Уважаемые участники и гости форума! Предлагаю начать обсуждение 4-х координатных станков для ювелирного и сувенирного моделирования Украинского производства! Все вопросы владельцев станков, потенциальных покупателей и интересующихся лиц - будем рассматривать и обсуждать в этой теме.
-Isengrim-, Плюсанул! Все верно, насчет юстировки станка, каждый ее делает под свои задачи, у производителя задача продать станок, а у пользователя вырезать модель. А вот модели разные бывают и требования к ним тоже разные, поэтому юстировкой можно бесконечно заниматься А вообще станки такого класса нужно конечно периодически проверять и юстировать, ну скажем раз в полгода... Беда в том, что ведет дюралий со страшной силой На счет стола: так его параллельность важна при резке вне поворотки, если резать в четвертой оси, то можно вроде как обойтись параллельностью Х к А Если резать на столе в 3х осях, можно приладить фальшстол и уже его запараллелить как надо. Я тоже занимаюсь перфекционизмом с повороткой периодически, когда нужна супер точность Уже все станки просверлил и резьб нарезал, для юстировочных болтиков, целую кучу Тут главное вовремя остановиться , потому как перфекционизм хорош в меру...
(шнэк 07.08.2017 10:05:36)юстировать, ну скажем раз в полгода..
Это вы лихо сказали я каждую неделю делаю зарезы и что то куда то убегает, а вы раз в полгода не тот класс станков, чтоюы раз с полгода юстировать. Там кроме алюминия много что меняется постоянно.
Возраст станка по видео могу определить без проблем) 1. Шпиндель. Он у нас 2 года как изменился в комплектации. 2. Поворотка. Она 1.5 года как изменилась. 3. Маркировка плиты с держателем шпинделя.
В целом многие изменения уже произошли за последние 2 года. Учитывая что мы не стоим на месте и постоянно стараемся что-то модернизировать. Если будет интересно, смогу расписать подробно какие изменения произошли с нашими станками за последнее время.
Если нужна будет какая-то помощь или дополнительная информация по настройке могу напрямую Вас состыковать с ребятами с участка сборки и настройки. Они у нас иногда подключаются к процессу тех поддержки. Но думаю если на 80 мм фрезеровки у Вас нет расхождения, то и на 100 мм его не будет.
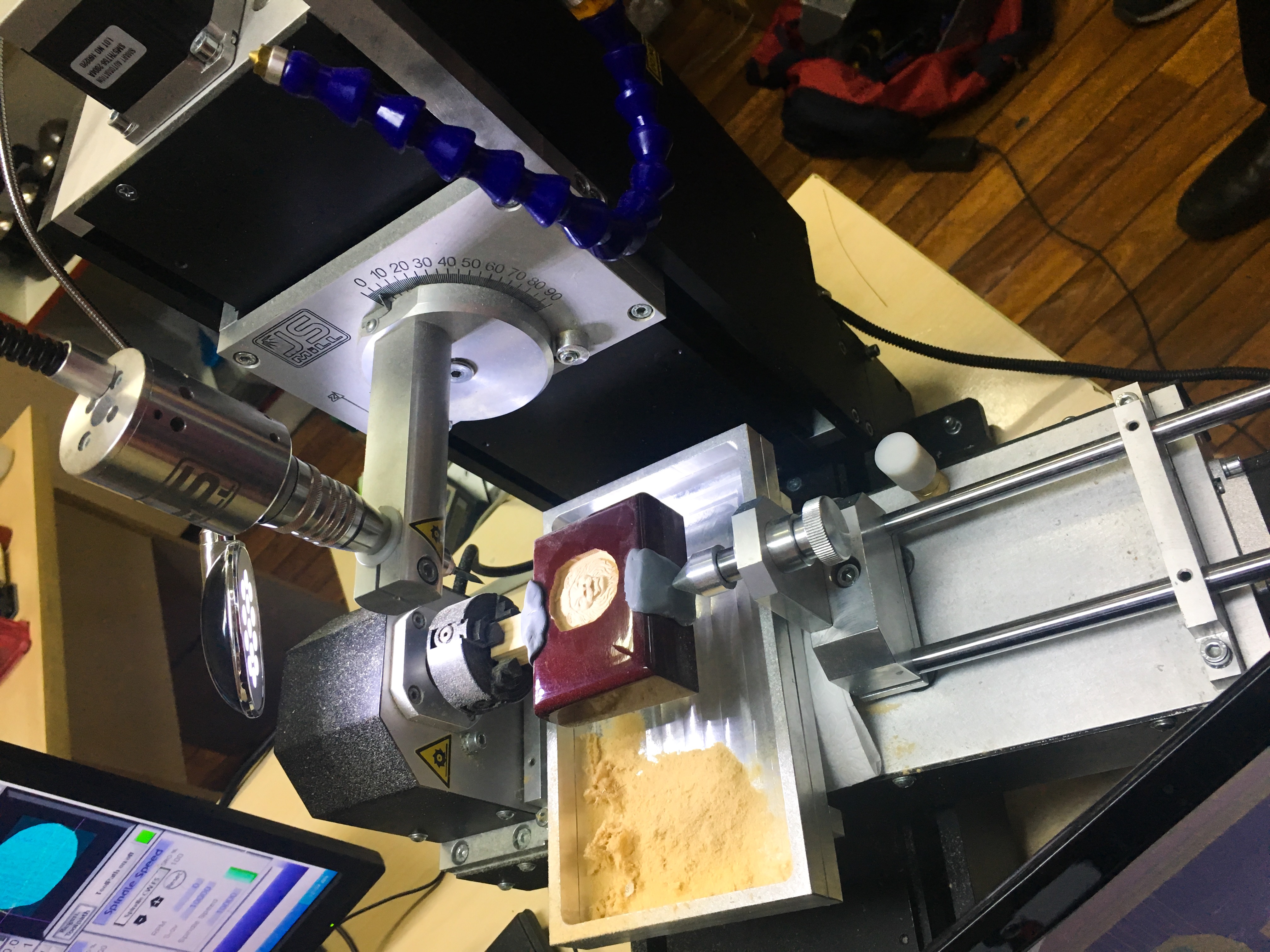
И выложу немного фото для поддержания беседы
Заморский пользователь наших станков спрашивает:
- А мощет на дэрэвяной коробощке он щто-небудь вирезать?
Отвечаем: - Может! И реализовываем в таком виде фрезеровку по готовому изделию
Профессия изначально должна быть актом любви. И никак не браком по расчету.
(-Isengrim- 07.08.2017 04:14:35)Мне очень интересно было быузнать, думаю и другимфорумчанам тоже.
В вашем случае с юстировкой поворотки приходится полагаться на две вещи: 1) это идеальная параллельность скалки 2) это идеальная соосность скалки и оси поворотки(редуктора) Когда эти две погрешности накладываются друг на друга, результат может быть не предсказуемым Первый раз юстировал поворотку ,очень давно, по торцевым запилам на воске фрезой с пяткой 0.05( у самого редуктора и на расстоянии 100мм отнего), результаты проверял под самым большим увеличением микроскопа. Так вот этот метод оказался самым трудоемким но и самым точным, добился параллельности в 5 микрон на 100мм. Но самым сложным оказалось удержать этот результат при физическом прикручивании редуктора к столу станка А через месяц эти 5 микрон превратились в 2 сотки, видимо прикрученный редуктор нашел себе "новое место" на столе, вот такие пироги бывают с дюралием А если взять станок в руки и обойти с ним вокруг стола, а затем поставить на место, то индикатор покажет уже совсем другие цифры . Данной конструкции нужна дополнительная жесткость, прикрутили бы вы его к гранитной плите хотябы, или к чугунной и намертво, а потом уже отьюстировали. Сможете потом уже по столу его двигать, не боясь потерять все настройки.(дружеский совет, не более..)
1. Изменилась поворотная координата. За счет периодичности выработки на червячной передаче появлялись люфты и недовороты на поворотной оси. В следствии - замена червячной пары. Вместо червяка стали ставить ременную передачу. Хотя в некоторых случаях клиенты просят поставить червяк из-за большей жесткости.
2. Внесли изменения для быстрого монтажа шаговых двигателей. Все соединения на металлических разъемах с затяжкой. Точно так же поступили с соединением шпинделя.
3. Направляющие. Катаные валы были 12, а стали 16. Это в любой комплектации станка. Т.е. повысилась жесткость конструкции и ушли от возможности прогиба или деформации стола.
4. На столе появились отверстия для удобства юстировки.
5. Сделали вынос салазок для упорной бабки, тем самым немного увеличив зону обработки по Х.
6. Полностью поменяли структуру внутренней электроники. Все драйвера отдельно под каждый ШД с возможностью быстрой замены не требуещей специальных навыков.
7. Запустили комплектацию станка на ШВП с бесколлекторным двигателем и системой полива.
8. Добавили съемное крепление на шпиндель для установки токарных резцов.
9. Как опцию, запустили возможность доукомплектации станка приспособлением для токарной обработки.
* Сейчас в разработке сменный фальш-стол для жесткого крепления заготовок для последующей гравировки. * Так же сейчас в разработке оснастка-крепление для гравировки на сферических формах.
Ну и про всякие мелочи я вообще не буду говорить - это не столь важно
Профессия изначально должна быть актом любви. И никак не браком по расчету.
Dmitry (ARDI), Спасибо за полные профессиональные ответы. Покажусь нескромным, но можно уточнить два момента. Как выглядит теперь поворотка на ременной передаче, изменились ли из-за ремня габариты. Буду признателен за фото. И как у вас устроена система полива, я имею ввиду помпа автоматическая или нет, как подключена. Ну а в остальном все изменения очень важные.
Поворотка в габаритах немного изменилась. Стала немного шире и выше. При повороте увеличилось рабочее поле. Фотографию внутри не буду показывать, так как это является нашей коммерческой информацией.
Система полива без подключения помпы. Реализована по принципу капельницы. Включает в себя емкость для СОЖ, рукав для регулировки подачи, кран регулировки, поддон для сбора. Так же поддон служит для сбора стружки без участия полива.
Профессия изначально должна быть актом любви. И никак не браком по расчету.
Приобрёл ваш станок. Недавно начал разбираться и понял, что мне нужна помощь, чтобы понять как всё это должно работать. С кем можно связаться и кто может помочь поэтому поводу?
Все кто у нас приобретают станки внесены в единую базу и подключены к техподдержке. Напишите пожалуйста всю информацию, какой станок, какой комплектации и когда приобретали. Я Вас подключу к ребятам - все организуют. Пишите мне в ЛС, либо на почту info@jsmill.com.ua
Профессия изначально должна быть актом любви. И никак не браком по расчету.
Всем привет, счастливые обладатели станка с ременным редуктором для поворотки, подскажите пожалуйста параметр steps per. По моим подсчетам он составляет 35,555555555, но хочется свериться )
Я даже не поленился посмотрел пару видео фрагментов...
Не понимаю, что Вас заставляет проделывать самому все эти сложные действия. Думаю у Вас должны быть Контакты нашей службы тех.поддержки, а они в свою очередь должны контролировать каждый шаг Ваших действий для дальнейшей работоспособности станка.
По поводу отверстий для установки редуктора, то они в более новых версиях станка выполнены с изменениями. И этот момент где-то был не учтён. Вы можете сделать замер от центра до центра в вашем станке, а мы в свою очередь вышлем Вам новую плитку с подходящими по вашей конфигурации отверстиями для посадки.
Думаю проще было бы озвучивать проблемы с которыми Вы сталкиваетесь нашей службе тех.поддержки и получать в ответ решения Ваших вопросов, а не тратить кучу времени на видео-отчеты в Ютьюбе
И кстати... Продайте старый станок и купите новый. В последних версиях станков существенные различия по сравнением с предшественником
Профессия изначально должна быть актом любви. И никак не браком по расчету.


 я каждую неделю делаю зарезы и что то куда то убегает, а вы раз в полгода
я каждую неделю делаю зарезы и что то куда то убегает, а вы раз в полгода