Оловянная бижутерия
Апр29
Среда
Текущее время Ср Апр 29, 2026 10:12
https://www.traditionrolex.com/13
►
Литьевые сплавы и литье бижутерии+оборудование( фото)

|
Пользователь
Регистрация: 04.12.2008 Откуда: Москва Сообщений: 397 В друзьях у: 6 Голосов: 92 / 16 |
Добавлено: 29.01.2009 02:15:12
|
|
Offline |
|
|
Пользователь
Регистрация: 23.07.2007 Откуда: Москва Сообщений: 359 В друзьях у: 0 Голосов: 1 / 1 |
Добавлено: 31.01.2009 02:35:11
фото в студию плиз!
Проблем нет! Есть цели и задачи.
|
|
Offline |
|
|
Пользователь
Регистрация: 07.05.2005 Откуда: Москва Сообщений: 679 В друзьях у: 3 Голосов: 11 / 5 |
Добавлено: 31.01.2009 12:15:02
А поточнее можно? какой марки бронза? я как-то отливал из латуни (брал лом сантехники, краны и т.п.) - нужна хорошая вытяжка, выгорает, по-видимому, цинк, дыма много. Бронзу пробовал отливать оловянную, процентов 20 олова, цвет получаетсяч белый, очень твердая и довольно хрупкая.
|
|
Offline |
|
|
Пользователь
Регистрация: 06.06.2008 Сообщений: 785 В друзьях у: 0 Голосов: 33 / 8 |
Добавлено: 08.02.2009 23:49:43
Ээээ... а поточнее состав можно ? Что-то типа незильбера ?
Появляюсь крайне редко. Общаюсь в другом форуме.При наличии заинтересованности в ответе лучше пишите в ЛС.
|
||
|
Offline |
|
|
Пользователь
Регистрация: 23.07.2007 Откуда: Москва Сообщений: 359 В друзьях у: 0 Голосов: 1 / 1 |
Добавлено: 09.02.2009 22:46:52
Серега,мне одна знакомая блондинка по секрету сказала,что ничего так не отбеливает хорошо,как перекись водорода 
Проблем нет! Есть цели и задачи.
|
||
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2053 В друзьях у: 11 Голосов: 83 / 7 |
Добавлено: 10.02.2009 15:01:47
А чем сплавы на основе цинка и олова не угодили?
 Себестоимость производства ниже в разы, производительность выше в разы, температуры процессов не превышают 400 С, никакой формомассы, прокалки, отходов... Весь мир давно уже льет по этой технологии практически все декоративное, что должно быть из белого металла. Или любого другого цвета после нанесения гальванического покрытия. Вот, например вещички покрупнее: А вот и помельче: |
|
Offline |
|
|
Пользователь
Регистрация: 01.01.2007 Откуда: Мадрид Сообщений: 246 В друзьях у: 1 Голосов: 12 / 1 |
Добавлено: 10.02.2009 16:04:42
"А чем сплавы на основе цинка и олова не угодили?"
Ну да. Октябрятские звёздочки из олова и цинка ещё пойдут. Ну и клиент соответствующий будет.
С миру по иголке - нищему лом в спину...
|
|
Offline |
|
|
Пользователь
Регистрация: 06.06.2008 Сообщений: 785 В друзьях у: 0 Голосов: 33 / 8 |
Добавлено: 10.02.2009 17:01:52
 . .
Появляюсь крайне редко. Общаюсь в другом форуме.При наличии заинтересованности в ответе лучше пишите в ЛС.
|
||
|
Offline |
|
|
Пользователь
Регистрация: 29.05.2008 Откуда: РХТУ им. Менделеева, Москва Сообщений: 870 В друзьях у: 18 Голосов: 172 / 2 |
Добавлено: 10.02.2009 22:13:42
Цитата:"Ну да. Октябрятские звёздочки из олова и цинка ещё пойдут."
Не знаю, когда автор был октябренком Другая цитата:"Очень жить хочется... а если ты не химик, то при использовании гальваники боюсь долго пожить не придется Sad." Сам зани(маюсь) гальваникой уже более 30 лет  (чего и всем, желаю, кроме женщин (в отношении женщин, конечно, а не интереса к жизни:!: )) . Кстати, сегодня был на банкете по случаю 80!!!-летия нашего профессора, зани(мающегося) гальваникой намного больше моего и ничего присущего пока мне не утратившего :? . (чего и всем, желаю, кроме женщин (в отношении женщин, конечно, а не интереса к жизни:!: )) . Кстати, сегодня был на банкете по случаю 80!!!-летия нашего профессора, зани(мающегося) гальваникой намного больше моего и ничего присущего пока мне не утратившего :? . |
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2053 В друзьях у: 11 Голосов: 83 / 7 |
Добавлено: 10.02.2009 22:40:51
Ну, звездочки то точно были из алюминия, я был октябренком...  А вот список компаний, которые из легкоплавов делают украшения, фурнитуру и декоративные элементы, вполне достойный, хоть и не всегда чисто ювелирный - Сваровски, Картье, Дольче Габбана, Гуччи, Армани, Версаче, Феррари, Мазерати, Порше (в т.ч. Фольксваген), Тимберланд... Это не исчерпывающий список - всего лишь компании, для которых льет легкоплавы и доводит их до полной кондиции одна итальянская фирма, в которой я был в гостях в январе. Не смотря на кризис, работает по полной программе. От слитка до отполированной продукции с необходимым покрытием (в том числе золочением, старением, холодными эмалями и пр - в зависимости от поставленных клиентом задач). Думаю, любой в радиусе двух метров от себя найдет что-либо, отлитое из легкоплавов - пряжку своего ремня, фурнитуру сумки или портфеля, сувенир на столе, брелок, магнит на холодильнике, мебельную или дверную ручку, блесну, оловянного солдатика, заколку для волос - да кучу вещей. Их гораздо больше вокруг нас, чем ювелирных украшений. И значительно больше, чем изделий, отлитых из бронзы или латуни. И отливаются они не только в Китае - в данном случае, оборудование одинаковое во всем мире, расходный материал (резина) - одинаковый по цене, металлы все котируются на LME, а стоимость рабочей силе при производстве в день нескольких тысяч изделий на одного работника не так уж существенно влияет на себестоимость. Да и продаются они не так уж дешево. Машинка Ferrari от самой Ferrari - 460 евро. Чертежи оригинала в Solid Works масштабируются до размеров ладони, детали выращиваются на Вайпере от 3D Systems, потом запекаются в резину - непосредственно материал Аметист, а потом отливаются в эту резиновую пресс-форму из пьютера. До 3 тыс заливок на одну резиновую "пиццу" (как итальянцы ее называют). Не так уж это все примитивно и топорно, как может показаться на первый взгляд, я сам все видел. А шариковая ручка Maserati стоит 990 евро. И клиент ничего себе, покупает и радуется. Таскает с собой туда, куда не может взять с собой любимую большую машину. Оловянные изделия тоже могут быть элементом престижа богатых клиентов. Мощная пиар машина уже хорошо поработала на этой ниве  Другим октябрятам - пламенный привет! Если интересно, про технологию можно поговорить поподробнее. |
||
|
Offline |
|
|
Пользователь
Регистрация: 01.01.2007 Откуда: Мадрид Сообщений: 246 В друзьях у: 1 Голосов: 12 / 1 |
Добавлено: 11.02.2009 02:12:30
Технологии по литью легкоплавов дело интересное. Чего говорить. Я-то всё из серебра и латуни лью. на легкоплавы переходить ... не знаю... не уверен. И к центрифуге привык уже да и в мастерской чёрт ногу сломит от железок. Если ещё чего-то добавлять придётся по стенам ходить. Но тема интересная, если кто объяснит популярно то здорово будет. А когда меня в Октябрята принимали то книжку "Маугли" подарили. Потому и запомнилось. Я так через много лет задумался а почему "Маугли" но так и не понял. Всем "Ленин и дети" а мне, понимаешь... А книжка хорошая, вот скоро дочке читать буду...
С миру по иголке - нищему лом в спину...
|
|
Offline |
|
|
Пользователь
Регистрация: 03.02.2006 Откуда: Минск Сообщений: 57 В друзьях у: 0 Голосов: 1 / 0 |
Добавлено: 13.02.2009 01:13:11
Мне интересно, даже очень... Как я это представляю... с ММ снимаем резинку как для воска, но только из специальной термостойкой резины (какой?). А затем туда загоняем металл... но как? Центробег? На стыке формы - тальк? А если форма сложная и поднутрения есть? |
||
|
Offline |
|
|
Пользователь
Регистрация: 01.01.2007 Откуда: Мадрид Сообщений: 246 В друзьях у: 1 Голосов: 12 / 1 |
Добавлено: 13.02.2009 01:50:13
Я вот тоже как-то слабо представляю. Выходит , что лить придётся по одной вещи ? Процесс дешевле но дольше? Да и качество вещей из легкоплава оставляет желать лучшего.
С миру по иголке - нищему лом в спину...
|
|
Offline |
|
|
Пользователь
Регистрация: 24.12.2004 Откуда: г.Омск Сообщений: 2578 В друзьях у: 18 Голосов: 295 / 16 |
Добавлено: 13.02.2009 07:10:54
Нет не по одной, можно лить от одной. А вот пицца с наполнителем
|
|
Offline |
|
|
Пользователь
Регистрация: 01.01.2007 Откуда: Мадрид Сообщений: 246 В друзьях у: 1 Голосов: 12 / 1 |
Добавлено: 13.02.2009 11:42:12
Да, вот это вкусность ! Льют я так понимаю в центр. Тоесть самотёком. Поскольку это резина, то её наверное надо как-то прижимать в момент литья . ОЙ!
 Что-то я о страшном подумал! А это случайно не на проигрыватель кладут ? Типа центробег? Здорово! А как туда модельки запекаются ? Её надо потом разрезать? Вообще что это за резина ? Где её украсть можно ? Что-то я о страшном подумал! А это случайно не на проигрыватель кладут ? Типа центробег? Здорово! А как туда модельки запекаются ? Её надо потом разрезать? Вообще что это за резина ? Где её украсть можно ?
С миру по иголке - нищему лом в спину...
|
|
Offline |
|
|
Пользователь
Регистрация: 17.04.2008 Откуда: Москва Сообщений: 616 В друзьях у: 3 Голосов: 119 / 5 |
Добавлено: 13.02.2009 12:43:12
Совершенно верно, льют в центр во вращающуюся со скоростью до 1000 оборотов в минуту готовую пресс-форму. В данной технологии машина оснащена устройством, прижимающим с 2х сторон "пиццу" во время литья. Модельки запекаются на специальном же вулканизаторе, соответствующем размерам пресс-формы.Запекать можно как металлические, так и пластиковые (выращенные) модельки в низкотемпературную резину
(t вулканизации от 78 градусов).Технология проста, разрезать ничего не надо.В нижний блин по внешнему радиусу круга впекаются направляющие и в месте предполагаемого разделения "пиццы" сыпется тальк. Резину производит та же компания, что и сами центробеги. За более подробной информацией о том, где и как её можно приобрести пишите в личку |
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2053 В друзьях у: 11 Голосов: 83 / 7 |
Добавлено: 13.02.2009 20:53:46
Вот, собственно и весь комплект оборудования, которое нужно для литья легкоплавов и многого другого:
 Он состоит из пресса - вулканизатора (слева), центробежной литейки (в центре) и плавильной печи (справа). Для заливки используются круглые листы завулканизованной резины, как правило с диаметром 30 или 40 см, но бывают с диаметрами до 70 см. Толщина листа может также варьироваться, самый популярный - 1 см, но бывают и до 5 см. Большой диаметр все равно не позволяет разместить изделия в два ряда, поэтому он нужен для крупных изделий. Самый популярный - 30 см.  Нижний слой резины укладывается в пресс-форму, после чего укладываются мастер-модели, утапливаются до середины, облепляются более мягкой резиной в самых критичных местах. Если толщины листа недостаточно, набирается нужное количество слоев. Ставятся замки. После этого резина талькуется и сверху прижимается новый блин (или сколько их там потребуется). Питатели к изделиям на этом этапе не делаются, формируется центральный заливочный литник в верхней части пресс-формы с помощью специальной оснастки. Резина запекается в пресс-вулканизаторе, разделяется на две части по тальку, примы удаляют. 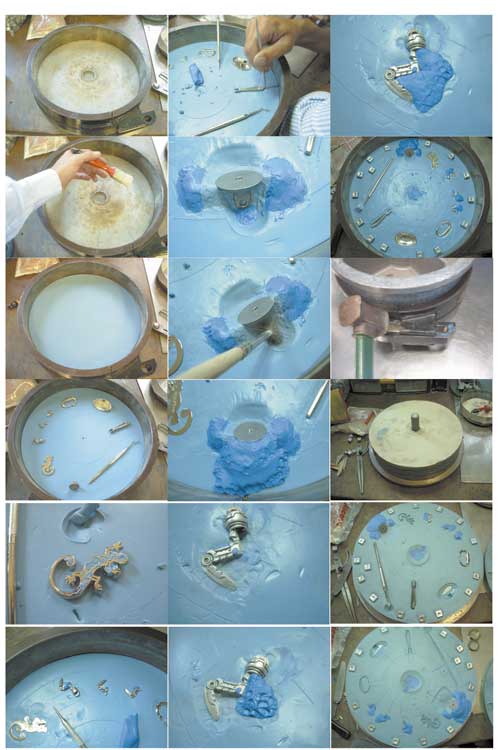 После этого начинается работа по вырезанию питателей и выпоров (для выхода воздуха из заливочных полостей). Кстати, дяденька - из Gucci, это он проходит отработку технологии литья для новых моделей каких-то пуговиц.  Процедура логичная и понятная - все питатели прорезаются скальпелем (или полукруглой стамеской по дереву) от центра, на входе в изделия они зауживаются, чтобы готовое изделие можно было отломить от питателей.  Вот еще иллюстрация, где все видно более-менее наглядно, в том числе и металл, вытекший по выпорам в специально прорезанные для этого канавки. Это свежераскрытый блин (или, как говорят итальянцы, пицца) :?  Литье более крупных и массивных изделий (статуэток, шкатулок, машинок, требует более толстых резиновых блинов и более серьезной работы по подготовке пресс-форм и их разрезке. Но, в принципе, отливается практически все.  Качество передачи деталей от прототипа до готового изделия вполне приличное. Модель для Сваровски. Прототип выращен на Вайпере, его же использовали для запекания, белый металл - литье, полученное в конечном итоге. До какой-либо обработки.  После галтовки, гальванической обработки и (если это необходимо), декорирования эмалями или стразами, изделия приобретают товарный вид.  Вот еще некоторые образцы. Рыболовная оснастка. Крючки устанавливаются в резину до заливки.  Здесь видны корпуса часов для Swatch Group.  Всевозможная бижутерия. Цепи отливаются целиком, а не по звеньям.  Брелки, пряжки, фурнитура. И птички, которые делаются для Картье  Можно отливать как больших, так и очень маленьких солдатиков.  Степень детализации и качество литья вполне достойно ювелирки.  На этом нераскрашенном зверьке видна проработка деталей. Его высота - менее 2 см.  На той же литейке можно лить полиуретаны - в этом случае резиновую пресс-форму предварительно прогревают и полимеризация идет около 2 минут при постоянном вращении.   То, что мне понравилось больше всего в свете ювелирных приложений - возможность лить инжекционный воск.  Система дает уникальный результат - воск заливается в расплавленном состоянии, вращение круга продолжается в течение 7 минут - до полного застывания воска. В силу центробежной подпитки воском, изделия получаются без утяжек, с хорошей проработкой, размеры восковок удивляют. Большинство из восковок, которые я увидел, вряд-ли возможно изготовить на каком-либо ювелирном инжекторе. Судите сами.  Диаметр пиццы - 40 см.  Этот тонкостенный дракон отливается из золота и им декорируется фарфоровая ваза. Важна не только проработка деталей, но и точный размер, а также форма обратной стороны, плотно прилегающая к поверхности вазы. Фарфор не подрихтуешь. Литниковая система для заливки металла сразу формируется в восковке - при отливке восковой модели на центробежке.  Ну и в завершение - несколько вариантов установок (по производительности). Самая простая система (литейка с установленным блином - в центре). После закрывания верхней крышки, сверху будет заливочная воронка (ее было видно на фотографиях, где заливали полиуретан и воск).  Более производительная система - полуавтомат на три сменных пиццы. Обслуживается одним оператором. Слева - пресс. Сзади - полка с пиццами.  Совсем быстрая машина - почти автомат на 8 пицц. Обслуживается одним оператором. Он извлекает отлитую пиццу, вынимает все литье, кладет ее на место, отламывает литники и бросает изделия в коробку, а литники на транспортер (справа), который сам забрасывает их обратно в плавильную емкость.  Ну и еще немного технических подробностей. О подводных камнях. Пресса и литейки, как водится, бывают двух видов - дешевые и те, на которых можно работать. Поясню. Как при вулканизации, так и при литье в этой технологии, очень важна равномерная и неизменная сила прижатия верхней и нижней частей пресс-формы в течение всего процесса. Тем более, что в ходе этих процедур объем резины в пресс-форме увеличивается в силу нагрева, химических реакций (в ходе вулканизации), вливания горячего расплава и пр. Если прижатие изначально недостаточно, будет облой, если избыточно, будет сплющивание или потеря формы литых деталей, сдвиги, опять же облой, усадка и прочие неприятности. Путей решения только два. Первый похож на струбцину и на типичный ювелирный пресс-вулканизатор, который зажимают винтом, чаще всего по наитию. Второй придуман и запатентован Nicem, давление прижатия создается сжатым воздухом, совмещенным с ресивером сообщающимися сосудами, поэтому независимо от стадии процесса, давление прижатия одинаково, при необходимости пластины пресса немного расходятся, пока давление в ресивере и в системе не выравняются. Разница в цене - порядка 2-3 тыс евро на установку. Разница в качестве - на дешевых машинах можно замечательно лить номера квартир для дверей, дверные ручки, некоторые простые технические детали, при определенном навыке - простейшую фурнитуру. Добиться ювелирного качества можно только на хорошо продуманном и добротно сделанном оборудовании. Впрочем, я вряд-ли кого этим выводом удивил Вот такой вот отчет о загранкомандировке получился. Ну и антикризисная информация к размышлению. Надеюсь, кто-нибудь откроет себе новую тему для размышлений. |
|
Offline |
|
|
Пользователь
Регистрация: 01.01.2007 Откуда: Мадрид Сообщений: 246 В друзьях у: 1 Голосов: 12 / 1 |
Добавлено: 13.02.2009 22:54:36
Красотень-то какая ! Мерси за репортаж - очень поучительно и на размышления наводит. Про цену на такие машинки спрашивать как-то смешно . Наверное очень смешная.
А нука я теперь поиздеваюсь  Где тут моя ложечка этого самого ... Так, запекать можно в духовке или гриле - пару алюминиевых дисков , ободок и струбцинки. Отливать так это моторчик от дворников или ещё какой подойдёт. От стиральной машины например. Как плавить. А в сковородке. Повредничал и даже полегчало как-то. Зависть это всё. Белая белая. Значит всё упирается в резину волшебную. Сколько стоит, при какой температуре вулканизируется и какую держит при заливке. А, ну да - и где её нарыть можно. Где тут моя ложечка этого самого ... Так, запекать можно в духовке или гриле - пару алюминиевых дисков , ободок и струбцинки. Отливать так это моторчик от дворников или ещё какой подойдёт. От стиральной машины например. Как плавить. А в сковородке. Повредничал и даже полегчало как-то. Зависть это всё. Белая белая. Значит всё упирается в резину волшебную. Сколько стоит, при какой температуре вулканизируется и какую держит при заливке. А, ну да - и где её нарыть можно.
С миру по иголке - нищему лом в спину...
|
|
Offline |
|
|
Пользователь
Регистрация: 03.02.2006 Откуда: Минск Сообщений: 57 В друзьях у: 0 Голосов: 1 / 0 |
Добавлено: 13.02.2009 23:01:29
Я прямо уже бизнес-план в голове выстроил...
Есть еще пара вопросов по материалам. Какие сплавы используют для заливки? С какой максимальной температурой плавления можно работать на таких установках? Может это и будет рекламой, но мне интересны конкретные названия резин используемых для вулканизации и возможность их приобретения у Вас. Ести ли среди этех резин двукомпонентные, отверждаемые с помощью катализатора при комнатной температуре? |
|
Offline |
|
|
Пользователь
Регистрация: 23.07.2007 Откуда: Москва Сообщений: 359 В друзьях у: 0 Голосов: 1 / 1 |
Добавлено: 14.02.2009 00:01:58
Не все конечно так гладко как может показаться....все резины и оборудка в лассо есть,правда цена вопроса.
В принципе из оловяхи можно работать:  и это тоже олово: 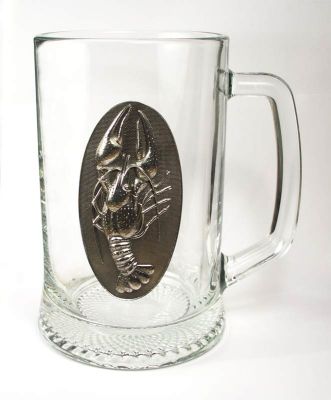 В хорошем разрешении эти фото тут: Вобщем, если кому надо можем помочь с этим делом.
Проблем нет! Есть цели и задачи.
|
|
Offline |
|
https://www.traditionrolex.com/13