скопирую информацию с другого
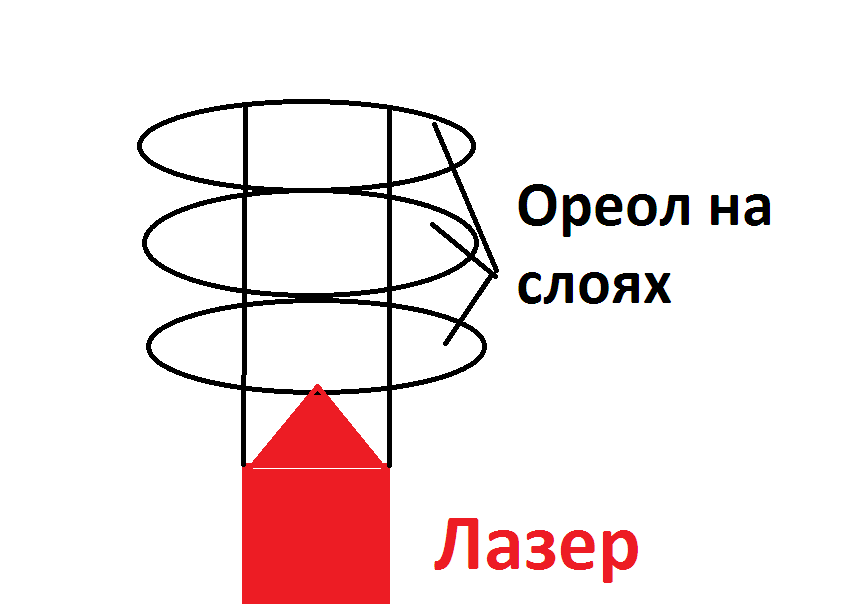
В этой теме пойдёт речь о разработке и изготовлении новой версии 3D принтера. Вместо гальванометров будет использоваться развёртка лазерного луча, по аналогии с лазерным принтером.
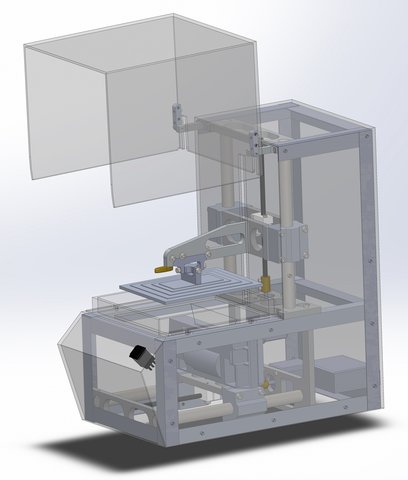
Внешний вид на сегодняшний момент примерно такой:
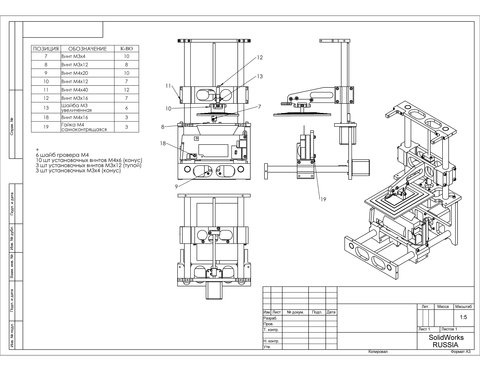
Список крепежа
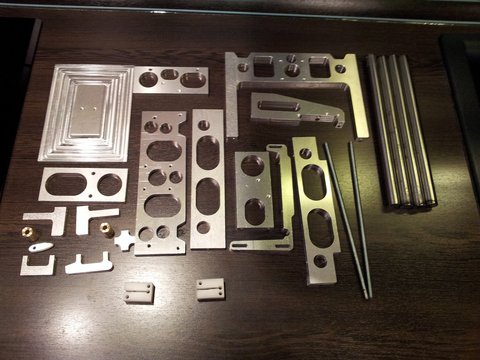
Вот детальки и каркас

Почти весь каркас в сборе
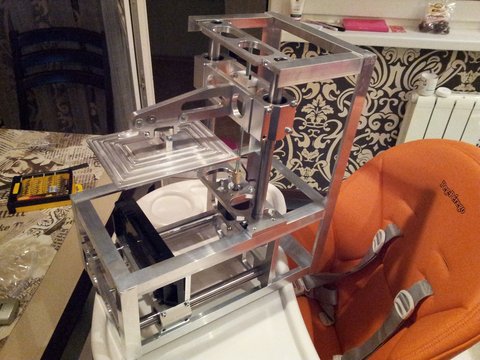

Решил собрать каркас на нормальных профилях. Сказано - сделано. Купил в магазине профиль ( мне его там нарезали), потом в нужных местах насверлил отверстий.

PS почему картинки не отображаются ?
Развернуть ⇓
В этой теме пойдёт речь о разработке и изготовлении новой версии 3D принтера. Вместо гальванометров будет использоваться развёртка лазерного луча, по аналогии с лазерным принтером.
Внешний вид на сегодняшний момент примерно такой:
Список крепежа
Вот детальки и каркас
Почти весь каркас в сборе
Решил собрать каркас на нормальных профилях. Сказано - сделано. Купил в магазине профиль ( мне его там нарезали), потом в нужных местах насверлил отверстий.
PS почему картинки не отображаются ?
Изменено:
- 13.09.2014 15:10:14
...

 ), т.к. много денег потратилось на разные полимеры, плёнки, детали, которые надо было изготавливать в количестве 1 шт, заказ софта, заказ платы (электроники), ну и время, конечно, потрачено ооочень много.
), т.к. много денег потратилось на разные полимеры, плёнки, детали, которые надо было изготавливать в количестве 1 шт, заказ софта, заказ платы (электроники), ну и время, конечно, потрачено ооочень много.