Оловянная бижутерия
Развернуть ⇓
Апр30
Вторник
Текущее время Вт Апр 30, 2024 13:50
https://www.traditionrolex.com/13
►
Литьевые сплавы и литье бижутерии+оборудование( фото)

|
Пользователь
Регистрация: 04.12.2008 Откуда: Москва Сообщений: 398 В друзьях у: 6 Голосов: 92 / 16 |
Добавлено: 29.01.2009 02:15:12
|
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2032 В друзьях у: 11 Голосов: 78 / 7 |
Добавлено: 09.07.2013 08:16:16
K limushka,
Если Вас интересует машина с блином диаметром до 500 мм, вероятно, собираетесь лить нечто более крупное и сложное, чем плоские значки и пуговицы. Значит и способ прижатия пластин вулканизатора и литейки для Вас должен иметь значение. В базовых машинах (из импортных - Romanoff, TekCast) все построено по принципу струбцины, зажато до определенного зазора между пластинами (между которыми находится форма) и зафиксировано в этом положении. При вулканизации и заливке металла резина, мастер - модель, отливка и сжимающие всю конструкцию пластины расширяются по-разному. Если этого не учитывать в конструкции оборудования, то при попытке сделать тираж круглого мячика с круглого же прототипа, в конечном итоге Вы будете получать после вулканизации и последующего литья приплюснутую отливку, напоминающую пилюлю. На более сложных и объемных формах этот эффект приобретает еще более причудливые формы - литье подстаканников, кубков, пряжек ремней и прочих объемных вещей хорошо получается именно на оборудовании Ничем, где динамически контролируется и регулируется именно сила прижатия пластин в ходе процесса. Более сложная конструкция требует и более дорогих технических решений. Установка Nicem с блином 500 мм, позволяющая лить как низкоплавкие сплавы, так и полиуретаны, стоит даже больше 20 тыс евро. Но в ней присутствует также подогрев пластин, обдув, более сложные алгоритмы заливки и выдержки формы. Это капитальное промышленное оборудование, которое служит десятки лет, позволяя единственному оператору лить одну форму каждые полторы-две минуты на легкоплавком сплаве или одну в семь минут на полиуретане. Легко обслуживаемое, диагностируемое и (при необходимости) ремонтируемое. Установка Nicem с блином 300 мм стоит в разы дешевле, так как ее конструкция (и возможности) попроще. А если уж говорить о базовых импортных установках, есть смысл обратить внимание и на установку Romanoff, при прочих равных она стоит дешевле Теккаста еще раза в полтора. Я привожу картинки панели и внутренней разводки электроподключения установки Nicem, позволяющей лить сплавы и полиуретан с блинами до 400 мм, так как других под рукой нет. Но С500 Master R и C700 Master R (соответственно на 500 и 700 мм) сделаны примерно так же.  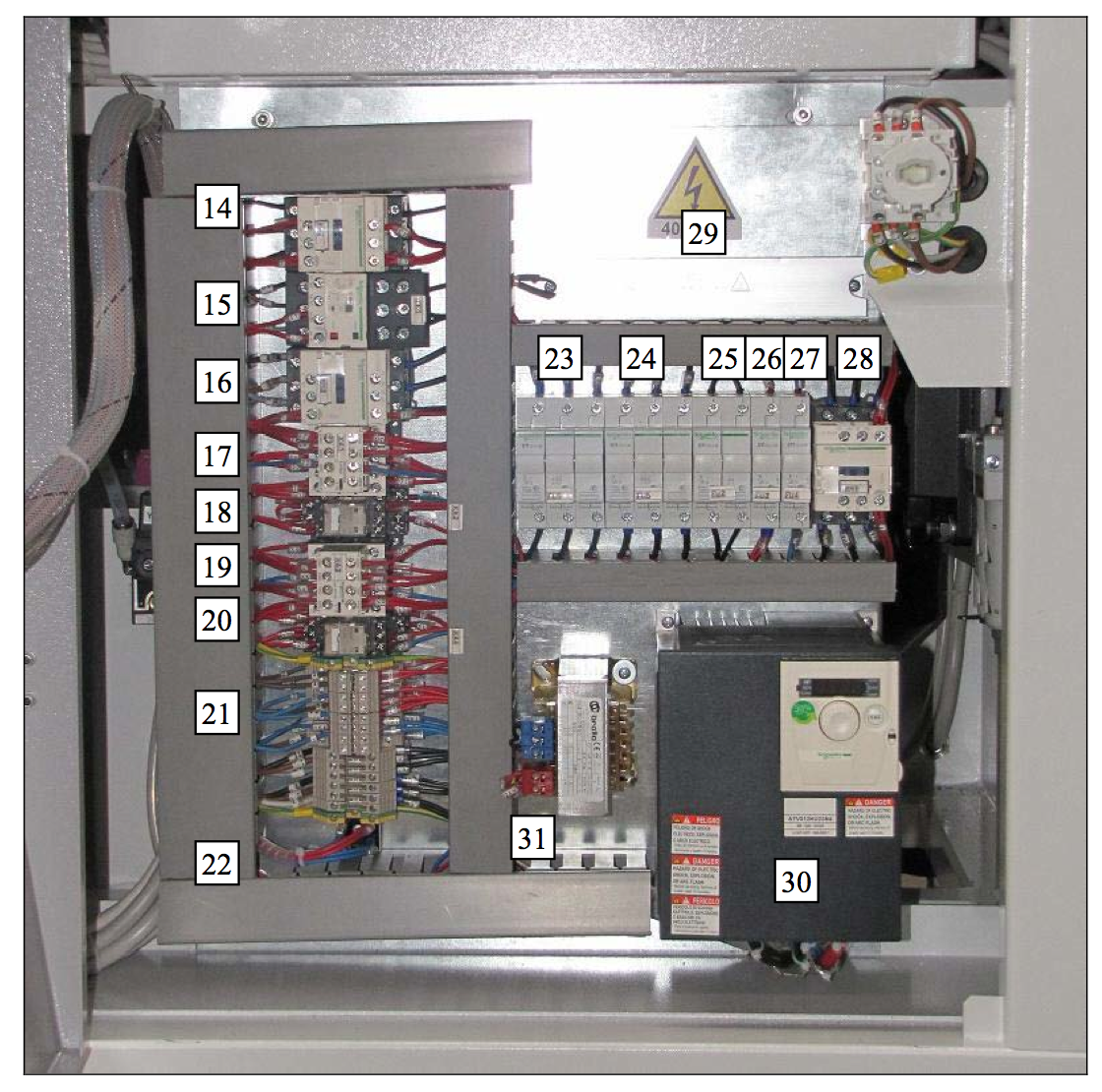 А вот и отливка из полиуретана, сделанная на такой установке в уважаемой компании Женави 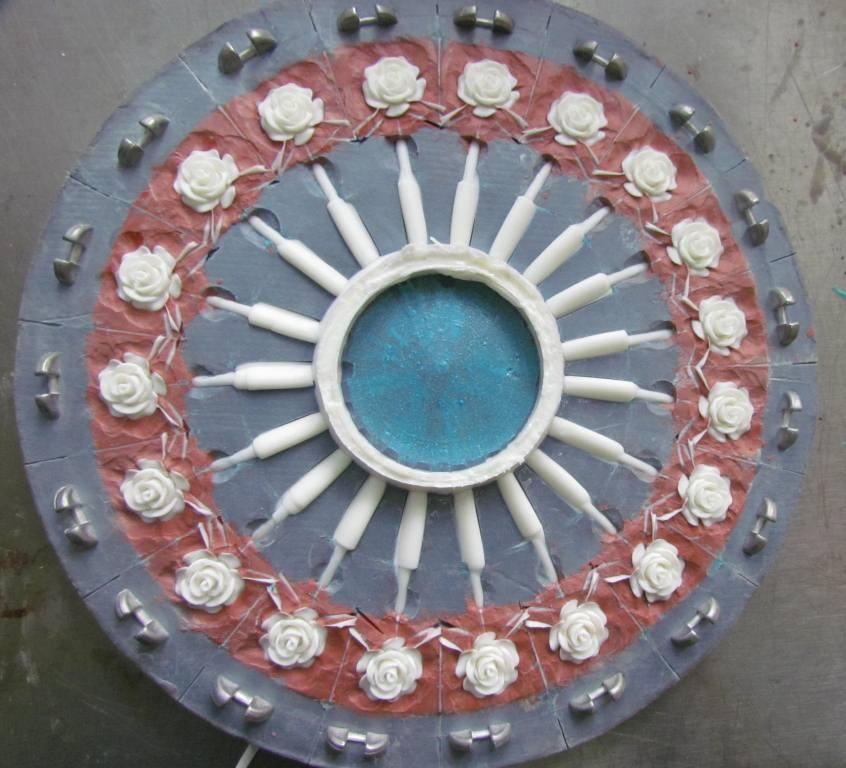 А вот и результат целого процесса - от мастер-модели, изготовленной на 3D принтере Viper до готовой отливки из пьютера (использовалась резина низкотемпературной вулканизации для снятия формы с пластиковой модели и модель, как видите, не пострадала):  Еще отливки 3D моделей (это дешево и удобно для последующей чистовой подготовки моделей) 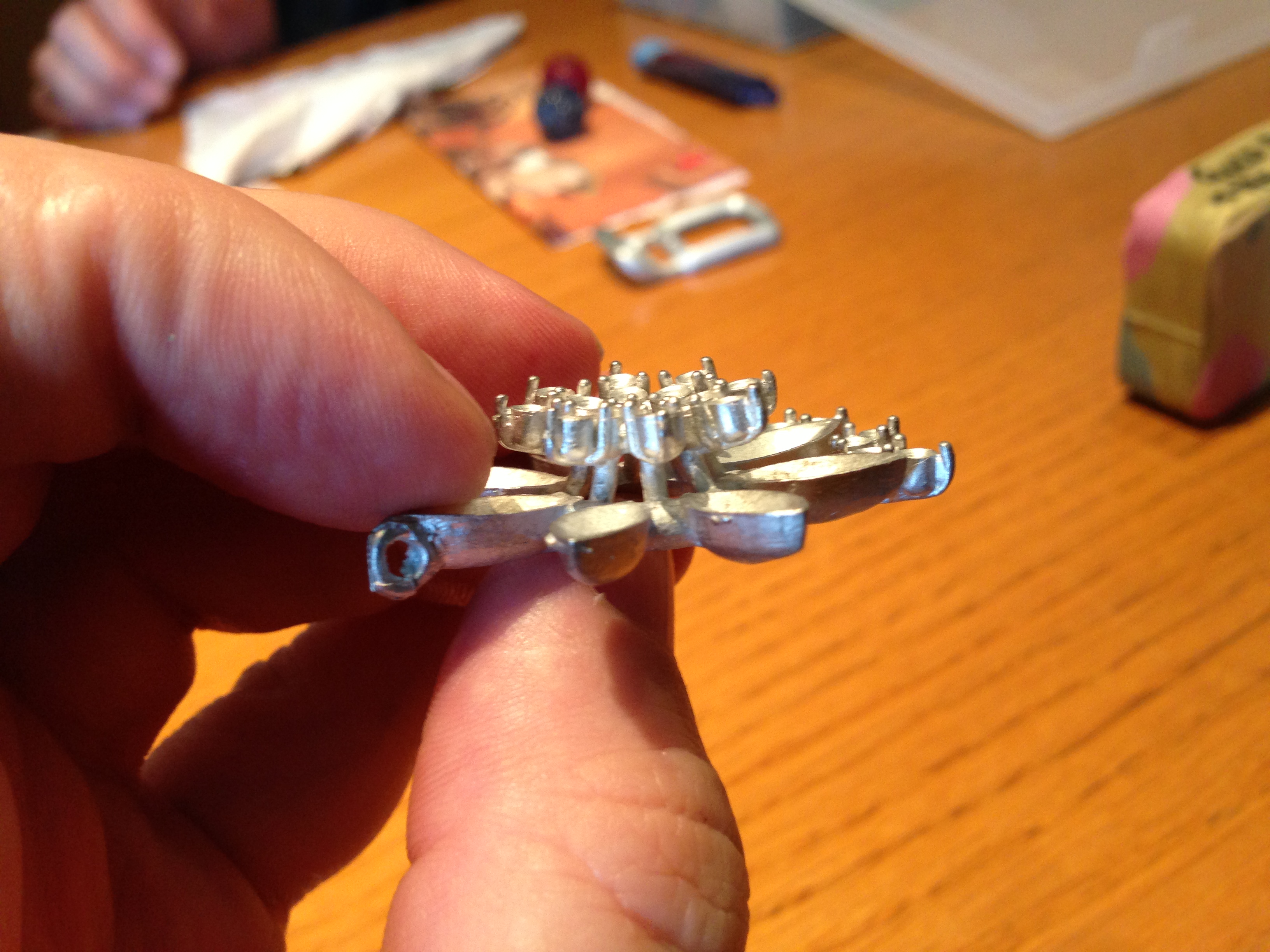  И объемных полиуретановых моделей (в данном случае - каблуки от женской обуви):   Ну и наконец те самые, знаменитые шарики (кстати, это элементы продукции Картье)  |
|
Offline |
|
|
Пользователь
Регистрация: 06.04.2008 Сообщений: 207 В друзьях у: 2 Голосов: 24 / 3 |
Добавлено: 10.07.2013 01:54:22
душой то я конечно понимаю... но жаба, зараза, твердит об экономии.
в заграницах наверно проще, там все в кредит берут...
Женщины делятся на две категории: одни любят мужчин, способных затащить холодильник на пятый этаж без лифта, а другие любят мужчин, способных оплатить труд мужчин из первой категории
|
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2032 В друзьях у: 11 Голосов: 78 / 7 |
Добавлено: 10.07.2013 02:32:31
Вот так делали заказ для одного из китайских клиентов. Несмотря на море дешевых копий, в Китае крупнейшие производители используют оборудование и резины Nicem. Как и в Бразилии, Англии, Голландии, Бельгии - там делается море оловянных солдатиков и готической продукции из пьютера.
 А вот так в целом выглядит производственный участок Nicem, где собирают это оборудование. Это один из шести участков, есть еще и другие производства.  |
|
Offline |
|
|
Пользователь
Регистрация: 28.06.2005 Откуда: Москва Сообщений: 2262 В друзьях у: 12 Голосов: 425 / 102 |
Добавлено: 10.07.2013 13:36:52
Климушка, в целом поддержу Serga, но не во всем.
У меня на одном из участков оборудования литейка Tekcast c пневматическим прижимом и фронтальной загрузкой блинов. Лучше смотрите подобные у любых производителей, они более быстры в работе, удобны. Вставил блин, щелкнул программу или режимы, все остальное делает машина. Благодаря регулированию давления прижима можно не бояться плоскостных изменений моделей. И в этом Serg прав. Но вот подогрев блинов и автоматика прижима особо не помогут при литье.  Цикл литья металла около 1,5 -2 минут. У пластиков 5-7 минут. И все застывание рассчитано на охлаждении формы. На мой взгляд, для начала или для не массового производства, Nicem избыточен. Да и слишком замороченно у них оборудование. Сложно сделано. На коленке не починить, много нестандартных блоков внутри. Я смотрел оборудование Nicem, общался с их отделом продаж. И все-таки выбрал Tekcast по разным причинам. Резины, кстати, использую итальянские. Но не Nicem. Иной производитель, не известен среди пользователей обычных. Он просто напрямую поставляет резины производителям. Несколько дешевле Nicem. Резина хорошего качества, работает долго. А вот вулканизатор берите самый простой, механику. У меня с цифровым программатором времени и температур, но это уже опция по желанию, хватит и обычной регулировки. Важно, чтобы обеспечивал давление и нужные температуры (у силиконов около 180 градусов, есть и 120 градусные силиконы, но они менее долговечны). Больше ничего не нужно. Пневматические прижимы в прессе не дадут вам никаких преимуществ, кроме удобства работы. Вот мое мнение вкратце. Никому его не навязываю, но это позволит вам сохранить время и деньги, не покупая звездолет, который навязвают в отделах продаж Nicem. Презентуют его как Мерседес среди всех остальных установок. Serg, против вас ничего не имею, просто общался напрямую с итальянцами. Могу еще рассказать историю. Знаю фирму в Чехии. Накупили оборудования Nicem в кредит от банка. Накупили с запасом, по полной. В районе 60 000 евро. Литейка, вулканизатор, большая галтовка, машина для вытяжки и сбора талька. Плюс обучение прошли в Италии, за несколько тысяч евро. Года два назад это было. Теперь уже начали его продавать по-тихоньку. Так что, не упирайтесь только в оборудование, важен еще план и вектор развития.
Изменено:
- 10.07.2013 13:40:18
|
|
Offline |
|
|
Пользователь
Регистрация: 24.12.2004 Откуда: г.Омск Сообщений: 2593 В друзьях у: 18 Голосов: 295 / 16 |
Добавлено: 10.07.2013 16:37:09
Klimushka,
я так же занимаюсь и центробежным литьем, при покупке пересмотрел все что только можно, прочитал все что есть и в инете и две книжки по центробежному литью, одну из них serg  подарил, наиогромнейшее ему спасибо!!! купил себе Romanoff на два типа размера 10 и 12 дюймов блинов, но при небольшом апгрейде литейной машины можно и на 15 дюймов блины ставить. Максимальная высота готовой формы 3 дюйма. Что в машине есть, пневмо прижим регулируемый, таймер сколько по времени крутить форму, регулировка оборотов и авто стоп. Загрузка вертикальная, вставил форму накрыл ее прижимной крышкой, закрыл крышку машины и она включилась, в зависимости от того что льешь выставляешь время вращения и давление. Залил метал, как только таймер выключился машина остановилась. Крышку поднял пневматика вернулась в исходное положение, освободив форму. Все весь цикл не более минуты. подарил, наиогромнейшее ему спасибо!!! купил себе Romanoff на два типа размера 10 и 12 дюймов блинов, но при небольшом апгрейде литейной машины можно и на 15 дюймов блины ставить. Максимальная высота готовой формы 3 дюйма. Что в машине есть, пневмо прижим регулируемый, таймер сколько по времени крутить форму, регулировка оборотов и авто стоп. Загрузка вертикальная, вставил форму накрыл ее прижимной крышкой, закрыл крышку машины и она включилась, в зависимости от того что льешь выставляешь время вращения и давление. Залил метал, как только таймер выключился машина остановилась. Крышку поднял пневматика вернулась в исходное положение, освободив форму. Все весь цикл не более минуты. Вулканизатор того же производителя, все просто домкрат с манометром, вставил форму, формы у меня самодельные из труб бесшовных точили, накачал до 200 атмосфер или 3000psi по ихнему и смотри что бы стрелка не превышала это давление, как поползло в верх так сбрасываешь его в ручную вот и вся автоматика ))). Таймер на нем стоит простейший так же как и регуляторы температуры. А вот с плавилкой вопрос интересный. Я взял самый простой тигель на 30 кг. И приспособил в него терморегулятор с внутренней стороны тигля. А в сам тигель в расплав воткнул другой датчик, он показывает температуру расплава и исходя из этой цифры и корректирую термо контроллер. Т.к. температура металла очень большую роль играет при литье. А второй тигель у меня маленький на 4 кг по свинцу, он для секторных форм. Резина Nicem хотя у меня есть и черная не силиконовая резина и в нее тоже нормально льется. Что лить собираетесь? Вот самый главный вопрос. Если кружки и кубки, так их тянут из листового пьютера. Миниатюру, объемные вещи, плоские ... Чуть позже накидаю картинок своих работ если интересно. А так спрашивайте чем мочь тем помочь. Да и в целях экономии резины сделали мне две рамки секторные, пользуюсь ими для дублирования или когда надо маленький тираж отлить а целый блин на один брелок это роскошь . А так из комплекта диаметром 40 см выходит 9 маленьких секторов или 6 больших при толщине 2 слоя, но форма позволяет варить и 3 см по толщине. |
|
Offline |
|
|
Пользователь
Регистрация: 06.04.2008 Сообщений: 207 В друзьях у: 2 Голосов: 24 / 3 |
Добавлено: 10.07.2013 17:11:25
До этого легкосплавы в глаза не видел.
Заинтересовался центробегом в связи с необходимостью отлить тарелки. Сувенирные на стену. Диаметр порядка 200 мм.Лить из бронзы не вариант, дорогой металл и восковку делать гиморойно. Китай тоже не вариант. Кроме такого диаметра ничего на этом оборудовании лить не планируется. Да..лить ЦАМ. Я честно говоря склоняюсь к литью в кокиль. Хотя ни разу не видел что это такое, только читал. Сейчас будем экспериментировать с такой заливкой. Жутко меня смущает вопрос резины при литье ЦАМа. Можно сделать модель почти плоскую, так говорят резина дольше ходит, но выходит ли она 100 плавок? Леонид, буду рад увидеть то, что Вы делаете.
Изменено:
- 10.07.2013 17:14:25
Женщины делятся на две категории: одни любят мужчин, способных затащить холодильник на пятый этаж без лифта, а другие любят мужчин, способных оплатить труд мужчин из первой категории
|
|
Offline |
|
|
Пользователь
Регистрация: 24.12.2004 Откуда: г.Омск Сообщений: 2593 В друзьях у: 18 Голосов: 295 / 16 |
Добавлено: 10.07.2013 19:48:42
Тарелки льют в стальные кокили. Опускают кокиль в расплав он там прогревается и самотеком затекает. Но фишка в том что бы после заливки правильно охладить кокиль. Но тут уже волшебство на грани. Форма должна очень хитро охлаждаться и при чем принудительно. Немцы большие мастера в этом деле.
Теперь про литье ЦАМ4-1, то бишь цинк, алюминий, медь - г.... редкостное... проверено лично  , убил 3 месяца на эксперименты. Форма силиконовая держит энное количество отливок, но дело не в этом. А в том что бы довести отливки из этого сплава до товарного вида надо убить массу времени и плюс еще куча доп расходов на гальванику, с высоким рельефом ни чего не выходит в общем дишман и головная боль. Найду где то валяется парочка отливок из ЦАМа и сфотографирую с отливками из пьютера. Наш сплав ЦАМ не предназначен для таких работ это технический сплав. На западе льют евро метал, или Замак, тот же Тек Каст предлагает к продаже лигатуры для его производства, а Ничем его в готовом виде продает. Этот сплав так же на основе цинка, но что то с ним не так как с нашим ЦАМом , в лучшую сторону. , убил 3 месяца на эксперименты. Форма силиконовая держит энное количество отливок, но дело не в этом. А в том что бы довести отливки из этого сплава до товарного вида надо убить массу времени и плюс еще куча доп расходов на гальванику, с высоким рельефом ни чего не выходит в общем дишман и головная боль. Найду где то валяется парочка отливок из ЦАМа и сфотографирую с отливками из пьютера. Наш сплав ЦАМ не предназначен для таких работ это технический сплав. На западе льют евро метал, или Замак, тот же Тек Каст предлагает к продаже лигатуры для его производства, а Ничем его в готовом виде продает. Этот сплав так же на основе цинка, но что то с ним не так как с нашим ЦАМом , в лучшую сторону. Я думаю что RP-design обладает большей информацией по этому сплаву ну и serg естественно. И такой нюанс - но это сугубо мое личное мнение. Тарелка из ЦАМа стоит в разы дешевле чем из пьютера и если их не делать много и дешево то денег там не видать. Но это сугубо мое личное мнение. |
|
Offline |
|
|
Пользователь
Регистрация: 24.12.2004 Откуда: г.Омск Сообщений: 2593 В друзьях у: 18 Голосов: 295 / 16 |
Добавлено: 10.07.2013 20:26:04
Ну и вот не много всякого литья. Качество фото не шибко ))), на телефон и по-быстрому. Сайт сейчас в состоянии ... близком к завершению, ссылку в личку сброшу если будет интересно посмотреть лучше фото и со всех сторон.




























|
|
Offline |
|
|
Пользователь
Регистрация: 06.04.2008 Сообщений: 207 В друзьях у: 2 Голосов: 24 / 3 |
Добавлено: 10.07.2013 20:37:11
это все пьютер?
буду ждать ссылку на сайт.
Изменено:
- 10.07.2013 20:40:23
Женщины делятся на две категории: одни любят мужчин, способных затащить холодильник на пятый этаж без лифта, а другие любят мужчин, способных оплатить труд мужчин из первой категории
|
|
Offline |
|
|
Пользователь
Регистрация: 24.12.2004 Откуда: г.Омск Сообщений: 2593 В друзьях у: 18 Голосов: 295 / 16 |
Добавлено: 10.07.2013 20:54:25
Да это классический бессвинцовый пьютер британика. Финиш - патинирование, шлифовка, холодные эмали. Глянул я то кино... кино как кино
. Где то на ютубе есть ролик где парень и резину варит прижимая форму струбцинами в духовке и в литейке у него мотор соединен ременной передачей со столом куда блин ставиться и так же барашками прижимается. И нормальные у человека фигурки отливаются 28 мм. |
|
Offline |
|
|
Пользователь
Регистрация: 03.01.2007 Откуда: Беларусь Сообщений: 1038 В друзьях у: 4 Голосов: 102 / 5 |
Добавлено: 11.12.2013 18:21:16
Я так и не понял xlt и по чем можно купить это оборудование. Может кто продает БУ.? Готов приобрести.
Все хорошо,а будет еще лучше.
|
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2032 В друзьях у: 11 Голосов: 78 / 7 |
Добавлено: 11.12.2013 20:03:51
Новое оборудование Nicem можно купить в Лассо. Обращайтесь.
 |
|
Offline |
|
|
Пользователь
Регистрация: 19.04.2008 Сообщений: 117 В друзьях у: 0 Голосов: 5 / 0 |
Добавлено: 31.03.2014 12:40:44
Люди добрые! Мы сами не местные...
Кто может пустить к себе на действующее производство? Показать процесс и проконсультировать по одной детальке. Буду премного благодарен. Приеду сразу с коньяком. По расположению Москва и средняя полоса. А уж ежели кто в Рязани, так вообще сразу примчусь! |
|
Offline |
|
|
Пользователь
Регистрация: 24.07.2008 Откуда: Москва Сообщений: 46 В друзьях у: 1 Голосов: 1 / 0 |
Добавлено: 22.07.2014 00:30:04
a_lit97,
Так приезжайте ,в чем вопрос ? Посмотрите,польете, погалтуем если коньяк конечно ,если без коньяка тогда нагартовка. Мы в Москве. Еще и литье под давлением покажем.
Изменено:
- 22.07.2014 00:36:20
|
|
Offline |
|
|
Пользователь
Регистрация: 19.04.2008 Сообщений: 117 В друзьях у: 0 Голосов: 5 / 0 |
Добавлено: 12.01.2015 12:08:16
Эх, пропустил сообщение! Ждал-ждал, а потом перестал заглядывать в тему. Сейчас напишу в личку.
|
|
Offline |
|
|
Пользователь
Регистрация: 03.05.2017 Сообщений: 4 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 03.05.2017 16:01:33
Перечитал тему. Жалко что темка ушла в архив. Хотел спросить, Мастера, неуж-то никто так и не освоил полный цикл литья ЦАМа с последующим покрытием его, скажем серебром, медью, латунью?
|
|
Offline |
|
|
Пользователь
Регистрация: 16.01.2009 Сообщений: 1135 В друзьях у: 8 Голосов: 40 / 7 |
Добавлено: 03.05.2017 17:29:03
про литьё не скажу а гальванопокрытие делаем
|
|
Offline |
|
|
Пользователь
Регистрация: 24.12.2004 Откуда: г.Омск Сообщений: 2593 В друзьях у: 18 Голосов: 295 / 16 |
Добавлено: 04.05.2017 05:53:55
decorior,
Ниже мое сугубо личное мнение. Я лил ЦАМ и даже парочка изделий была доведена до продажного состояния. Пост обработка ЦАМа хлопотное дело и муторное, плюс высокая температура плавления формы долго не ходят. И самое главное, изделия из ЦАМ как ты их не золоти серебри они всегда останутся изделиями из ЦАМ, и там где гальваника стирается вылазает очень красивая картина как на дишманском китайском ширпотребе. |
|
Offline |
|
|
Пользователь
Регистрация: 16.01.2009 Сообщений: 1135 В друзьях у: 8 Голосов: 40 / 7 |
Добавлено: 04.05.2017 09:33:27
положи 100-200 мкм меди или никеля 40-60 мкм и не когда не сотрёшь покрытие
|
|
Offline |
|
|
Пользователь
Регистрация: 03.05.2017 Сообщений: 4 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 04.05.2017 11:12:53
Леонид,
да вот, как оказалось, просто нужно технологию освоить, научиться это делать. У нас огромное производственное предприятие ЦАМ покрыло- так и ахнули (качество жуть). Долго мучились, но способ нашли. И покрытие ооочень хорошо держится. Просто удивлен, что дело до конца только мы довели. приятно. |
|
Offline |
|
https://www.traditionrolex.com/13