скопирую информацию с другого
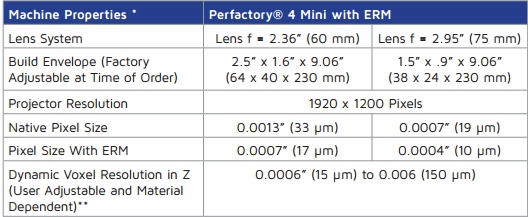
В этой теме пойдёт речь о разработке и изготовлении новой версии 3D принтера. Вместо гальванометров будет использоваться развёртка лазерного луча, по аналогии с лазерным принтером.
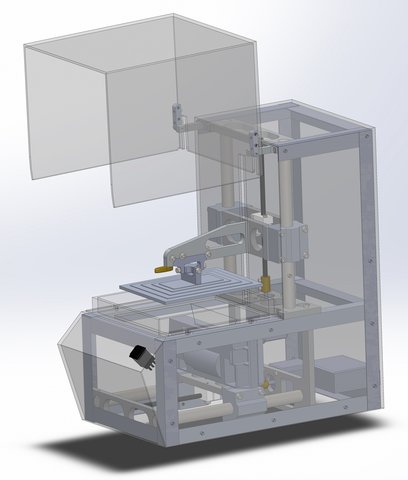
Внешний вид на сегодняшний момент примерно такой:
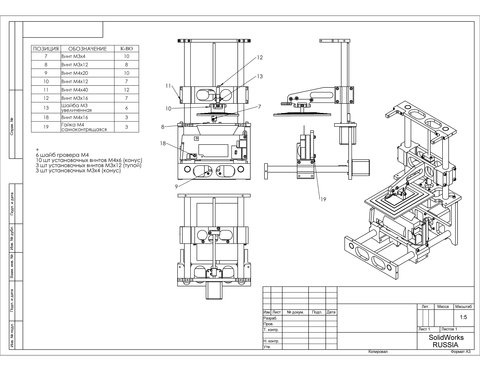
Список крепежа
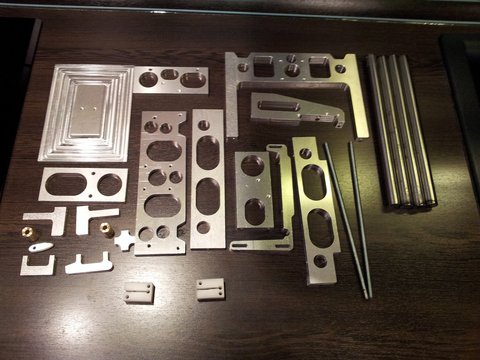
Вот детальки и каркас

Почти весь каркас в сборе
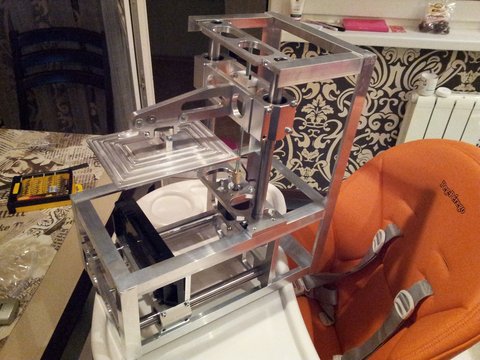

Решил собрать каркас на нормальных профилях. Сказано - сделано. Купил в магазине профиль ( мне его там нарезали), потом в нужных местах насверлил отверстий.

PS почему картинки не отображаются ?
Развернуть ⇓
В этой теме пойдёт речь о разработке и изготовлении новой версии 3D принтера. Вместо гальванометров будет использоваться развёртка лазерного луча, по аналогии с лазерным принтером.
Внешний вид на сегодняшний момент примерно такой:
Список крепежа
Вот детальки и каркас
Почти весь каркас в сборе
Решил собрать каркас на нормальных профилях. Сказано - сделано. Купил в магазине профиль ( мне его там нарезали), потом в нужных местах насверлил отверстий.
PS почему картинки не отображаются ?
Изменено:
- 13.09.2014 15:10:14
...
 , если бы это было так, то в любом случае можно поймать порог когда рассыпается, а когда нет, да это будет для конкретной мощности скорости и полимера, но реальное практическое разрешение.
, если бы это было так, то в любом случае можно поймать порог когда рассыпается, а когда нет, да это будет для конкретной мощности скорости и полимера, но реальное практическое разрешение.