Уважаемые коллеги, подскажите пожалуйста решение проблеммы!!
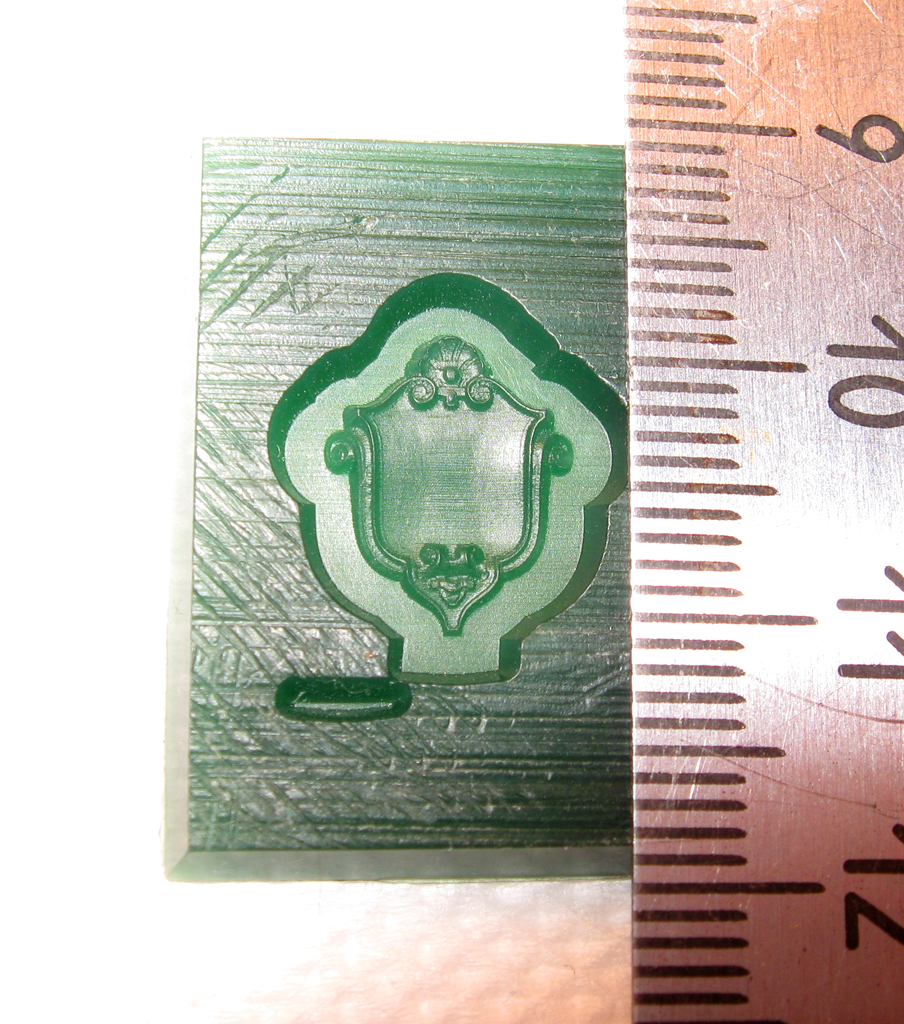
При визуализации чистовой обработки изделия, качество поверхности оставляет желать лучшего - т.е. вся поверхность не гладкая, а с маленькими бороздками, что самое обидное станок затем их повторяет, и я их вижу эти ошибки в кодах по Z!
Рельеф родной - создан в ArtCam 8.1.
Разрешение модели большое.
Рельеф поднимается по вектору. а не по растру.
Обработка одним инструментом - фреза коническая 0.1мм.

Развернуть ⇓
При визуализации чистовой обработки изделия, качество поверхности оставляет желать лучшего - т.е. вся поверхность не гладкая, а с маленькими бороздками, что самое обидное станок затем их повторяет, и я их вижу эти ошибки в кодах по Z!
Рельеф родной - создан в ArtCam 8.1.
Разрешение модели большое.
Рельеф поднимается по вектору. а не по растру.
Обработка одним инструментом - фреза коническая 0.1мм.

 Хрен знает, что остается....
Хрен знает, что остается....