Итак, продолжим. Не всегда могу следить за вашей темой, да и за форумом. Работа. За сидение на форуме мне, в отличии от вас, денег не платят. Я не продаю принтеры и совесть на этом форуме.

А теперь давайте разберемся как же нас нагло обманывают.
| Цитата |
|---|
| (Dmitry (ARDI) 31.10.2017 14:34:18)С использованием формомассы KERR Satin Cast Xtreme. |
Эта формомасса, как и другие твердые формомассы далеко не всегда подходят для литья ювелирных изделий. Тем более, она не сильно распространена. Например, в Чехии всего один поставщик такой формомассы. И то, часто не бывает в наличии.
Мы льём всё на стандартной формомассе многих литеек (самой дешёвой) - SatinCast 20. Подобную используют многие.
Давайте просто представим ситуацию. Вы купили "гордость" украинской 3д-печати. Отпечатали модели. И понесли их в ближайшую литейку. На указанном цикле и с простой формомассой модели дружно вскипели или получается нестабильное качество. Когда-то пролились, когда-то нет.
Что вы предлагаете делать в таком случае Дмитрий? Требовать от литейки использовать спец.формомассы для пластиков и ваш цикл литья? Перенастраивать прокалочные печки только под вашу пару изделий? Даже если на это пойдут литейки, цена такого литья будет далеко не такой, как обычно. Отдельная ёлка, отдельная прокалка.
А литьё с камнями, как вы предлагаете лить на таких формомассах и таких циклах?
Далее. Нам показывают изделия в серебре. При этом не говорят, что у литья пластиков есть особенность. Они гораздо лучше проливаются в серебре, чем в золоте. При повышении пробы золота хуже проливаются. 750 проба льётся хуже всего. Причём у всех это даёт разный эффект. Скорее всего дело в лигатурах. Многие уже обожглись на том, что пробовали тестовые модели в серебре. А после покупки, в золоте пошли проблемы.
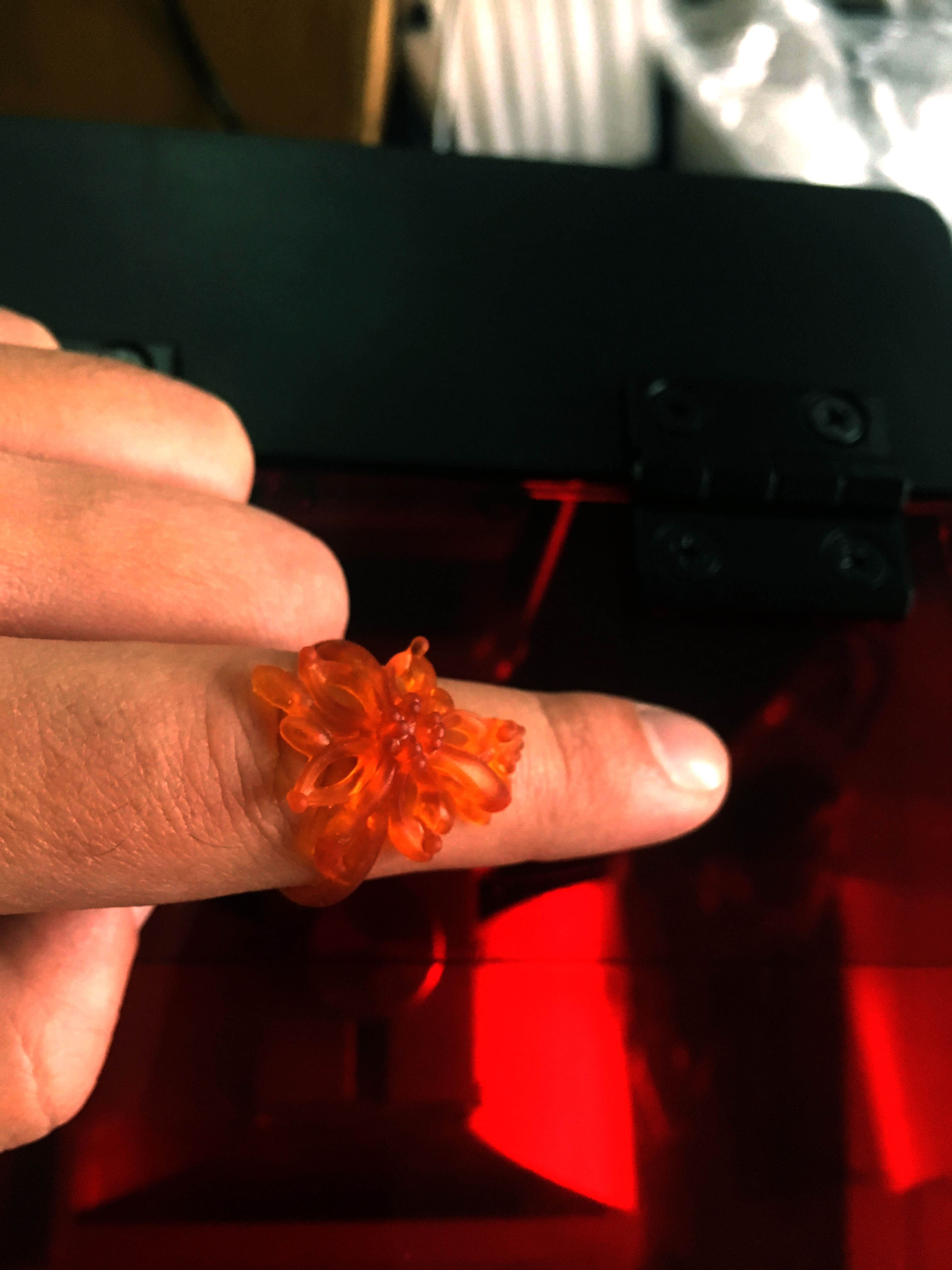
Внимательно посмотрите на фотографии литья креста. На конечное изделие. Видите, крапана не круглые сбоку, а запилены чуть не на половину. При качественном литье и съёме в 0,05 мм в полировке они бы и остались круглыми. Вот вам подтверждение моих слов - вскипание. Так как переливать заказ было некогда, всего 4 дня было. Запилили поверхности и всё. А то что всё кривое, косое и неравномерное, ну так даже и лучше. Под ручную работу смахивает.
Поэтому, о безпроблемности литья пластиков можно говорить лишь в том случае, если он будет проливаться на стандартных циклах и формомассах. Во всех остальных случаях вам гарантированны вот такие ответы от Дмитрия. Мы используем то и то, и только так проливаемся. И то не всегда.
Но кто же это вам напишет на форуме? Ему же нужно продать.
Теперь перейдём к самому принтеру.
Компания Дмитрия всю свою сознательную жизнь ничего не создавала нового. А просто передирала что считала нужным и ещё удешевляла. Примеров тому масса.
Их 4-осный станок похож на Стрижа. Ну прямо вылитый.
Пытались делать 5-осную копию NS-CNC, не вышло. На коленке не сделать.
Теперь пошли в 3д-печать. Вначале пытались впихнуть копию самого дешевого принтера по цене в 4 раза дороже.
И наконец представили проекторную версию. Если мы посмотрим на станок EGL-3D, несложно увидеть, откуда же черпали харьковские "печатники" свои идеи. Посмотрите на общую компоновку,наличие Raspberry и конструкцию алюминиевой базы для печати, куда прилипают модели для печати и компоновку ванны для печати.
Ну а так как разбираться с проектором было мудрёно, они взяли более простую версию Acer P1500 и идею с других подобных принтеров о горизонтальном расположении.
В общем, слепили нечто из разных источников. Но добавили своё, куда же без этого. Ведь вылезли проблемы.
Как вы думаете, зачем добавили шторку для закрытия светового потока проектора? Ведь у других подобных принтеров нет ничего такого. За ненадобностью.
А ведь всё просто, если копнуть и знать проблемы таких 3д-принтеров.
Товарищи с Украины используют уже давно снятый с производства проектор. Даже если они нашли несколько новых проекторов на складах, лампы в них очень быстро теряют мощность при включении. А часто сразу обладают слабым световым потоком. И чтобы не ставить туда новые оригинальные лампы, откалиброванные по мощности и равномерности засветки, они ставят туда дешёвые китайские лампы, второсортицу.
В чём особенность таких ламп. Они дешевле. Как говорил один мой знакомый с Украины : "У нас такая жизнь сейчас , что и за 150-200$ будешь пахать месяц". А тут на каждой лампе разница примерно в 100$ и более.
Так вот. Дмитрий хвастался на предыдущих страницах о быстрой печати. 4 секунды на слой. Да, некалиброванные китайские лампы могут дать и 2 секунды на слой. Только он забыл добавить или не захотел написать о проблемах таких ламп.
1. Из-за большой мощности светового потока часто такие лампы засвечивают и материал вокруг слоя. Т.е. толщины у моделей сильно неравномерны. Где-то больше, где-то меньше. Нужно очень точно выставлять время засветки слоя, иначе модели будут либо слишком мягкими в печати или будут иметь гораздо большие толщины. Например толщина шинки в сечении не 1,2 мм, а уже 1,5 мм. А так как лампа в процессе работы меняет свою яркость, понемногу её теряет, то подбирать этот параметр вы будете постоянно.
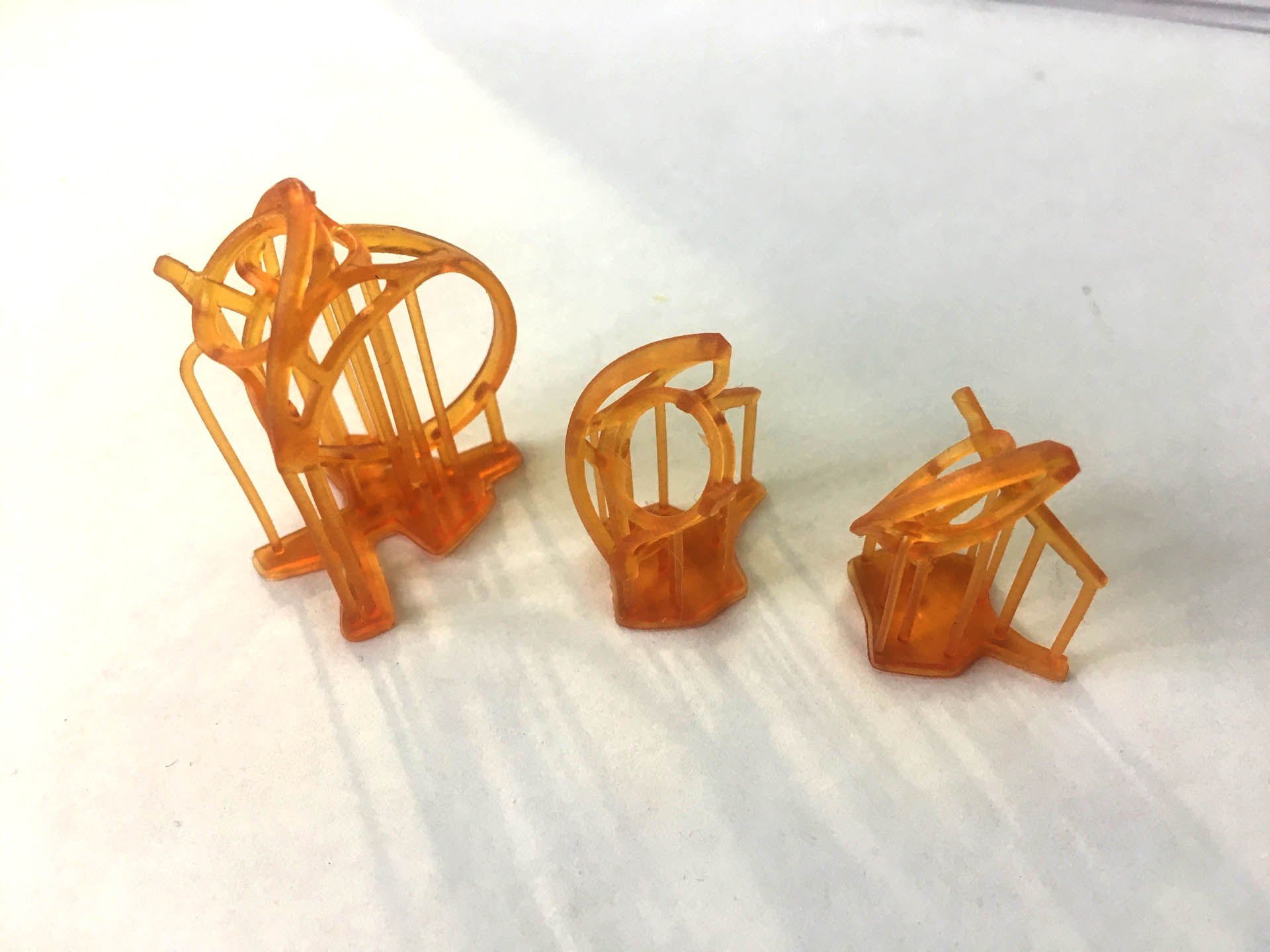
Давайте посмотрим на последние показанные модели. На более широком кольце прилично поддержек внутри. Хотя оно само достаточно массивное и само поддерживает себя. Если понадобилось такое количество поддержек- это говорит о мягкости моделей. Обратите внимание на нижнююю часть тонкого кольца. И хоть в нижней части кольца прилично поддержек стоит, всё равно шинка идёт волнами от поддержки к поддержке.
2. У китайских ламп мощность только в центре,а по бокам уже намного слабее. И получается, что на и так небольшом рабочем поле вы можете использовать только центр печати.
3. Ну и в довесок. Зачем была нужна шторка? Когда проектор работает в холостом режиме, излучает "черный экран", он все равно излучает какой-то световой поток. На оригинальных лампах яркости этого потока не хватает на то, что отвердить материал в ванной. Т.е. он может стоят часами и ничего не будет. А вот на китайском лампе буквально через 15-60 минут несколько мм толщины материала всей плоскости ванны могут просто затвердеть и вы будете вынимать вот такой прямоугольник и просто выкинете его в мусор, если не будет шторки.
Именно поэтому, оригинальные лампы работают на уровне 8-10 секунд на слой, имеют меньшую силу светового потока. Т.е. медленнее идет печать чем на неоригинальных лампах. Но при этом, оригинальные лампы выдают равномерные засветки всей плоскости и точные толщины до сотых миллиметра. И стабильно дают качество на всём протяжении своей работы. И вам не нужны шторки и прочие "хитрости". А при установке неоригинальных вы получаете разные параметры от лампа к лампе и вынуждены постоянно подстраиваться под работу. Да и не всегда получается подстроить режиму под лампу. То сильно мощно светит, то сильно слабо. Это всё время, это расходы материалов.




























 "DayLight". Я их пока тут сильно описывать не буду. Они для ограниченного рода задач.
"DayLight". Я их пока тут сильно описывать не буду. Они для ограниченного рода задач.