Здравствуйте! Хотел бы начать такую тему по формомассам. На рынке много всяких ф.масс и очень много из них не качественных. Вот и хотелось бы обсудить такой вопрос, я думаю он много кому будет интересен потому что от этого многое зависит в достижении качественного литья.
Если чё - я тоже не материаловед. ) Но с такими как Сергей Вальтман всегда приятно поболтать.
Я так вижу, с сегрегацией разных фракций при смешивании Вы много когда-то боролись Спасибо за замечания. Очень интересные!! Случайно не в Костроме обитаете?
(omniuser 01.02.2015 21:29:50)Случайно не в Костроме обитаете?
Неа, я в деревне))
Цитата
(omniuser 01.02.2015 21:29:50)Я так вижу, с сегрегацией разных фракций при смешивании Вы много когда-то боролись
Да не боролся, больше эксперементировал)) просто тогда негде брать было и приходилось почитать и у зуботехников поспрошать)) Но знаю один тот еще эксперементатор, кварцитовую гальку на море собирал и вместе с гипсом в шаровой мельнице молол, магнитил ессесно , ну с его слов какчество было огого)) но у меня сомнения, то что кварц все таки должен быть прокален не ниже 950 а лучше 1500, иначе усадку гипса не компенсировать.
Offline
Пользователь Регистрация: 11.02.2006 Откуда: Беларусь
Сдесь на форуме лет 5-7 назад выкладывал Серг фотки зерен кристобалита под микроскопом они имеют форму пирамидки состоящей в свою очередьиз 3-х пирамидок уоснования и одной сверху и имеющей внутри отверстие поэтому и газопроницаемой а тема называлась вроде - состав формомасы
Сергей Вальтман, а деревня случайно не по Костромскому направлению? Пишете очень интересные вещи, сразу видно, что опыт не меньше 20 лет.
А Серёга может ещё и не то выложить. Но обычно теперь выкладывает разных морских гадов с восточных базаров. Возможно, ему в SRS в каждой крупинке кристобалита англичане выпиливали дырочку для газопроницаемости. Потом свёрла кончились и Серёга перестал торговать SRS. ))
(omniuser 02.02.2015 21:17:48)А Серёга может ещё и не то выложить. Но обычно теперь выкладывает разных морских гадов с восточных базаров.
Это видимо в мой огород камушек, неизвестный читатель моего фейсбука или инстаграма (здесь то я гадов вроде не выкладываю)? Многое из того, что я вижу в своей повседневной работе, я выложить не могу - связан соглашениями о неразглашении, большие серьезные клиенты это широко практикуют, к моему сожалению. Тем не менее, вставлю свои пять копеек в описание текущей ситуации на рынке формомасс. Лучшие формомассы делаются из лучшего кристобалита и лучшего гипса, соответственно лидер рынка по производству качественных кристобалитов - американская компания . Производители формомасс, пользующиеся самым дорогим кристобалитом из их линейки и не жалеющие добавлять его в рецептуру масс в значительных количествах, выпускают лучшие формовочные массы.
Здесь должна быть фотография с производства формовочной массы, которую я запостить не могу
Одна известная на рынке европейская компания - производитель формовочных масс (назовем её компания Х), имеющая также заметные доли в производствах в Азии, в свое время смогла скопировать оборудование и процесс производства кристобалита у CED, но поскольку сделано это было не совсем корректным способом, то и результат получился не совсем корректным. Ну, если точнее, качество получаемого кристобалита немного не дотягивает до американского, что отражается и на стабильности свойств и на качестве конечной формомассы. Для повышения эффективности своего производства и задействования всех мощностей своего производства кристобалита, компания Х в свое время купила своего основного конкурента (работавшего на лучшем американском кристобалите) и перевела его производство на тот же свой собственный кристобалит. Являясь единым производством, эта компания теперь имеет три европейских бренда, представленные тремя различными (и конкурирующими между собой) дистрибьюторами в России, примерно та же политика и в других регионах, в частности, в Азии их как правило тоже три, но названия несколько иные. Тем не менее, вся продукция замешивается в одном и том же миксере, из тех-же компонентов, только фасуется в разные мешки и бочки. Производства в Азии - это фактически перефасовка смешанных в Англии рецептур из биг-багов в мелкую тару. Возможно, суммарные продажи масс этой компании занимают первое место в мировом хитпараде, вполне удовлетворяя массовые азиатские производства в соотношении цены и качества.
Другая известная на рынке американская компания - тоже производитель формовочных масс (назовем её компания Р), всегда делала формомассы высочайшего качества из самого лучшего кристобалита, фактически являясь эталоном качества и иконой для других производителей, но масса премиум класса у нее получается слишком дорогой, поэтому продается преимущественно в США, а с удалением массовых производств в Азию, ее продажи резко упали. Компания конечно пыталась исправить ситуацию, купив чужое производство в Европе и организовав там производство формомасс из более дешевого кристобалита, вероятно Бельгийского, (пришедшего на смену закончившемся Английскому). Но качество этих масс (при невероятно низкой цене) было таким ужасным, что сначала от продаж отказался украинский дистрибьютор, а потом они сошли на нет и в других европейских странах. Совсем недавно европейская фабрика была закрыта и два бренда с сомнительной репутацией покинули этот мир.
Третья известная на рынке американская компания (назовем ее К), долгие годы делала формомассы очень высокого качества, доминировала на рынке и фактически была промышленным стандартом на просторах нашей родины. Жесткая конкуренция с азиатскими брендами компании Х и ее сравнительно недавнего приобретения, а также китайскими компаниями, о которых еще скажу, привела к заметной потере рынка, особенно в низком ценовом сегменте. Есть непроверенные слухи из очень надежных источников, что компания ради снижения цены, в какой-то момент была вынуждена заменить самый дорогой кристобалит на более дешевый, не изменив при этом название своих формомасс. Ювелирам это виднее, а судя по многочисленным фактам и ругани, они заметили эту замену и репутация, как и продажи этой компании стали падать.
Четвертая и пятая китайские компании тоже скопировали процесс производства кристобалита, но не у американцев, а у англичан, таким образом получив вторую производную и еще меньшее сходство по качеству с исходным американским продуктом. Массы, производимые в Китае, очень дешевы и захватили до 80% самого низшего сегмента производств в Китае и Индии, вытеснив оттуда практически всех остальных игроков. Это послужило причиной больших проблем у компаний Р и К и заставило компанию Х сконцентрироваться на рынках Юго-восточной азии.
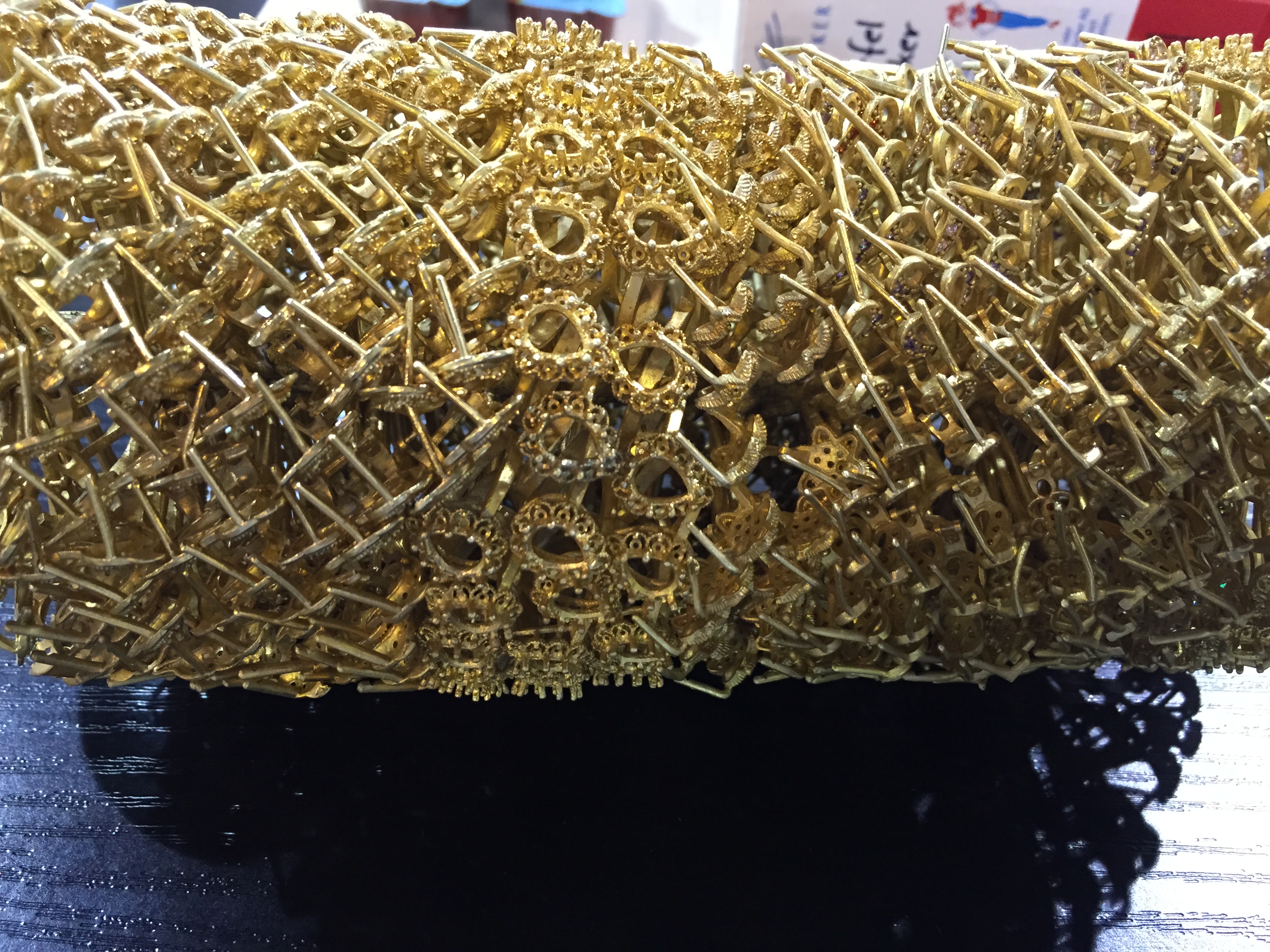
Ну и наконец, игрок номер 6, компания из Турции. Основанная сравнительно недавно, компания заполучила в партнеры бывшего ведущего технолога из компании Р. Мудро решила не искать добра от добра и производить массы из кристобалита CED. После примерно трех лет поисков правильных рецептур, подбора гипсов и микродобавок, практически в конце 2014 года был получен результат, который устроил всех, кто опробовал полученные продукты - в том числе множество известных партнеров бывшей компании, которую мы долгие годы представляли на российском рынке. Поскольку отработка технологии проводилась в основном в Турции, где средний вес отливки составляет 2 кг в серебре, а напайка такова, что ювелиры смущенно цокают языками, можно сказать, что продукт готов. Тут я выложу некоторые фотки, запрета на публикацию которых у меня не наблюдается.
Offline
Пользователь Регистрация: 16.01.2014 Откуда: живописный берег Волги
Коллеги! А подскажите пожалуйста где приобрести альфа-гипс? Если я правильно понял обычный гипс не подойдёт, высокопрочный вроде тоже не то ( Г-16 )? Хочу тоже экспериментами заняться
(Кудъля 04.02.2015 08:43:48)А заметили ли вы, что литники к стержню припаяны не радиально, а по касательной. Имеет ли это смысл?
Единственный смысл, который вкладывают турецкие мастера в напайку таких елок - набить ее изделиями как можно плотнее, снизив таким образом количество отливаемых опок и экономя формомассу. Как Вы наверное заметили, места пайки моделей к центральному литнику не заглажены паяльником. Такая напайка елки чревата большим количеством мелких включений обломков формомассы в литье. Именно поэтому мы гордо выставляем отлитую елку - несмотря на обилие плохо пропаянных мест, ведущих к образованию хрупких выпутав формомассы, на поверхности литья практически не обнаружено следов включений формомассы, что говорит о ее высочайшей прочности.
"лучший кристобалит" - по каким признакам? Какие объективные факторы принимаются в рассмотрение?
Кроме того Вот банальный вопрос. Зубная паста. Какая лучше? Каждый день же зубы чистим. Давайте представим подобную дискуссию. Каждый будет описывать ощущения и показывать свои зубы.
Ёлка впечатляющая. И что? Только с этой формомассой можно отлить? Вот мы изготавливаем и торгуем растворами для родирования. Но я никогда не скажу, что наш раствор лучше Родуны, например. Или лучше Легоровского. Или что Родуна лучше, чем Легор. Или наоборот.
Такой вопрос в принципе не может даже звучать. Хотя бы потому, что должны быть определённые объективные критерии, по которым мы можем оценивать тот или иной продукт.
Какие объективные критерии существует для ювелирных формовочных масс для их сравнения? Да особо никаких. Нет стандартов или ГОСТов на это.
Ещё вопрос. Зачем, например, КЕРР выпускать KERR CAST 2000 или даже Satin Cast 20, когда они могут выпускать только Satin Cast Xtreme - ЛУЧШУЮ по их мнению смесь? Зачем им выпускать смеси ХУЖЕ той?
И мы приходим к рекламе порошка Дося. Зачем пить 5 бутылок пива вместо стакана водки если потом не видно разницы?
Одна крупная костромская фирма отказалась сегодня от SRS и переходит снова на KERR. Они сочли её хуже. Но вопрос звучит не так: для их рабочего процесса она не подошла. Несмотря на низкую цену. Это не значит, что где-то SRS не может вытеснить KERR. Где-то будет ЛУЧШЕ пользоваться SRS.
Offline
Администратор Регистрация: 07.12.2004 Откуда: Москва
(omniuser 06.02.2015 01:06:29)"лучший кристобалит" - по каким признакам? Какие объективные факторы принимаются в рассмотрение?
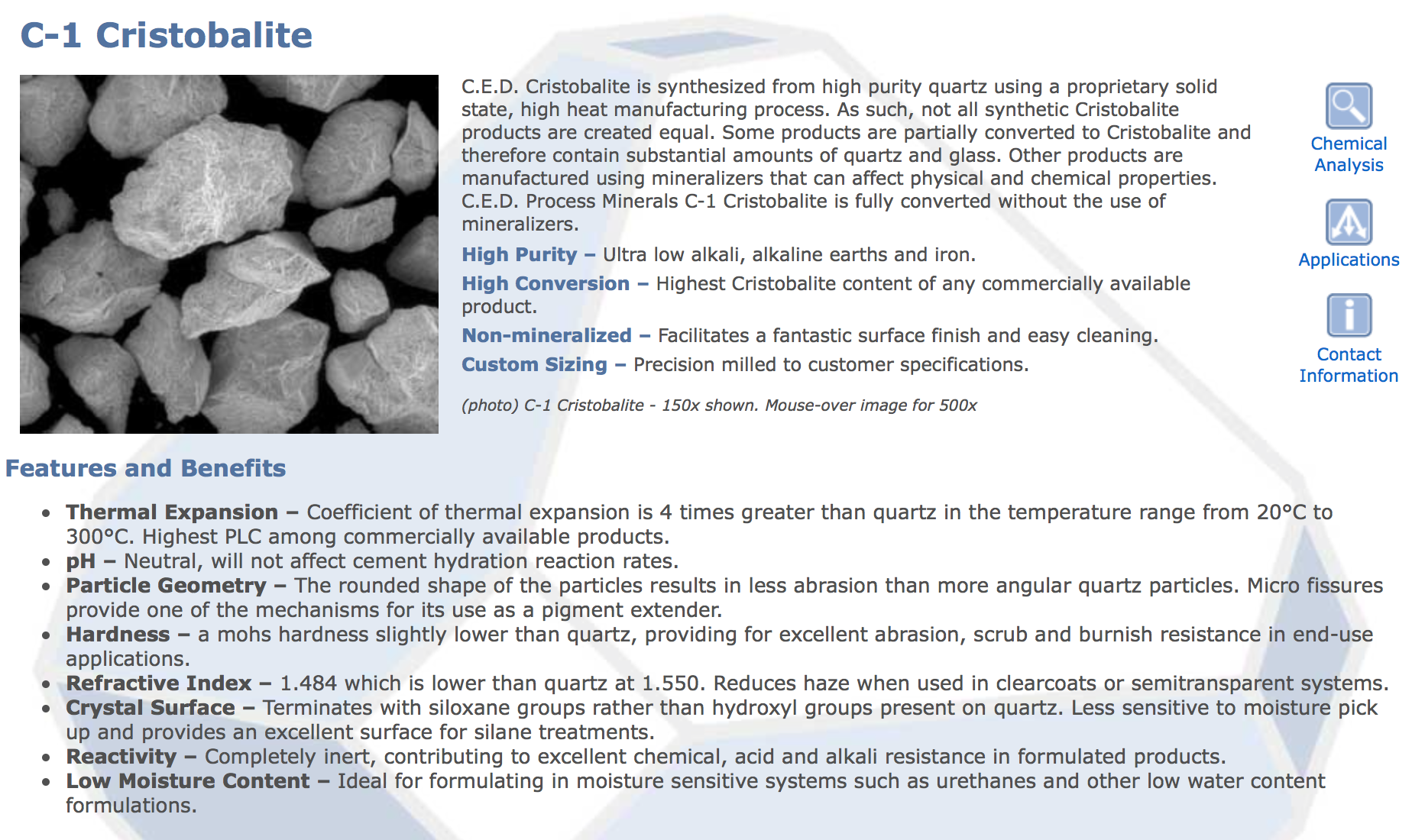
Вот тут характеристики лучшего кристобалита из тех, что используются для изготовления ювелирных формовочных масс:
SiO2 - 99,7%
Al2O3 - 0,07% Fe2O3 - 0,03% CaO - 0,02% MgO - 0.01% Прочие примеси - менее 0,2%
Даже на сайте производителя, характеристики более дешевого кристобалита С-2 не раскрываются. Вы также вряд-ли найдете характеристики кристобалита, используемого ранее описанной мной компанией Х её собственного производства. Общий подход производителей и продвинутых потребителей (интересующихся свойствами используемых в производстве материалов более глубоко) - указать, какой из кристобалитов используется в формомассе (например, гордо сообщить, что в этой формомассе премиум класса мы используем только американский кристобалит марки C-1). Соотношение такого кристобалита, кварца и более дешевого кристобалита - это большой секрет производителей, ведь именно это и определяет свойства формомасс, да и все линейки формомасс, отличающихся по цене и назначению, обычно построены по тому принципу.
Цитата
(omniuser 06.02.2015 01:06:29)Зачем, например, КЕРР выпускать KERR CAST 2000 или даже Satin Cast 20, когда они могут выпускать только Satin Cast Xtreme- ЛУЧШУЮ по их мнению смесь? Зачем им выпускать смеси ХУЖЕ той?
Ответ на этот вопрос очевиден. Существенным критерием является цена формомассы. Которая в основном зависит от качества гипса и качества кристобалита. Американский кристобалит отличается по цене в разы, да и доставка его из США существенно даже эту цену повышает.
Вопрос ведь можно и развернуть на 180 градусов. Зачем ювелирам покупать дорогую формомассу, если есть гораздо более дешевая? Почему бы вообще не лить в смесь гипса и песка? Ведь сработает. Да и лили раньше, старожилы помнят эти времена. И помнят также времена, когда елки обмазывали с помощью кисточки импортной формомассой, прежде чем заформовать в в смесь гипса и песка.
Какие характеристики формовочных масс важны для ювелиров? Их не так много, они достаточно очевидны и зачастую требования к ним являются взаимно исключающими. 1. Чистота поверхности литья определяется степенью размола частиц. Казалось бы, почему не размолоть в пыль? Слишком мелкодисперсная формомасса теряет газопроницаемость, что ухудшает пролив, а кроме того (и это гораздо важнее), преграждает путь кислороду извне опеки во внутреннюю полость при прокалке. Выгорание воска происходит только через литниковую систем, этого недостаточно. Опеки получаются серыми, гипс интенсивнее распадается при литье с выделением сернистого газа, увеличивается газовая пористость. Дорогой кристобалит в этом случае обладает большей газопроницаемостью зачет упорядоченного образования кубической структуры (при этом, в ходе прокалки, в процессе фазового перехода объем кристобалита заметно возрастает). То есть, он позволяет без риска образования газовых пор заметно уменьшить размеры частиц формомассы, давая при этом чистую и гладкую литую поверхность. 2. Высокая термостойкость кристобалита позволяет без проблем лить более высокотемпературные сплавы - именно поэтому массы типа Экстрим, Силк и им подобные рекомендуются для литья белого золота. 3. Чистый кристобалит обладает большей геометрической стабильностью и предсказуемостью в ходе прокалки. Это позволяет правильно подобрать соотношение гипса и кристобалита и избежать перекосов в величине термического расширения на различных этапах прокалки. Как результат - опоки из более дешевых компонентов чаще трещат, что приводит к облою при литье, а зачастую и к пробою опок в ходе литья. 4. Важнейшей характеристикой ювелирных формовочных масс является соотношения прочности опор и легкости их отмывки. Дешевые формомассы содержат гораздо больше кварца - он прочнее кристобалита. Это хорошо для крупных отливок, где вес опеки может достигать десятков килограмм, да и с отмычкой в таком полупромышленном варианте, проблем не много. Но уменьшение содержания кварц и повышение кристобалита, создает некоторую проблему. С другой стороны, самый дорогой (и самый прочный) кристобалит, за счет высокой прочности и напряжений в нагретой опеке, легче отмывается при опускании опоки в воду, чем менее прочный и более дешевый.
В общем, как это ни обидно, но как правило, дорогие товары действительно лучше дешевых аналогов
Offline
Пользователь Регистрация: 16.01.2014 Откуда: живописный берег Волги
(serg 06.02.2015 21:20:20)елки обмазывали с помощью кисточки импортной формомассой, прежде чем заформовать в в смесь гипса и песка.
Хотелось бы спросить вас, можно ли избавиться от трещинок в формомассе после прокалки путём подбора соотношений гипса и песка? Или это в принципе не возможно. Просто возможность решения этой проблемы я вижу в том, что трещины возникают не по границе раздела слоёв формомасс (фирменной и самопала), а радиально. Что вселяет некоторый оптимизм. Просто надоело морщить моск. P.S. Экономия формомассы вызвана не природным жмотством (что тоже есть , а тем обстоятельством, что до ближайшей фирменной формомассы 300 км.
Кудъля, не. слушай коммерсов. цикл: 100-4 часа. -730 -набор 3 часа и выдержка -4 часа.- для любой формомассыы подойдет. а качество поверхности зависит от изделий и соотношения ф.массы к воде. делай елки из однотипных изделий и все будет как сам захочешь
 )
)