Уважаемые коллеги, предлагаю вашему вниманию небольшой обзор функции предварительного подогрева у аппарата Магистр УМД-02.
Начну с предыстории) Получив аппарат с "родными" электродами я усомнился в их должном качестве, но учитывая отсутствия у меня опыта сварки на тот момент- я все-же поработал с ними какое-то время. Пока ожидал другие электроды я проводил сварку на малых и больших токах, в разных режимах и т.д. Я пытался научиться чувствовать процесс, что называется, спинным мозгом) Электроды нещадно горели, слоились вдоль, варили, но крайне нестабильно. Конечно, я пробовал режимы предварительного подогрева и предварительного поджига дуги, но зависимость, которую начинаешь чувствуешь интуитивно, ускользала от меня.
И вот- пришли другие электроды) Разница почувствовалась сразу, вообще сразу. Во-первых появилось стабильное зажигание дуги, во-вторых значительная устойчивость рабочей части электрода, стабильность и предсказуемость поведения металла в зоне сварки. Чувствовалось, что что-то изменилось еще, но в силу малого опыта я не мог уловить тонкостей. В общем старые электроды полетели в мусор, и я стал осваивать тонкости самого сварочного процесса.
Любой нормальный человек продолжил бы работу и не парился, но не я))) Конечно, начитавшись про разные типы электродов, я захотел экспериментов. И приобрел по упаковке цериевых и ториевых электродов и приступил к исследованиям.
Начал работу с цериевых. Что я хотел от них получить? Интересовала возможность стабилизировать зажигаемость дуги на предельно малых токах без применения повышенного тока зажигания дуги. Также интересовала возможность снижения количества перетачиваний электрода при работе на предельно малых токах. И также интересовала возможность многократного и стабильного поджига дуги "в углах" на малых токах.
В принципе электроды мне понравились, хорошо работали по серебру и я решил остановится на них на более длительное время. На тот момент особой разницы с предыдущими я не почувствовал. Просто предположил, что хорошо привыкнув к цериевым, через месяц-другой смогу оценить старые и сделать выбор.
Через какое-то время мне приехали ториевые электроды. Знаю, что радиоактивные, но меня интересовала их устойчивость на высоких токах, ну и вообще посмотреть, что и почем) Убедившись при помощи дозиметра в том, что электроды вызывают у последнего жуткий писк, я приступил к дальнейшим экспериментам...
Опробовал я ториевые на титане. К сожалению данные электроды оказались полнейшей гадостью- кончик отлетал практически мгновенно при токах свыше 120А, работать не хотели от слова вообще. Выражено проявлялось их нежелание работать в следующем- на плоской титановой пластине я ставил в ряд несколько точек на токе 40А и длительности импульса 3мс. Через пять-семь точек электрод вел себя как крайне загрязненный. Вместо ванны-пятнышка на поверхности получалась "дохлая" точка, нормального зажигания дуги не происходило. При увеличении силы тока и длительности импульса ситуация была несколько лучше, но все-равно сразу почувствовалось, что "не то пальто".
На тот момент я уже обладал определенным опытом в сварке, чувствовал и понимал процесс, уже довольно четко видел зависимость от тех или иных факторов. И при неполноценном зажигании дуги я обратил внимание на следующее. При работе с цериевыми электродами при их сильном загрязнении дуга начинала "хлопать". То есть во время поджига раздавался хлопок из сопла. Такое случалось не часто, так как этому явлению предшествовало плохое растекание металла в зоне сварки и я просто перетачивал электрод. С ториевыми электродами хлопки начинались через пять-семь точек. На драгметаллах это проимходило позже, но на титане явление быстро давало о себе знать. На кончике титановой проволоки явление происходило редко, а вот на плоскости- на раз-два.
Заметив это я решил использовать титановую пластинку как некий раздражитель, чтоб разобраться с этим явлением и найти причину и закономерность такого поведения дуги.
Затемнив зону сварки для большего контраста я наблюдал за самим горением дуги и вскоре обнаружил, что во время хлопков дуга зажигается не с кончика электрода, а весь электрод объят плазмой и горение уходит аж в сопло. То есть энергия рассеивается куда угодно, а в место сварки ничего не приходит. На длинных импульсах горение все-же стабилизируется на конце электрода, но через несколько поджигов на малых и средних токах дуга перестает зажигаться вовсе. После зачистки электрода и зачистки поверхности титана ситуация нормализуется, но опять таки- на несколько поджигов.
По прежнему экспериментируя с ториевым электродом я включил режим предварительного подогрева и количество нормальных поджигов увеличилось с пяти-семи до пятнадцати. Причем после достижения определенного уровня силы тока импульса предпрогрева и его длительности результат более не улучшался. При повышенном токе предпрогрева просто-напросто отгорал кончик электрода, а на изменение длительности импульса реакция вообще была минимальной. Пытаясь разобраться что более влияет на явление- свариваемый металл или электрод, я в экперименте задействовал цериевый электрод.
С отключенным импульсом предпрогрева конкретный цериевый электрод выдавал двенадцать-пятнадцать нормальных поджигов, после чего начинались хлопки с вышеописанными симптомами. После включения импульса предварительного подогрева стабильность значительно возрастала и количество нормальных поджигов возросло до двадцати пяти-тридцати раз.
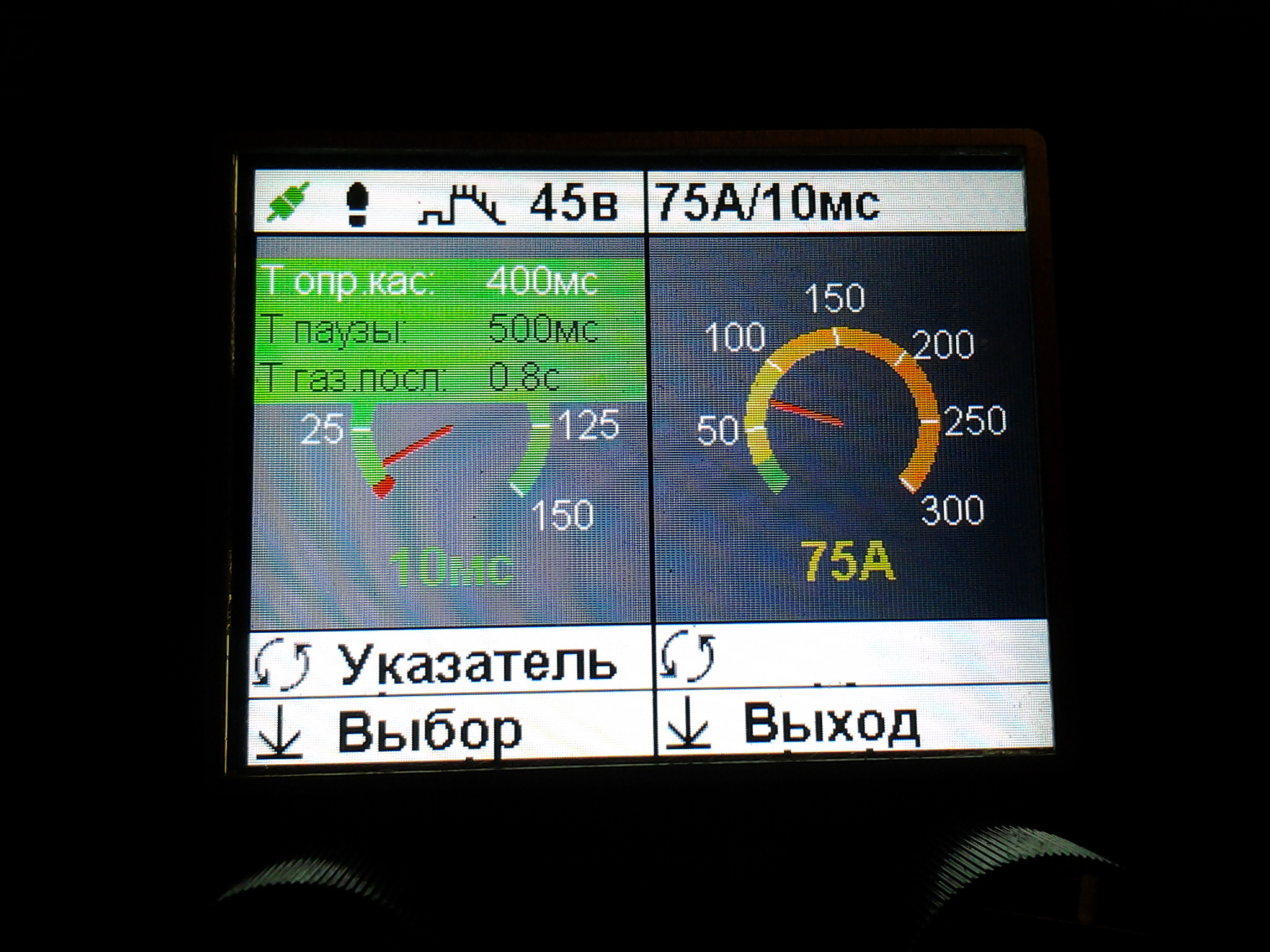
Силу тока импульса предпрогрева я выставлял следующим образом- убирал рабочий ток до минимума, ток зажигания отключал, а силу тока импульса предпрогрева выставлял на таком уровне, чтоб небыло оплавления свариваемого металла. Длительность же оставил на уровне 3мс.
В таком режиме, после появления хлопков и скруглении кончика электрода я начал повышать ток предпрогрева. Так как площадь контакта была выше в силу снижения остроты электрода- оплавления более не происходило, а зажигаемость вновь улучшилась.
Продолжив работы с разными металлами и проанализировав все факты, я пришел к выводу, что все факторы оказывают влияние на стабильность зажигания дуги, но есть хорошо прослеживаемые зависимости, и мы можем довольно таки прогнозируемо влиять на процесс.
Что касается импульса предварительного подогрева. В отличие от импульса зажигания дуги функция импульса предподогрева не зависит от рабочего сварочного тока. Мощность данного импульса подбирается в первую очередь согласно электропроводности металла, его теплопроводности и его теплоемкости. Например для титана я использую более короткий и менее мощный импульс, а для серебра- более длинный с большей силой тока. Силу тока подбираю таким образом, чтоб не было оплавления свариваемого металла (в противном случае из ванны может быть выброшен металл и вследствие этого зажжется полноценная дуга, что нам совсем не нужно). Длительность импульса- исходя из теплоемкости и теплопроводности металла. Алюминий, например, можно греть подольше. Но в целом показателем является стабильный многократный поджиг рабочей дуги. По мере притупления электрода, или при сварке изначально притупленным электродом- ток импульса предпрогрева следует повысить. Я не производил сварку электродами меньшего диаметра, но могу предположить, что при использовании электродов диаметром 0,5мм равного качества- сила тока импульса предподогрева может быть снижена.
Аппарат "Магистр УМД-02" позволяет в широких пределах изменять характеристики импульса предварительного подогрева. Единственно, что хотелось бы, чтоб доступ к данной функции был менее глубоко спрятан в меню, а вследствие того, что в первую очередь характеристики рассматриваемого импульса привязаны в первую очередь к металлу- в дальнейших ревизиях прошивок "УМД-02" учесть этот факт.
А вас, несчастные потомки, накроют соцсетей обломки.
 замучил вопросами по сравнительным характеристикам и качеству получаемого сварного шва....
замучил вопросами по сравнительным характеристикам и качеству получаемого сварного шва....