Коротко... Это не станок в прямом смысле этого слова. Это аппарат для "фрезеровки-гравировки" воска и модельных пластиков.
На столе занимает места по миниммуму, как принтер, компутер "видит" его тоже как принтер.

Дверку "холодильниковского" типа лучше сразу снять.. мешает. Как видно на нижней фото... не один я дверку снял )))
Работает тихо...

Привод по осям, ременный-зубчатый.
Моторы шаговые "Tamagawa"
Шпиндель... цанга разрезная, на 2 части... так себе, но достаточно точная.
Мотор шпинделя, 100вт, безколлекторный.. до 20 000 об.
Скорость подачи.. для нормальной чистоты поверхности 7-10 мм сек.
для идеальной 3-5мм сек.
Выше 15мм сек... трясется и болтается на резиновых ножках, как припадошный.)))
Если решились покупать, покупайте не с рук у незнакомцев это раз.
Если все еще желание не пропало ... Спросите про гарантию, и информационную поддержку это два. ( пообещают.. в лучшем виде, не сомневайся )))
Пробовать в действии станок никто не даст, если это не выставочный экземпляр, станок идет в транспортном положении, с прикрученными кронштейнами, и пломбами.. на вид пломбы-бумажки вроде несерьезные, но один хрен, как ни старался я их аккуратно отцепить, все равно оторвались пополам.
В комплекте нет цанги на 3мм, она продается отдельно, в комплекте с 4.5.6мм... тоже могут пригодится...
Спросите цангу на 3.175мм... выбор инструмента с таким хвостовиком богаче.
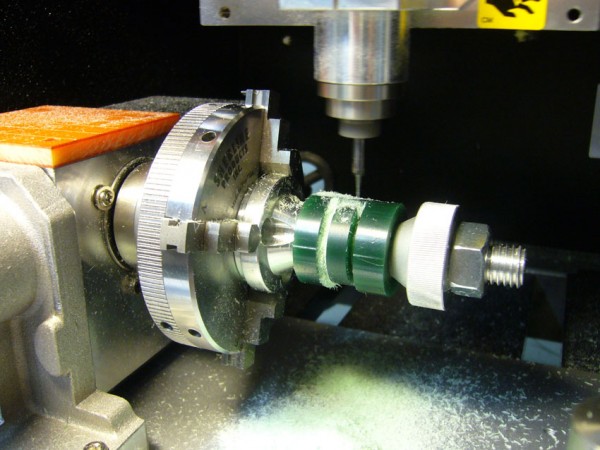
На крепежный элемент для восковых свечек, можно не смотреть... гуано полное.
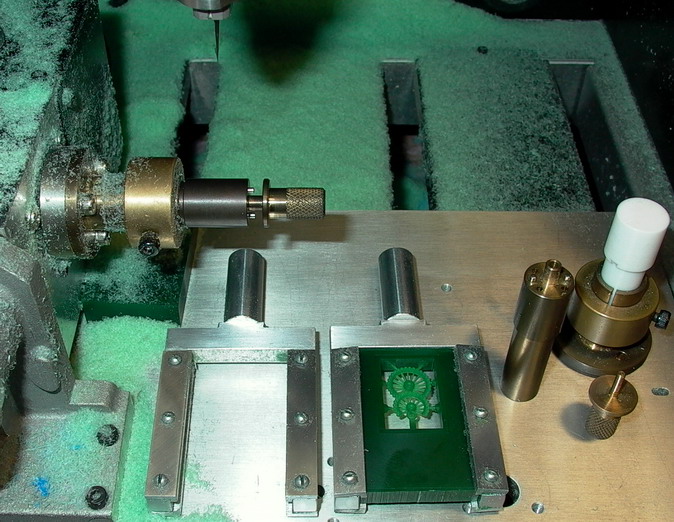
Сразу нужно понять, что от самостоятельного изготовления крепежных приспособ не уйти, вариантов-море! Это лишь один из вариантов- эксперементальный...
Кто-то делает так...
А потом зачем-то так.. ))))))
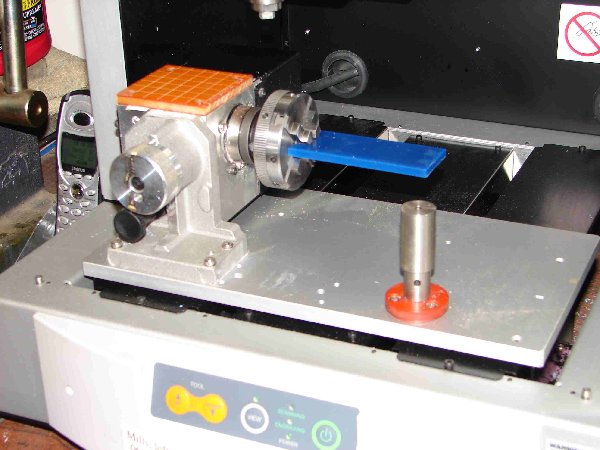
Повортная ось... это отдельная песня )))))))))))))))
Но не бойтесь ... она хорошая... хотя и слабая и установлена криво.. в заводской установке она стоит в среднем положении, в любом случае придется сместить ее в крайнее левое положение.
В "холодном" состоянии, она немного "люфтит" если тихонько повертеть пальцами за планшайбу крепежную... чуствуется небольшой люфт. Этот люфт исчезает через 30 минут работы, когда внутренности поворотной оси прогреваются, и все температурные расширения достигли заданной величины.
При автоматическом повороте на 180, есть риск получить не 180, а 179.9...(примерно)))
Полезно запастись микронными стрелочными индикаторами и терпением для выставления оси по координатам XY.
Типа так...

На автоматическую установку нуля по осям Z и Y не расчитывайте...
Y ставится один раз.. при калибровке оси.
Z... для понта первое время можно пользоваться автоматическим сенсором...
быстро... но до первой поломаной фрезы или для первой непонятки-
типа куда ноль по Z упал.. а? мля... ))))))
Настройтесь использовать другой метод установки нуля по Z... их много.
5й оси не существует для этого станка... ну разве только для мазохистов с транспортиром )))
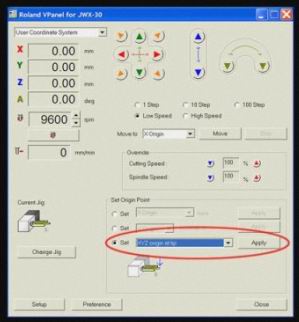
С панели управления, можно "управлять" перемещением по всем осям, просто нажимая на нужные стрелки, он медленно начинает перемещаться, и через 3 сек.. дико летит в указанном направлении, на максимальной скорости, остановится тогда, когда врежется ))) или когда уберется "палец" с конопки..
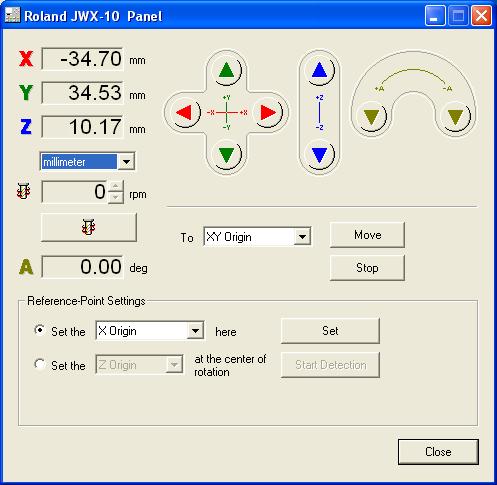
Можно задать обороты, обнулить в нужной координате, и "послать" станок определять ноль по сенсору в автоматическом режиме.
Комбинацией клавишь с панели можно вызвать сервисное меню
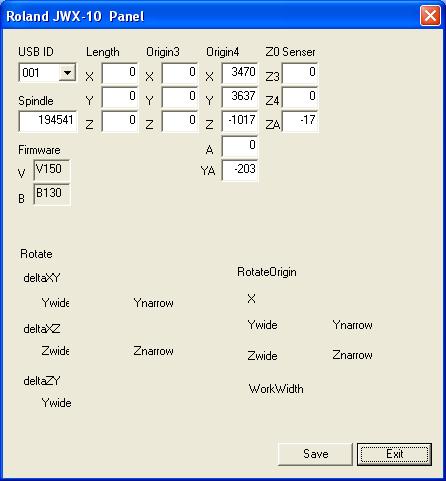
, для ввода коррекции по осям Y Z... для сенсора.. посмотреть временную наработку шпинделя... и все.
Софт в комплекте. на выброс.. кроме драйверов.
Сканер от 40ки недоступен, хотя разъем есть.
Повторяемость позиционирования, (перемещение из заданной точки в контрольную координату и измерение реального перемещения.. и так 7 раз подряд, и расчет по формуле) думаю вряд ли указана будет правильно в документах на этот станок.. но все таки он достаточно точно отправляет инструмент в нужную точку на обрабатываемой модели, при условии, если не нажимать часто на "паузу".
Точность позиционирования, для каждой координаты, в одном направлении... с расчетом разницы между реальной и заданной длинной хода, не проводил лично, но если работать на допустимых скоростях до 15мм сек.. то вполне можно избежать и потери шагов от инерции перемещения...
Инерционность по оси Z отвратительная.... на выской скорости появляется характерная рябь ... ну и само-собой остается на обрабатываемой поверхности.
Итоги и выводы делайте сами.. станков великое множество, у всех свои плюсы и минусы... этот Роланд вот такой )))
Развернуть ⇓
Но все они довольно таки размазанные по всем темам...
Попытался собрать все в кучу... вот что получилось, очередной и последний мой реферат...
В России купить можно его тут..
Стоимость на текущий момент так же можно узнать в представительстве Роланда.
Коротко... Это не станок в прямом смысле этого слова. Это аппарат для "фрезеровки-гравировки" воска и модельных пластиков.
На столе занимает места по миниммуму, как принтер, компутер "видит" его тоже как принтер.
Дверку "холодильниковского" типа лучше сразу снять.. мешает. Как видно на нижней фото... не один я дверку снял )))
Работает тихо...
Привод по осям, ременный-зубчатый.
Моторы шаговые "Tamagawa"
Шпиндель... цанга разрезная, на 2 части... так себе, но достаточно точная.
Мотор шпинделя, 100вт, безколлекторный.. до 20 000 об.
Скорость подачи.. для нормальной чистоты поверхности 7-10 мм сек.
для идеальной 3-5мм сек.
Выше 15мм сек... трясется и болтается на резиновых ножках, как припадошный.)))
Если решились покупать, покупайте не с рук у незнакомцев это раз.
Если все еще желание не пропало ... Спросите про гарантию, и информационную поддержку это два. ( пообещают.. в лучшем виде, не сомневайся )))
Пробовать в действии станок никто не даст, если это не выставочный экземпляр, станок идет в транспортном положении, с прикрученными кронштейнами, и пломбами.. на вид пломбы-бумажки вроде несерьезные, но один хрен, как ни старался я их аккуратно отцепить, все равно оторвались пополам.
В комплекте нет цанги на 3мм, она продается отдельно, в комплекте с 4.5.6мм... тоже могут пригодится...
Спросите цангу на 3.175мм... выбор инструмента с таким хвостовиком богаче.
На крепежный элемент для восковых свечек, можно не смотреть... гуано полное.
Сразу нужно понять, что от самостоятельного изготовления крепежных приспособ не уйти, вариантов-море! Это лишь один из вариантов- эксперементальный...
Кто-то делает так...
А потом зачем-то так.. ))))))
Повортная ось... это отдельная песня )))))))))))))))
Но не бойтесь ... она хорошая... хотя и слабая и установлена криво.. в заводской установке она стоит в среднем положении, в любом случае придется сместить ее в крайнее левое положение.
В "холодном" состоянии, она немного "люфтит" если тихонько повертеть пальцами за планшайбу крепежную... чуствуется небольшой люфт. Этот люфт исчезает через 30 минут работы, когда внутренности поворотной оси прогреваются, и все температурные расширения достигли заданной величины.
При автоматическом повороте на 180, есть риск получить не 180, а 179.9...(примерно)))
Полезно запастись микронными стрелочными индикаторами и терпением для выставления оси по координатам XY.
Типа так...
На автоматическую установку нуля по осям Z и Y не расчитывайте...
Y ставится один раз.. при калибровке оси.
Z... для понта первое время можно пользоваться автоматическим сенсором...
быстро... но до первой поломаной фрезы или для первой непонятки-
типа куда ноль по Z упал.. а? мля... ))))))
Настройтесь использовать другой метод установки нуля по Z... их много.
5й оси не существует для этого станка... ну разве только для мазохистов с транспортиром )))
С панели управления, можно "управлять" перемещением по всем осям, просто нажимая на нужные стрелки, он медленно начинает перемещаться, и через 3 сек.. дико летит в указанном направлении, на максимальной скорости, остановится тогда, когда врежется ))) или когда уберется "палец" с конопки..
Можно задать обороты, обнулить в нужной координате, и "послать" станок определять ноль по сенсору в автоматическом режиме.
Комбинацией клавишь с панели можно вызвать сервисное меню
, для ввода коррекции по осям Y Z... для сенсора.. посмотреть временную наработку шпинделя... и все.
Софт в комплекте. на выброс.. кроме драйверов.
Сканер от 40ки недоступен, хотя разъем есть.
Повторяемость позиционирования, (перемещение из заданной точки в контрольную координату и измерение реального перемещения.. и так 7 раз подряд, и расчет по формуле) думаю вряд ли указана будет правильно в документах на этот станок.. но все таки он достаточно точно отправляет инструмент в нужную точку на обрабатываемой модели, при условии, если не нажимать часто на "паузу".
Точность позиционирования, для каждой координаты, в одном направлении... с расчетом разницы между реальной и заданной длинной хода, не проводил лично, но если работать на допустимых скоростях до 15мм сек.. то вполне можно избежать и потери шагов от инерции перемещения...
Инерционность по оси Z отвратительная.... на выской скорости появляется характерная рябь ... ну и само-собой остается на обрабатываемой поверхности.
Итоги и выводы делайте сами.. станков великое множество, у всех свои плюсы и минусы... этот Роланд вот такой )))



 ?
?