Добрый день, уважаемые мастера!
Помогите пожалуйста найти решение. Стоит задача изготовить специфический циферблат для наручных часов с 3d текстурами.
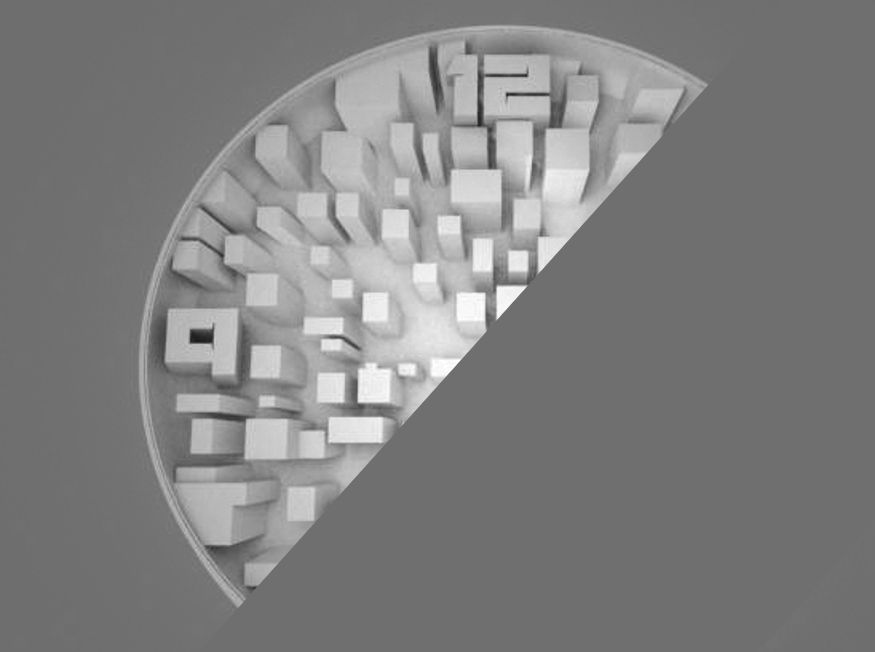
В диаметре он 37.5мм, высота текстур около 2мм.
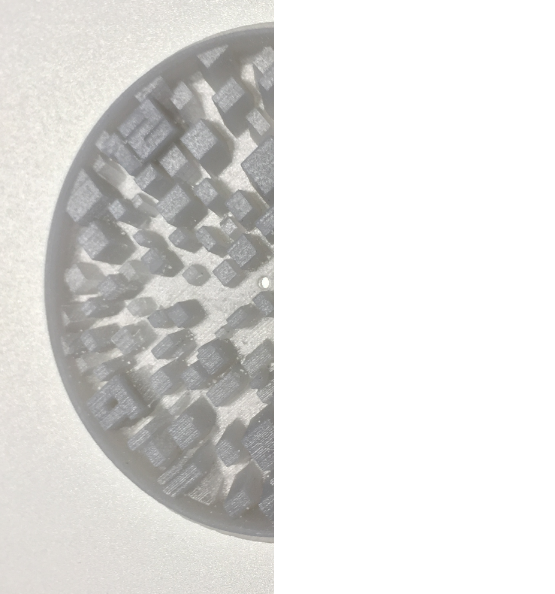
Перепробовали почти все доступные 3д принтеры и всё не подходит - то слишком видны слои, то всё расплывается и теряется детализация (как например на фото ниже с уголками внутри цифр - их просто нет). Но печатали только в пластике, воском не пробовали.
Единственный удовлетворительный результат получился на принтере Envisiontec с разрешением xyz 30х30х25 микрон.

Но более не могу найти хоть кого-нибудь с такими возможностями.
Да и проблема данного подхода - усадка по осям разная - вместо круга 37.5 получилось яйцо с 37.5 по вертикали и 37.3 по горизонтали, что для часов оказалось неприемлимо.
P.S. Приходится печатать под углом, а не в плоскости - так повышается детализация. Проверено на всех принтерах.
Появилась идея обратиться к ювелирным мастерам для повышения качества.
Уважаемые профессионалы, скажите пожалуйста, реально ли:
1) Изготовить данный образец путем фрезерования (как, например, предлагает ZBit c 5-ю осным MIRA6) или 3д печати (как, например, ProJet MJP 2500W) и ручной доводки детали до максимально близкого к компьютерной модели? Главное - сохранить геометрию, толщины, как можно острые края и мелкие детали.
Может стоит сделать разборную модель, а не целиковую?
2) Найти мастера, готового взяться за данную задачу.
В случае успешного решения задачи будет продолжение сотрудничества.
Заранее всем большое спасибо за помощь!
Развернуть ⇓
Помогите пожалуйста найти решение. Стоит задача изготовить специфический циферблат для наручных часов с 3d текстурами.
В диаметре он 37.5мм, высота текстур около 2мм.
Перепробовали почти все доступные 3д принтеры и всё не подходит - то слишком видны слои, то всё расплывается и теряется детализация (как например на фото ниже с уголками внутри цифр - их просто нет). Но печатали только в пластике, воском не пробовали.
Единственный удовлетворительный результат получился на принтере Envisiontec с разрешением xyz 30х30х25 микрон.
Но более не могу найти хоть кого-нибудь с такими возможностями.
Да и проблема данного подхода - усадка по осям разная - вместо круга 37.5 получилось яйцо с 37.5 по вертикали и 37.3 по горизонтали, что для часов оказалось неприемлимо.
P.S. Приходится печатать под углом, а не в плоскости - так повышается детализация. Проверено на всех принтерах.
Появилась идея обратиться к ювелирным мастерам для повышения качества.
Уважаемые профессионалы, скажите пожалуйста, реально ли:
1) Изготовить данный образец путем фрезерования (как, например, предлагает ZBit c 5-ю осным MIRA6) или 3д печати (как, например, ProJet MJP 2500W) и ручной доводки детали до максимально близкого к компьютерной модели? Главное - сохранить геометрию, толщины, как можно острые края и мелкие детали.
Может стоит сделать разборную модель, а не целиковую?
2) Найти мастера, готового взяться за данную задачу.
В случае успешного решения задачи будет продолжение сотрудничества.
Заранее всем большое спасибо за помощь!
Изменено:
- 29.01.2019 18:17:56
