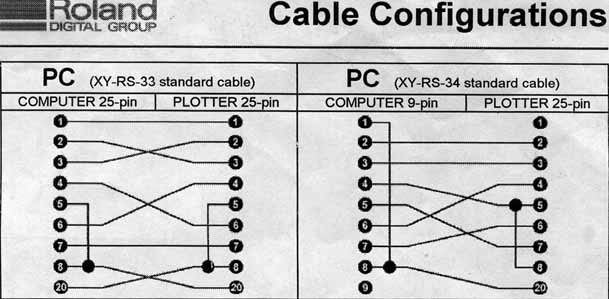
Раз уж сам столкнулся с проблемой, решил тему поднять, чтобы последователям было на чьём опыте учиться... Первое подключение к ноутбуку Суть проблемы. Как правильно "связать" ноутбук без COM порта и MDX-15 с COM портом. Кабель со станком "не положено".. Купил в радиомагазине нужные разъёмы, сетевой патчкорд и спаял кабель согласно схеме на сайте продавца. вариант 25-25 вариант 9-25 Установил в компьютер PCMCIA контроллер COM порта и ......... ничего не заработало Один провод (нужный по всей видимости) в этом контроллере отсутствует. Купил USB-COM контроллер и заработал сканер. А фрезер "сходит с ума". Режет чего хочет, кроме того, что надо. Подскажите, люди добрые что может быть?
Exactitude est la politici de roi
Offline
Пользователь Регистрация: 17.10.2005 Откуда: все эти мысли?
Шнурок сотворил правильно, как ипонцы советуют ( Никита, СПАСИБО!)
Думал, честно говоря, что зря я такой кабель взял. В cетевом патчкорде 4 переплетённые пары проводов. Думал, может наводки-помехи и всякое такое, но станок уверенно делает одну и ту же дрянь, сволочь! Были бы помехи, результат был бы разный. Попробую завтра экранированный кабель найти.... Хотя, проблема, думаю в контроллерах КОМовских.... Придётся таки городить системник-монитор-клавиатура и прочая..... С ноутбуком так всё красиво намечалось.......
Докладываю! С компутера со стандартными портами всё заработало. Вывод: ноутбук без COM-порта для подключения к MDX-15 не пригоден. Появились новые вопросы. Спецы, делитесь опытом!
1. Где найти правильные режимы резки для фрез? 2. Есть ли возможность установить ограничитель для фрезы в суппорте, промерить фрезы и не ловить 0 по Z на глаз, а вводить его програмно? 3. Есть ли возможность соорудить на столе что-то, типа делительной головки (4-ая координата).
Если решить проблему с 0 по Z и двойная смена инструмента не создаст проблем, можно сделать фальшстол из более серьёзного, чем воск материала, заготовку крепить винтами к столу, не пачкая суперклеем, чтобы не было необходимости его "зачищать", обрабатывать по 60% с каждой стороны.
И в принципе то я понимаю, почему все молчат... Ладно! Чаво узнаю, поделюсь...
Почему молчат? Жалеют ... 1. Сделай столик из Ал 6 мм с упорами в 0 по X-Y и дырками с резьбой 4 по полю 2. Для выставления инструмента сооруди простейший контактный датчик 3. Заготовку крепи клеевым пистолетом, он следов не оставляет 4. Главное, замени шпиндель на 100 Вт - 15000 об, иначе просто отнеси домой детям играть. 5. Всяческие поворотные столики - пустая затея, не трать время. Никто ничего путного сделать не мог, не тот это аппарат 6. Правильные режимы резки для фрез - заведи тетрадочку и набирай собственный опыт. Никаких справочников не существует, слишком велик разброс материалов. 7. Сними левую крышку и работай без неё - она только грязь собирает, под ней ничего нет - бутафория для красоты
4. Главное, замени шпиндель на 100 Вт - 15000 об, иначе просто отнеси домой детям играть.
Artmdx,
При увеличении оборотов со стандартных 6500 до 15000 тыщ, Вы реально получали выше качество поверхности ? Или лучше производительность ? (Я говорю только про резьбовой воск.)
У меня сложилось впечатление что стандартной скорости в 6500 хватает и так, даже при максимальной подаче в 15мм/сек и даже при глубине съема до 3.5 мм.(больше непробовал) А качество поверхности больше зависит от качества фрезы и полива.
Родной шпиндель так много критикуют, но я пока не вижу никакого смысла его переделывать. (я говорю только об воске, mdx-15 неразумно нацеливать на другое)
УррррррррррррррА! Заработало! Спасибо*(умножить)100! 1. Идея столика уже оформилась в чертеже ( по готовности выложу вместе с фотографиями). 2. Про контактный датчик, а главное!!! как его с софтом увязать, если можно, просветите чуть подробнее. А то уже зреет идея купить пару суппортов, в каждый по фрезе...... (бред, конечно!) 3. Суперглю (цианакриллат) пока удовлетвАряет. 4. Пока год гарантии не истёк попробую убить пару штатных, дальше обязательно заменю. 5. ПО этому пункту воздержусь от комментариев, ибо есть идеи..... 6. Нашёл на ХАНИТовском сайте формулы, посчитал и понял, что для этого нужно дополнительный моск иметь, а у меня к сожалению места под него в головном отделе тела не хватает, а по сему решил вырабатывать рефлексы Хотя один вопрос, если позволите... На какую глубину втыкать и с какой скоростью двигать по ХУ самый тонкий ХАНИТовский гравер 0,1-15 в воске!? 7. Отвертку вместо кожуха я уже воткнул
Я умудрялся использовать всю длинну режущей кромки ханитовских фрез. Главное условие что бы подвод инструмента осуществлялся без грубого контакта с материалом - иначе моторчик штатный потеряет обороты из за мощности малой. Особенно на начальном этапе при первом контакте при водводе инструмента. Имеет значение как осуществляется съем материала - вращение встречное или попутное (предпочтительней). Это зависит от выбранной стратегии обработки. Ну и контролировать тулпатч в программе что бы не нырял резко интрумент - иначе опять же резко возрастет нагрузка .... При минимальном шаге моно и 10 мс и 15 мс - зависит от геометрии модели.
Такой вопрос.. одно нажатие на кныпку "вверх-вниз" дает перемещение на 1 дискретную единицу (то есть 0,025 в mdx-15) или я ошибаюсь?
Там справа, от кнопок-стрелок вверх-вниз есть еще выпадающая менюшка, она позволит выбрать величину шага. Там предлагается 0.1мм 1мм 10мм и т.д. По умолчанию 0.1мм.
Я так подробно рассказываю, потому что у Вас наверное другая версия стоит. Иначе бы сами заметили. :?
У меня Modela Player 4 version 1.99 Не уверен, самая ли свежая.
С этими кныпками я разобрался. Я про те, что на самом аппарате. Вверх-вниз. 0 по Z устанавливать.
А, ну извиняйте, немного не понял. По кнопкам на станке большая загадка. У меня такое впечатление что никак их точность не управляется. Шпиндель просто едет вниз(вверх) с определенной скоростью, видимо максимальной 15мм, и нет никаких возможностей повлиять на этот процесс, только остановить его.
Радует еще что выставление нуля требуется только один раз. Он "помнится" станком до тех пор пока его не выключить совсем. Даже кнопка View не сбивает нуля.
Так, можно один раз отстроить ноль по заготовке, и потом менять заготовки уже без дополнительного выставления нуля. Я так и делаю, снимаю свой фальшстолик, устанавливаю другую заготовку(такой же высоты) и пилю следующую деталь.
Вообще "ноль" место в станке убогое. Тем более ничего не стоило сделать его по правильному. Хотя бы даже программно в Моделе.
NiKiForOff, А не пробовали ли Вы, круглую фрезу 0.3мм на воске ? У меня такой нет, и покупать без понимания не хочется. Теоретически чистота поверхности может стать лучше, кто бы сказал наверняка. Конечно будут всякие заморочки со сменой инструмента. Но может фреза того стоит ?
Вам удается выставить величину шага равной 0.025мм ? Modela изначально в дюймах работает, кажется, и доли миллиметров для нее производная величина. Поэтому она величину 0.025 округляет до 0.03. Не пойму, это только видимое округление в менюшках программы, или реально траектории расчитываются именно с 0.03 ? Обидно из за дуроты точность терять, тем более что механическая еще выше на порядок.
Станок всего 3 недели... опыта, практически никакого пока! По поводу кнопок на панели всё-же склоняюсь к тому, что при однократном нажатии двигается на 0,025 мм (1 шаг). Как убедился... Прохожу фрезой 3 мм плоскость заготовки, потом шпиндель вверх - на глаз, чуть выше фрезы ставлю гравер - на заготовку кладу кусочек меди (отожжёную, из-под "паровоза") толщиной 0,1 мм - Моделой подвожу фрезу к фольге - ослабляю винты ("роняю" аккуратно) гравер на медь - фрезу в сторону - медь нафиг - а потом подёргивая из моделы фрезой без подъёма суппорта по разу нажимаю кнопку между движениями. После 4-х нажатий "есть контакт" с поверхностью. Тоесть 4 по 0,025 = 0,1 (толщина медяшки). В принципе так 0 и "ловлю" после смены фрезы. По поводу фрезы 0,3 не пробовал (хотя лежит новая). Есть еще гравер со сферой 0,1 диаметром на конце, только конус 36 градусов. Тоже пока не востребован. Ковыряю гравером 0.1 - 15 градусов. По шагу... 0,03 по ХУ нет смысла ставить, ибо с 0,05 разницы не заметил, а скорость поболее будет.
Станок всего 3 недели... опыта, практически никакого пока!
То же самое.
Цитата
По поводу кнопок на панели всё-же склоняюсь к тому, что при однократном нажатии двигается на 0,025 мм (1 шаг).
Ух, как интересно. А мой станок себя не так ведет. Нажимаю, допустим, на кнопку "вниз". Он сначала около 2 секунд только шпинделем жужжит, потом начинает двигаться вниз на непредсказуемую величину. Причем все это время мне нужно кнопку держать. Если просто ее один раз клюкнуть ничего не происходит вообще. Сдается что этими кнопками можно фрезу только приблизительно опустить в нужную позицию с точностью на глазок до 1-2 мм. Дальше только высвобождать фрезу чтобы сама упала.
Цитата
потом шпиндель вверх - на глаз, чуть выше фрезы ставлю гравер
Хм. А у меня после прохода сам станок (или Modela) поднимает фрезу до самого максимума вверх. Но ноль точно помнится.
Мне не совсем понятно, зачем Вам нужна смена фрезы, а так же грубый проход по поверхности заготовки. Сам всячески стараюсь избавиться от этого гемороя. Видимо работаете по твердому материалу...
По воску могу сказать этого не нужно. Можно сразу чистовой проход гнать на полную глубину. Я пробовал до 3-4мм. Моя пирамидка имеет режущую часть около 20мм. Так что может быть даже на эту глубину можно сразу ее загнать. Разве только скорость уменьшить. Другой инструмент конечно не подойдет.
Цитата
По шагу... 0,03 по ХУ нет смысла ставить, ибо с 0,05 разницы не заметил, а скорость поболее будет.
Ага, к аналогичному выводу пришел. Качество на 0.03 можно сказать чуть улучшается, но не стоит того увеличения времени резания. Больше помогает повторный перпендикулярный проход. Модела может это выполнить даже в одном процессе.
NiKiForOff, А Вы потом модельки с mdx-15 руками не доводите ? Меня не совсем устраивает качество поверхности на склонах. Видна цифровая сетка.
Отлил пробные изделия в серебро. Понял что требуется еще абразивный съем пирамидками в галтовке, ну или ручная доводка в металле. А хотелось бы чтобы сразу шариками загалтовать.
Пробовал чуть смочить Clean Wax и потереть пластмассовой щеткой-кисточкой в бормашинке. Вроде улучшается. Но тоже геморойный метод.
По кныпкам.... глазом 0,025 незаметно, естественно. Можно проверить около поверхности. Нажать раз 10, будет заметно. ПО смене инструмента.... режу только воск. Алгоритм такой (может подправит кто , сам такой вывел.. 1. "торцую" фальшстол под заготовку ( 0 по фальшстолу) 2. на более-менее ровную плоскость заготовки скотч - к столу - торцую заготовку ( 0 выставляю по заготовке) 3. вот здесь момент, на котором к точности станка добавляется точность штангенциркуля. Снимаю заготовку, замеряю толщину - чистой стороной вниз на скотч - Моделой ставлю фрезу на 0.0.0 и кныпками с панели "выбираю" лишнюю толщину заготовки. 3. этой же фрезой (3 мм торцевая, кстати) сверлю в 4-х углах симметричные отверстия для переворота. 4. Меняю врезу на гравер. 0 выставляю как писал выше, при помощи медной фольги. После всего имеем: заготовка нужной толщины, отверстия для переворота, установленый гравер в позиции 0,0,0 "Вывожу" финишные файлы и готово! Если кто подскажет, как упростить, буду очень признателен.
Мне не совсем понятно, зачем Вам нужна смена фрезы, а так же грубый проход по поверхности заготовки. Сам всячески стараюсь избавиться от этого гемороя. Видимо работаете по твердому материалу... По воску могу сказать этого не нужно. Можно сразу чистовой проход гнать на полную глубину. Я пробовал до 3-4мм. Моя пирамидка имеет режущую часть около 20мм. Так что может быть даже на эту глубину можно сразу ее загнать
если высота вашей модели укладывается в 2-4 мм, то можно и сразу в чистовую. а если она имеет перепад высот 10-15 мм? вгоните туда фрезу и оцените, что получится. применение грубой обработки зависит от модели. делал например медаль, в центре которой здоровый каст в 10 мм высотой от рельефа. выбирать это чистовой фрезой просто бред. делал также всякие броши, там до 15 мм перепады на поднутрения. вгонять туда сразу чистовой гравёр просто не имеет смысла. потом бывает нужна обрезка строго по периметру. без торцевой фрезы не обойтись. бывает для одной модели три-четыре инструмента сменяю. правда когда я начинал резать, я поступал примерно также - старался управиться одной фрезой. а потом стал постепенно по мере освоения станка и набирания опыта, использовать разные фрезы, поскольку есть много нюансов и грамотное использование возможностей добавляет модели завершённости, а иногда даже некоторое изящество. кстати по торцевой фрезе 0.3 мм. часто использую её для подрезки мелких, но высоких букв, элементов. иногда ей даже клише из магния режу с мелкой деталировкой.
Цитата
Качество на 0.03 можно сказать чуть улучшается, но не стоит того увеличения времени резания.
к изменению шага надо тоже подходить с умом. нет смысла ставить шаг меньше 0,05 мм для большинства изделий. меньший шаг требуется когда на модели много мелких деталей на единицу поверхности. тогда сразу видно разницу между пятью и тремя сотками. бывало даже и 0,02 делали шаг.
По кныпкам.... глазом 0,025 незаметно, естественно.
Да, спасибо. Фрезу действительно можно двигать по шагово с 0.025мм Я просто не обращал внимания. Теперь в моем способе вообще отпадает надобность отпускать фрезу для падения на заготовку. Я теперь медленными шагами подвожу ее до появления стружки. Спасибо.
Насчет преварительного торцевания заготовки. Мне кажется это излишняя операция совсем. Во всяком случае если заготовки отпилены достаточно точно, или куплены. Я от торцевания сразу отказался. Тем более если даже чистовым проходом Вы можете сразу снимать до 3-4мм.
Даже если использовать для крепления скотч, то купленную заготовку можно приклеить надежно. Я это проверил первым же делом. Однако проблема со скотчем начинается при поливе жидкостью. Он будет отлепляться. Да и в целом, скотч какое то ненадежное решение. Можно конечно, но лучше бы найти более правильное решение.
Я думаю нужен правильный специальный столик. Кстати Роланд предлагает специальный механический зажим для mdx-15. Дорогой только. И какой то он не такой. Не позволит прецезионно перевернуть заготовку.
Мда, в целом Ваш метод позиционирования, ужасный. Нет, я не критикую - я и сам не знаю как лучше.
Мой столик тоже не совершенный - не полноценное решение. Думаю правильное решение это один раз крепить заготовку в некой рамке, и потом саму рамку прецезионно фиксировать переворачивать и пр. Я уже готов выпилить рамку из алюминия, но думаю что это опасный для граверов материал, лучше бы какую пластмассу подобрать или оргстекло. Пока не определился.
Цитата
когда я начинал резать, я поступал примерно также - старался управиться одной фрезой.
Основной аргумент против использования разных фрез, это геморой с их сменой на mdx-15. Увы.
Пожалуйста оцените следующую идею. На сверлах бывают пластмассовые колечки. Они очень плотно сидят. Если поставить на все фрезы такие колечки и один раз их вымерить по высоте, тогда при смене фрезы можно плотно вгонять фрезу в цангу до упора в пластмассовое колечко с гарантированной фиксации по высоте.
При этом конечно не будет возможности ставить нуль самым простым способом - отпусканием зажима со свободным падением фрезы на заготовку.
Но, мне кажется, можно вообще обойтись без выставления нуля если при установке любой фрезы в патрон всегда будет гарантирована фиксация по высоте.
А начальную высоту можно задать подведя фрезу руками до касания воска, чтобы чуть стружка появилась. После этого все процессы можно выполнять меняя фрезы без повторного выставления нуля.
Или может есть какой то способ программно опустить фрезу на точную величину из позиции кода станок только бы включен ?
Цитата
к изменению шага надо тоже подходить с умом. нет смысла ставить шаг меньше 0,05 мм для большинства изделий.
А конкетно. Можно ли 7 градусным гравером с притуплением 0.1мм выполнить наклонную плоскость скажем в 10-20 градусов ? У меня она получается вся в цифровой сетке. Для такого случая шарик 0.3мм будет работать лучше ?
И еще, вы как нибудь доводите поверхность вырезанной восковки ? Полируете с бензином, фетром, шкурками или др. ?






 Разве только скорость уменьшить.
Разве только скорость уменьшить.