По осени, на реабине, месяц бился над простенькой моделью... "Психанул" и решился сделать новый фрезер - сгонял за пару дней в Воронеж за запчастями, в основном за контроллером как у Стрижа.
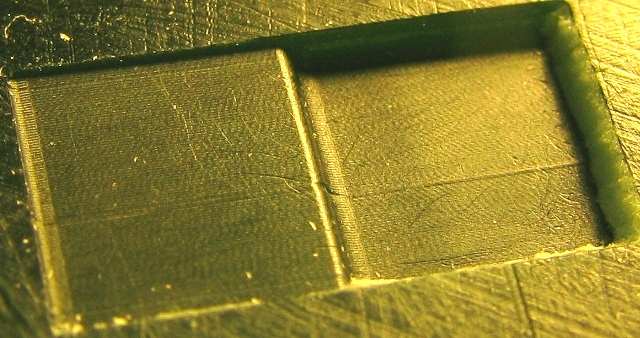
Не думал, что изготовление станины будет длительным и геморойным делом, но всё прошло почти на одном дыхании и сейчас уже ничего не помню))... Нужного дюраля в небольшом кол-ве и фрезеровку деталей не нашел... Вобщем все вопросы решал не выходя из своего "бункера" - плавка дюраля (старые запчасти от отцовской "копейки", кот. кстати, до сих пор гоняет, с 82 г.в.)), фрезеровка на небольшом 160 мм токарном станке и прочие мелочи.
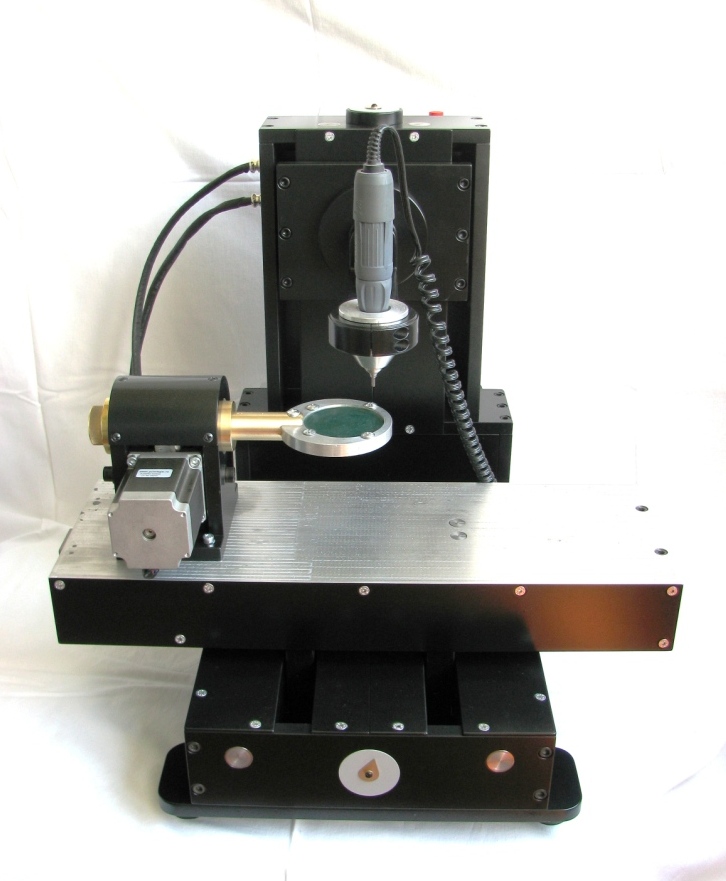
При габаритах агрегата,470х470х470 и направляющих диам. 20 мм рабочее поле получилось X200 Y160 Z130 мм. Одному только результату, что нет люфтов, уже рад! а ещё и отсутствуют пропуски при определенных стратегиях, что не давались ранее... п.с. гайки капролон, винт 12-й. Короче ещё один клон "Стрижа"
а ещё и отсутствуют пропуски при определенных стратегиях, что не давались ранее... п.с. гайки капролон, винт 12-й. Короче ещё один клон "Стрижа" 
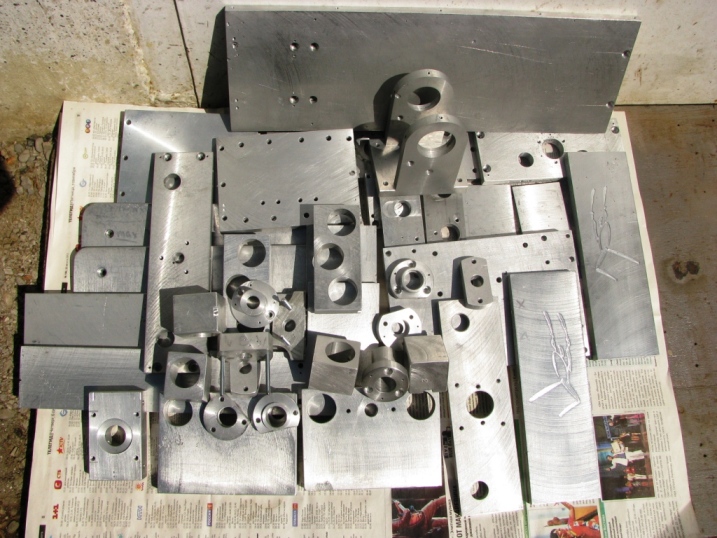
Сырье))

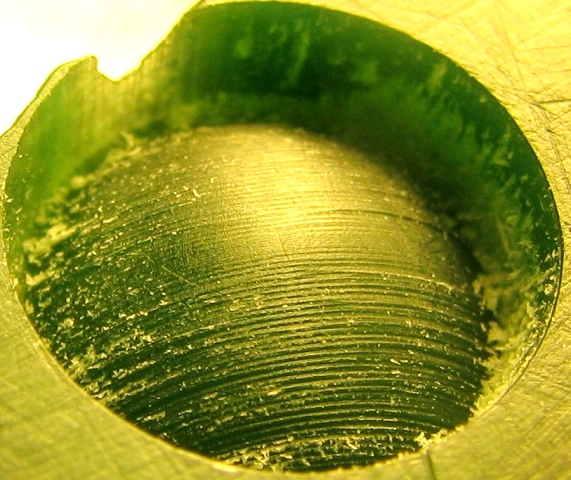
Прожаривание на горячем солнце остатков бензина и масла в порах, которых много образовалось при литье
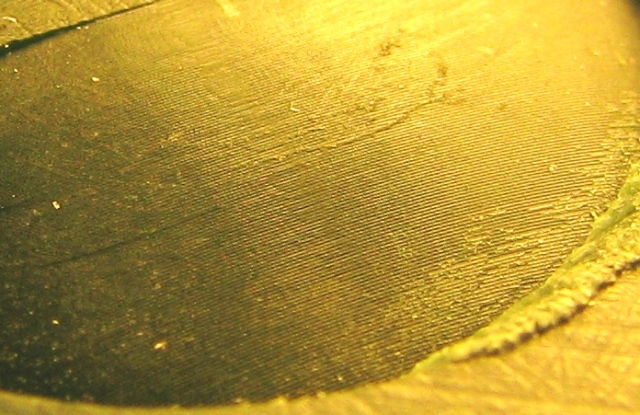
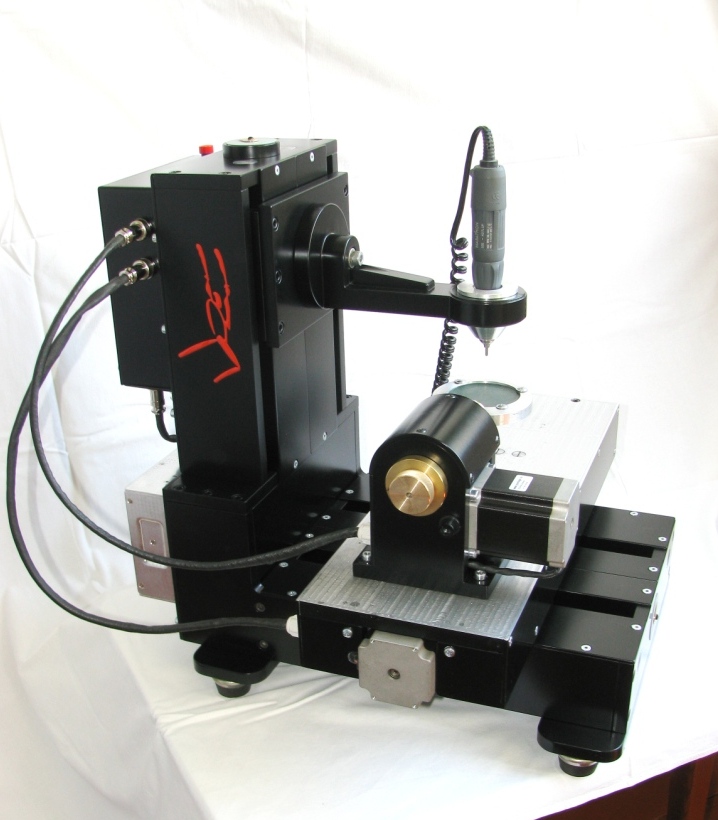
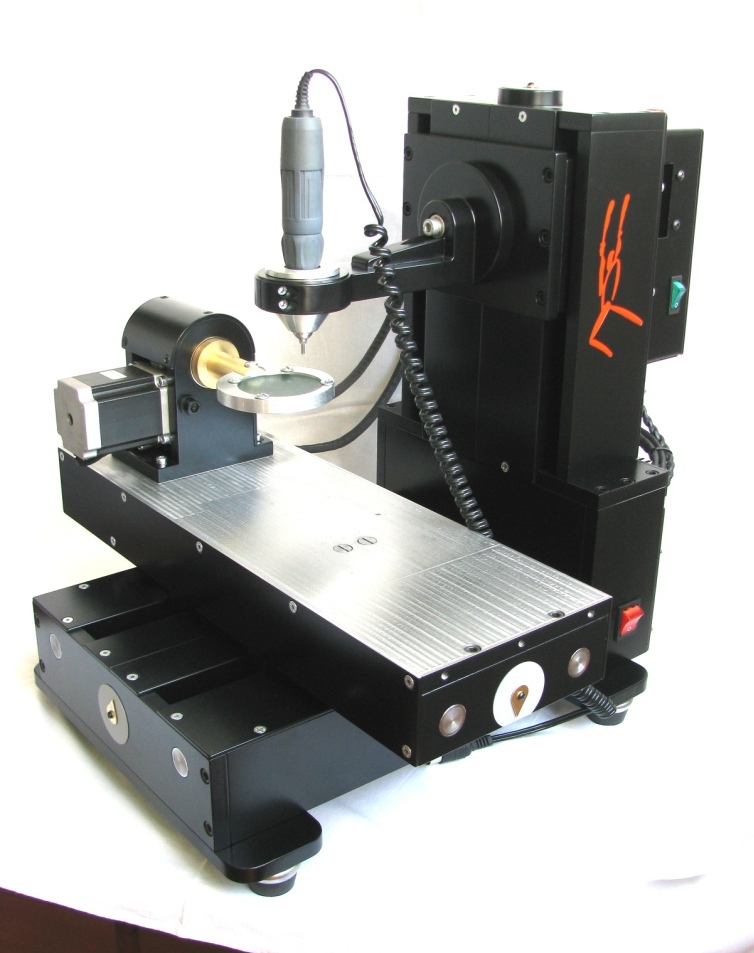
и т.д. результат, в общей сложности трех месяцев вечерних работ
Развернуть ⇓
Не думал, что изготовление станины будет длительным и геморойным делом, но всё прошло почти на одном дыхании и сейчас уже ничего не помню))... Нужного дюраля в небольшом кол-ве и фрезеровку деталей не нашел... Вобщем все вопросы решал не выходя из своего "бункера" - плавка дюраля (старые запчасти от отцовской "копейки", кот. кстати, до сих пор гоняет, с 82 г.в.)), фрезеровка на небольшом 160 мм токарном станке и прочие мелочи.
При габаритах агрегата,470х470х470 и направляющих диам. 20 мм рабочее поле получилось X200 Y160 Z130 мм. Одному только результату, что нет люфтов, уже рад!
а ещё и отсутствуют пропуски при определенных стратегиях, что не давались ранее... п.с. гайки капролон, винт 12-й. Короче ещё один клон "Стрижа" Сырье))
Прожаривание на горячем солнце остатков бензина и масла в порах, которых много образовалось при литье
и т.д. результат, в общей сложности трех месяцев вечерних работ
Изменено:
- 15.06.2013 19:31:29