Всем привет..сначала не в ту тему запостил свой вопрос..
Имеем такой брак в литье..поменяли уже наверное все..фм в основном ск20,но пробовали и другую..на ск20 последнее время стали замечать косяки при замешивании в миксере(ниже на фото,к миксеру магнит приклеили скотчем)..может фм бракованная?интересует ваше мнение..литье на индутерм 650 и на 600,дефекты одинаковые..
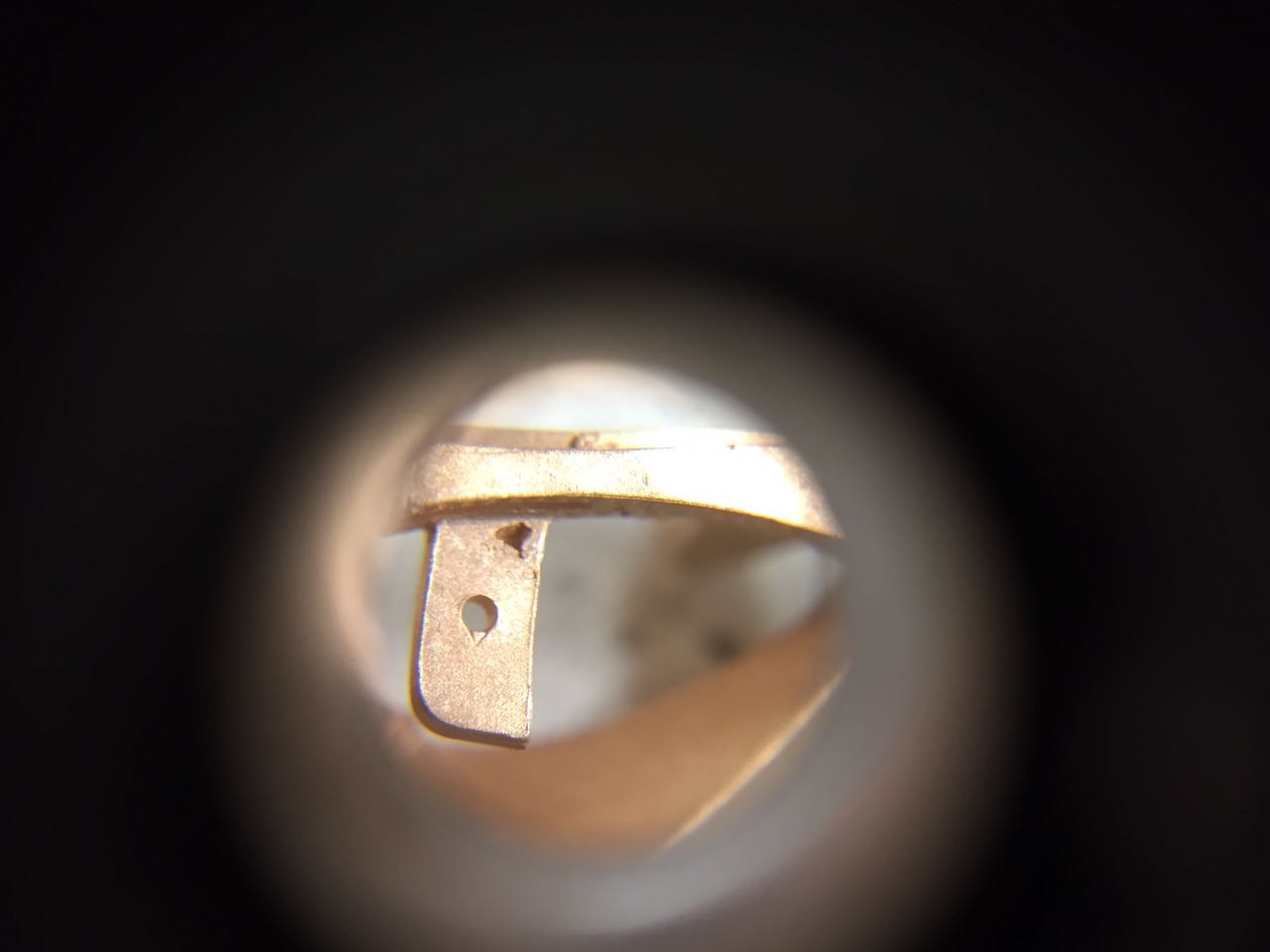
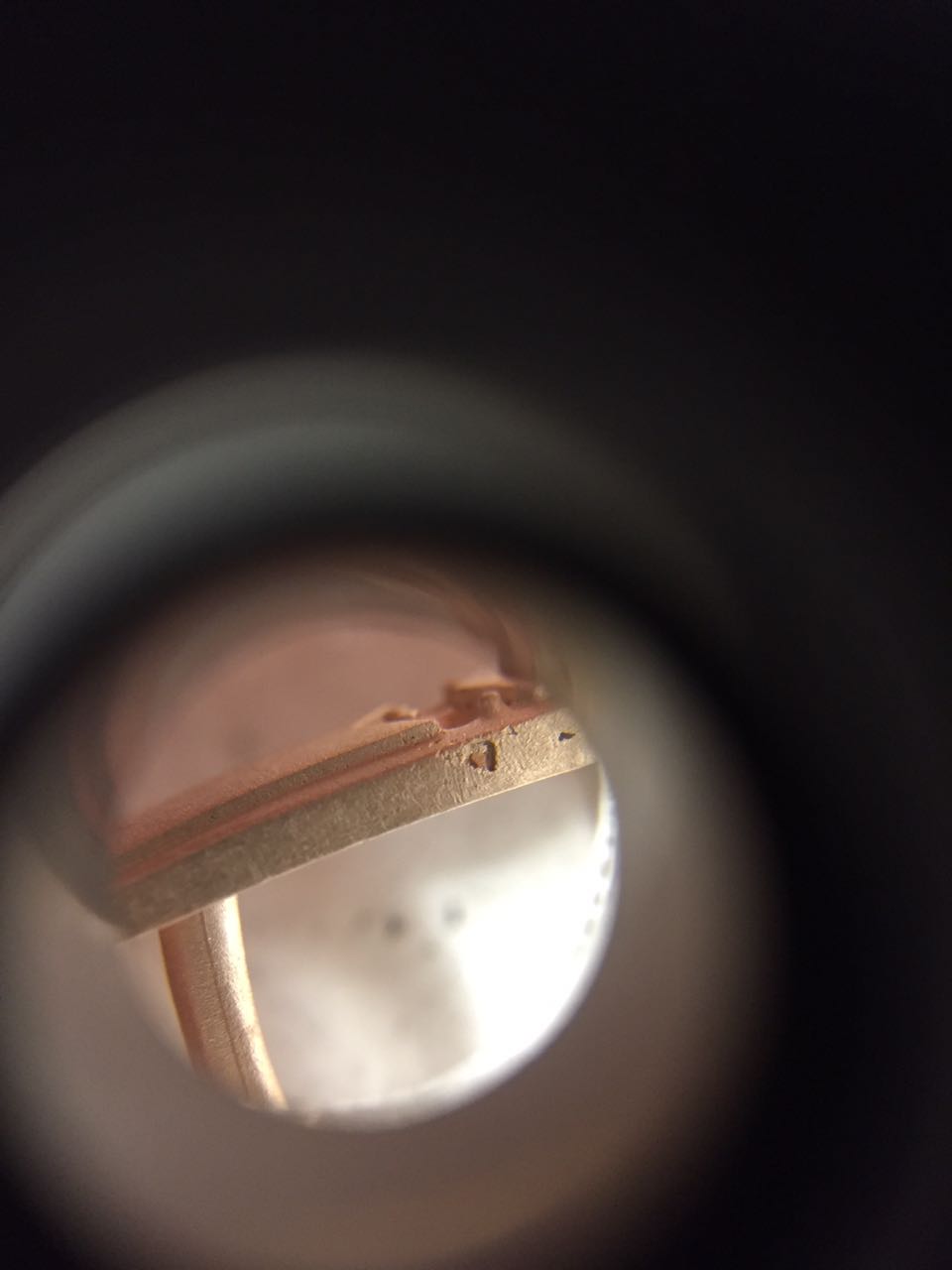
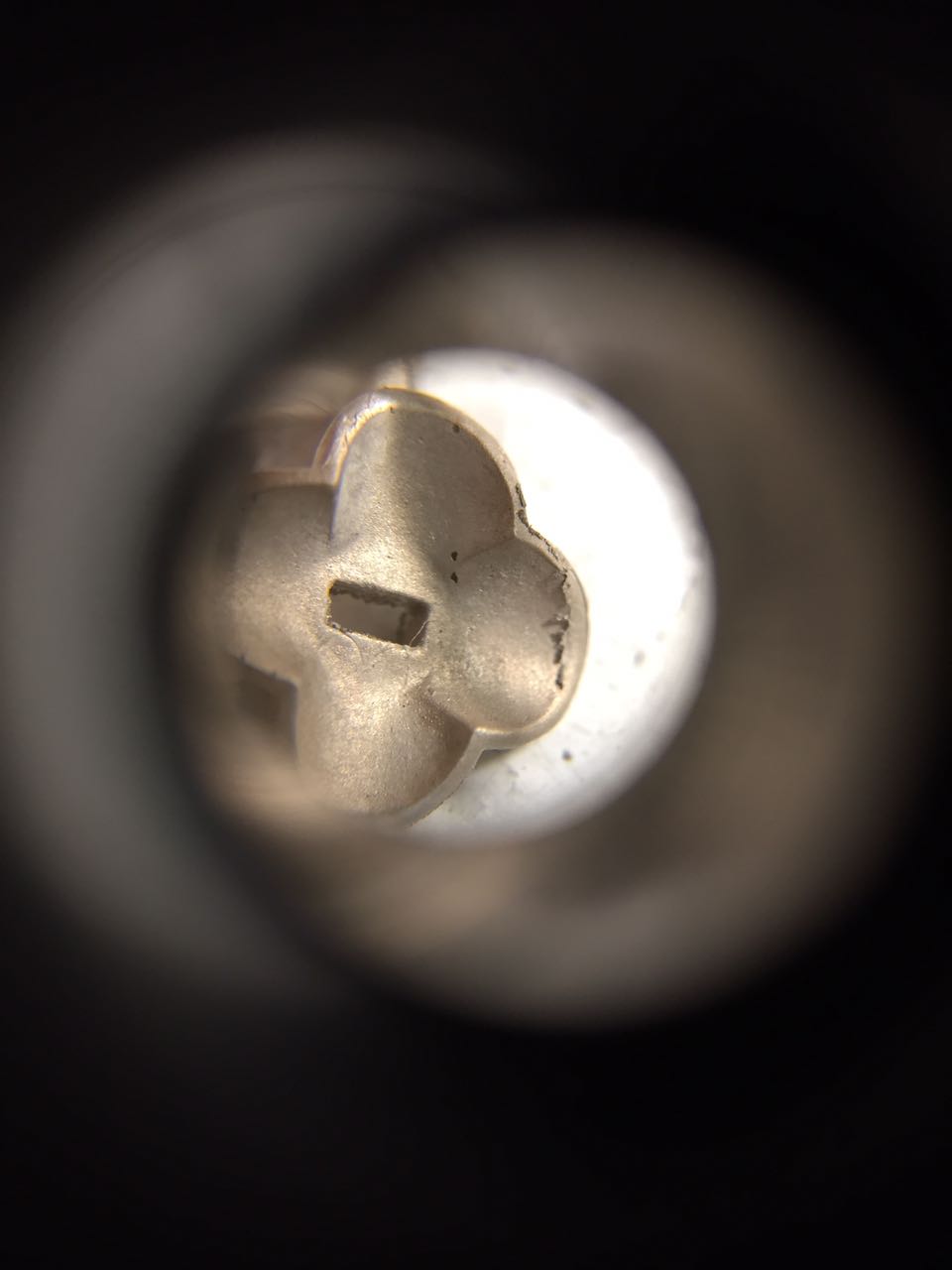
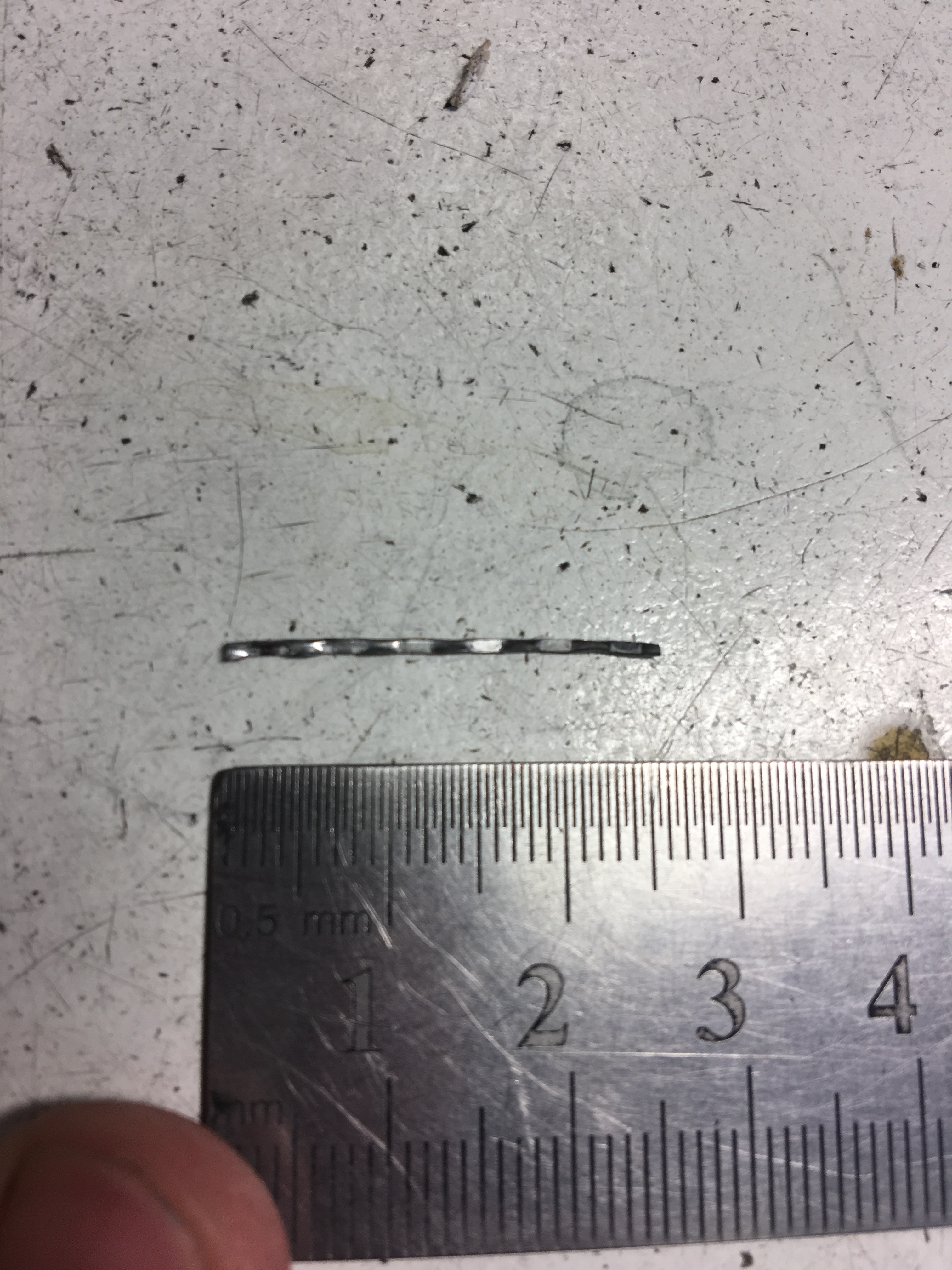

Имеем такой брак в литье..поменяли уже наверное все..фм в основном ск20,но пробовали и другую..на ск20 последнее время стали замечать косяки при замешивании в миксере(ниже на фото,к миксеру магнит приклеили скотчем)..может фм бракованная?интересует ваше мнение..литье на индутерм 650 и на 600,дефекты одинаковые..
Изменено:
- 01.03.2017 20:44:22




