Помогите пожалуйста с литьем.
Опыта нет, не считая китайских опок [IMG].
Лью по одной, из четырех три имеют одинаковый непролив. Получилась всего одна.
Изделие пустотелое, думаю, уже ошибка, что для связи внутреннего куска формомассы с внешним всего одно и не очень большое отверстие (может не выдержать напора металла?), но вряд ли такой недолив из за этого.
В чем проблема? Литник не правильный?
Лью на смодельном вакууме. Откачивается до -1 мгновенно.
И все равно не пролить...
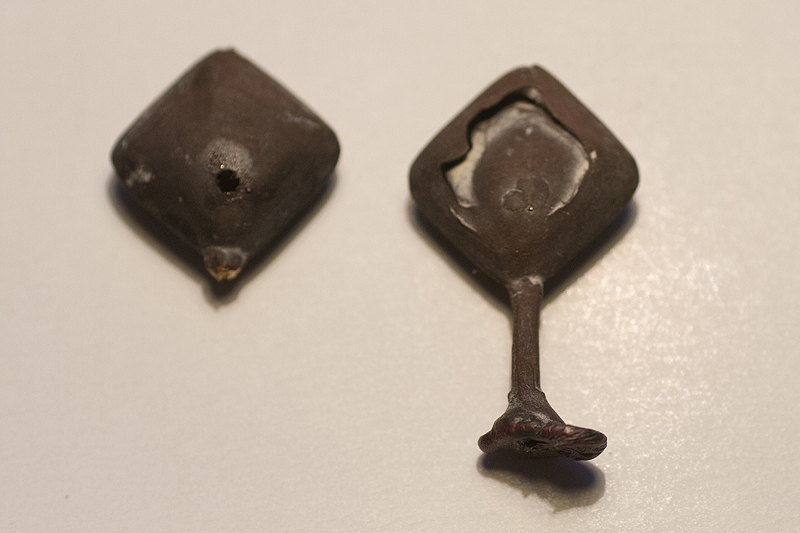
Лицевая стороная.

Обратная. На левой видно отверстие, а на правой так вообще мало что от него осталось....
Развернуть ⇓
Опыта нет, не считая китайских опок [IMG].
Лью по одной, из четырех три имеют одинаковый непролив. Получилась всего одна.
Изделие пустотелое, думаю, уже ошибка, что для связи внутреннего куска формомассы с внешним всего одно и не очень большое отверстие (может не выдержать напора металла?), но вряд ли такой недолив из за этого.
В чем проблема? Литник не правильный?
Лью на смодельном вакууме. Откачивается до -1 мгновенно.
И все равно не пролить...
Лицевая стороная.
Обратная. На левой видно отверстие, а на правой так вообще мало что от него осталось....
Изменено:
- 09.01.2013 12:28:39



 В десятку!!! А я в штангу влупил
В десятку!!! А я в штангу влупил  Полчаса над собой ржал!!!
Полчаса над собой ржал!!!