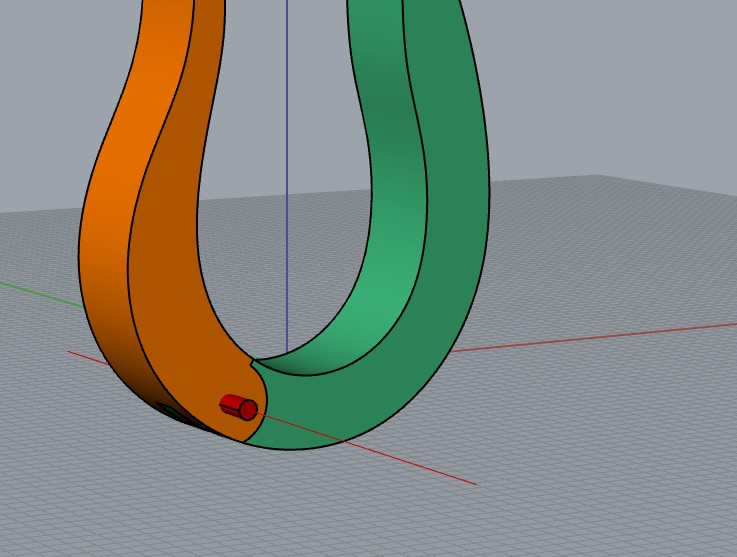
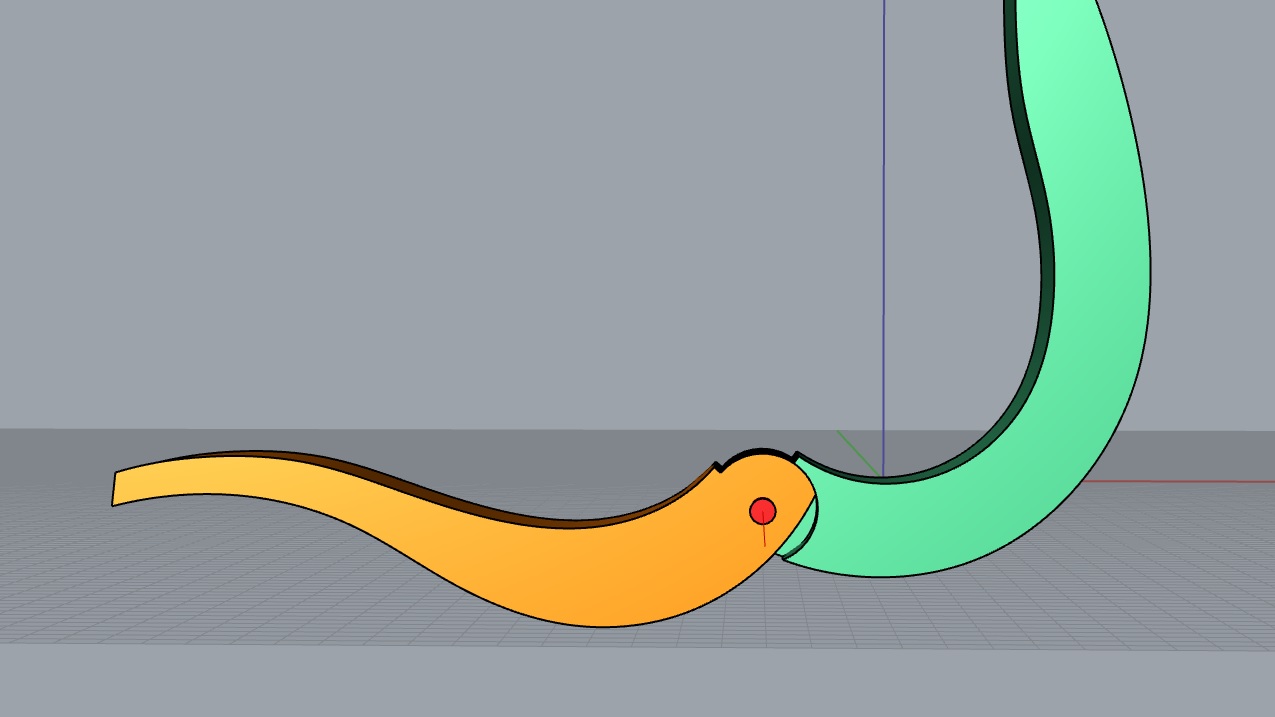
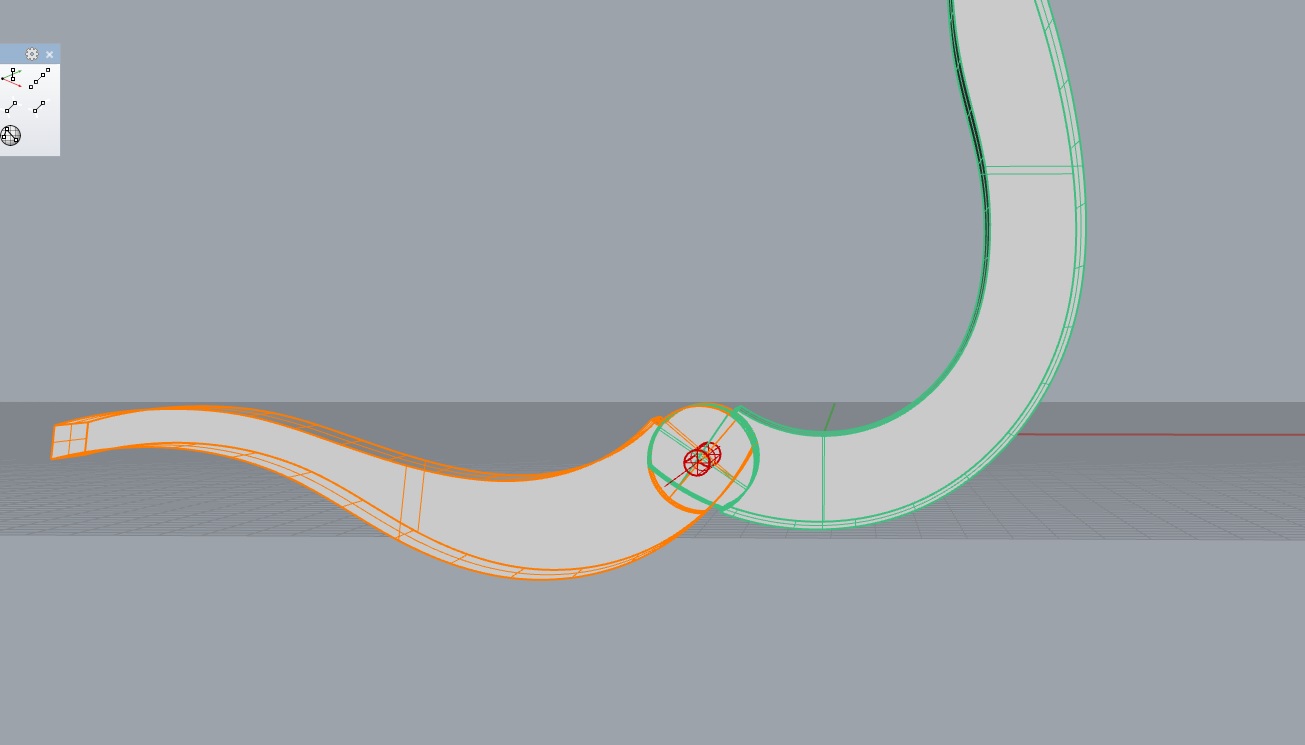
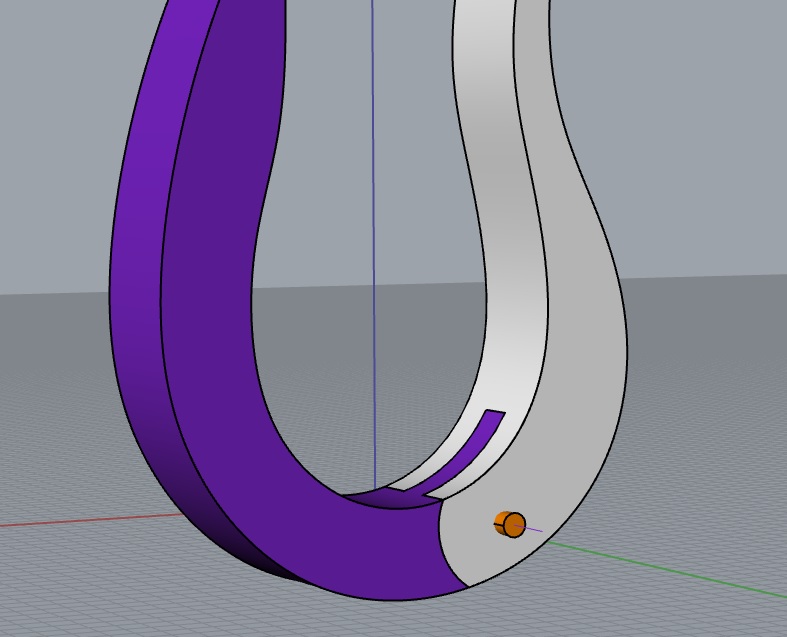
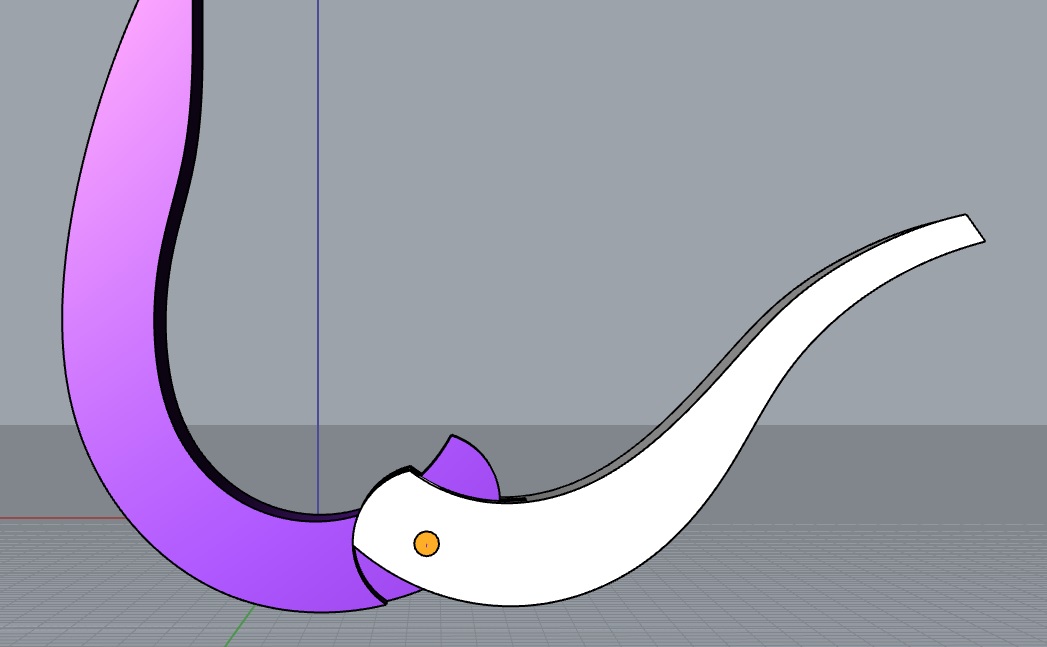
Уважаемые коллеги, моделирую швензу, как на картинке. Далее планирую: рост, литьё мастер модели, резинка, восковка, литьё серёжки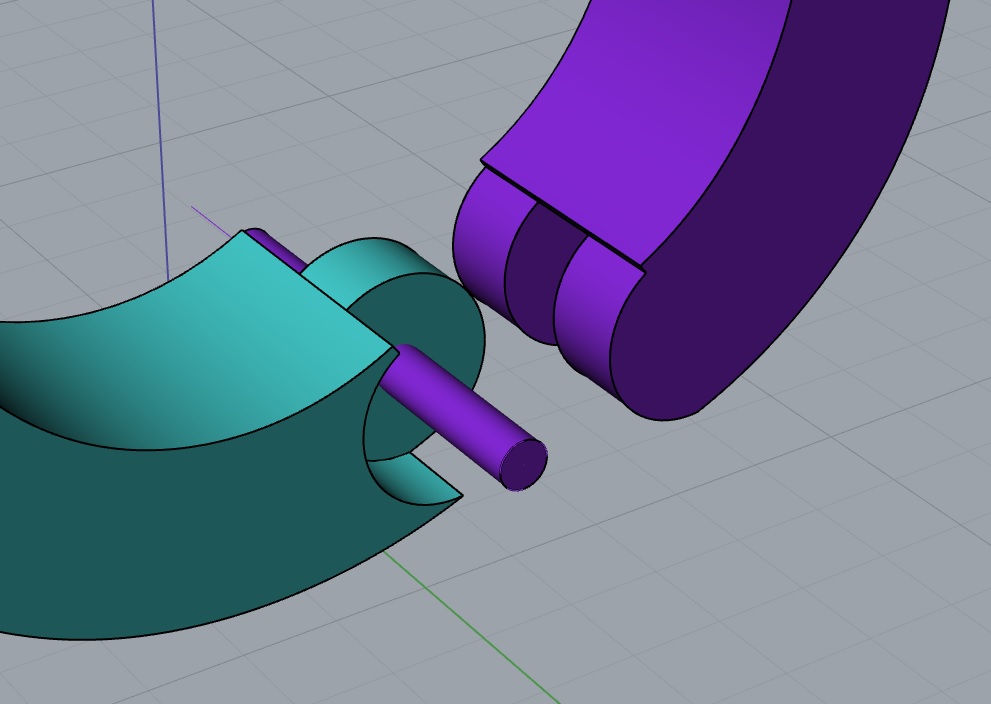 из серебра.
из серебра.
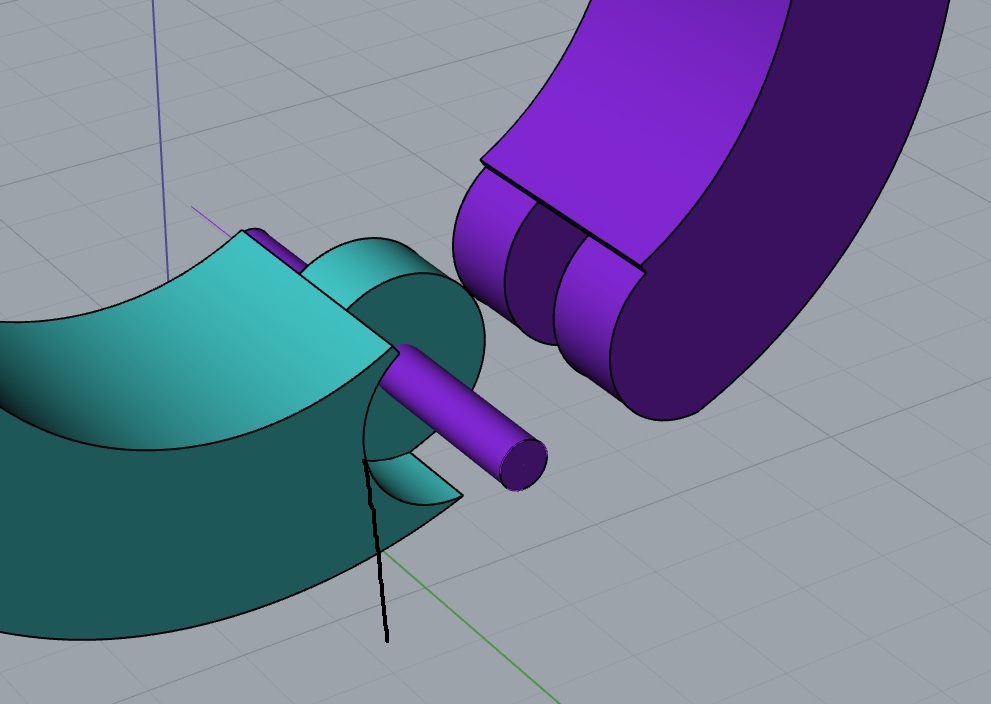
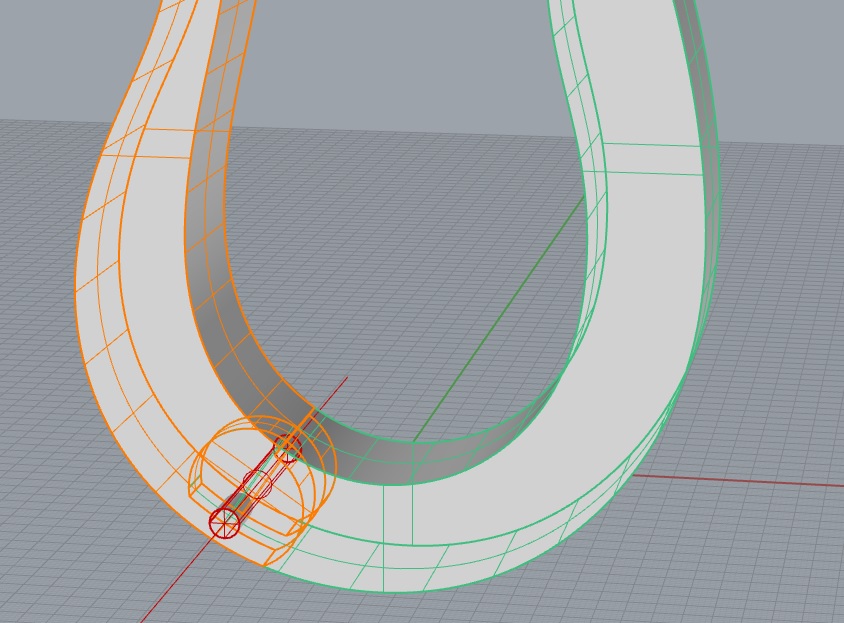
На модели сопрягающиеся детали: флажок и сама швенза.
Когда моделю и флажок и посадочный заход на швензе 0.8 мм.
Вопрос: какой допуск дать на флажок и посадочный заход на швензе под дальнейшую обработку, чтобы детали на изделии правильно состыковались?
Спасибо.
С уважением,
Olorin
из серебра.На модели сопрягающиеся детали: флажок и сама швенза.
Когда моделю и флажок и посадочный заход на швензе 0.8 мм.
Вопрос: какой допуск дать на флажок и посадочный заход на швензе под дальнейшую обработку, чтобы детали на изделии правильно состыковались?
Спасибо.
С уважением,
Olorin
Изменено:
- 01.11.2019 14:44:11
Olorin


 я тоже за то что такие замки не открываются, они красивые ..но не рабочие.....это надо сперва руками научиться а потом мыша гонять....Olorin,
я тоже за то что такие замки не открываются, они красивые ..но не рабочие.....это надо сперва руками научиться а потом мыша гонять....Olorin,