День добрый уважаемые)Столкнулись тут с проблемой отливки одного кулона. Оговорюсь...это не мой кулон, но очень хочется помочь человеку. Уже и так достаточно влетел он с ним ... вкратце...отливали уже 3 раза. Золото белое..никелевое.. Льем на самодельном вакууме...сперва на его лили(но у него сифонит откуда тока не лень), вчера и сегодня на моей литейке лили...у меня ничего не сифонит и проблем с вакуумом нет.
Металл чистяк...лигатурился никелевой лигатурой..марку не скажу, потому как...в магазине сами не знают...но раньше с ней работали. кстати вот кролик в теме про чпу стриж тоже лился из этой лигатуры.так что думаю все нормально там с нею.
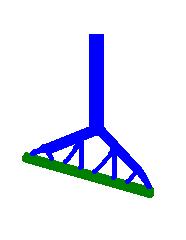
Кулон 45 мм диаметр. 1.3 мм толщина металла + корнера и касты ... выложу фотки 3 отливок...первую делали донным способом...плавили прям в опоке и открывали кран...потом по совету одного форумчанина переделали систему на система розлива из тигля. Печка у него СНОЛ..не знаю модель, но знаю, что врет...пирометра не имеем. Щас тока с улицы..жарко..может что то упущу...вы спрашивайте..я бы дал все информацию кроме температуры металла....его плавим в тигле на глазок...понимаю, что металл не проливается...советовали сделать сзади этой модели стояк и уже от него расположить литники, но проблема в том, что вес отливки будет за 70+ гр ... мы горелкой столько не сможем расплавить....вес этих отливок 46-50 гр. Задача....добавить что то...пока не знаю что, чтобы сделать расплав более текучим...может есть у кого какие решения?палками и камнями не кидаться...)плавильной печки для металла не имеем.
первый раз они вроде лили на 720 гр. температура опоки...многовато. второй раз на 680..сегодня на 650...ну сеня чета с металлом тупанули...слишком долго расплавляли..бензин у нас закончился в бачке:(опока где то минуты 3 в стакане стояла..подостыла наверное:(
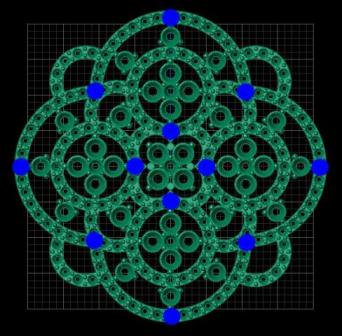
прилагаю фотки первой отливки:
Металл чистяк...лигатурился никелевой лигатурой..марку не скажу, потому как...в магазине сами не знают...но раньше с ней работали. кстати вот кролик в теме про чпу стриж тоже лился из этой лигатуры.так что думаю все нормально там с нею.
Кулон 45 мм диаметр. 1.3 мм толщина металла + корнера и касты ... выложу фотки 3 отливок...первую делали донным способом...плавили прям в опоке и открывали кран...потом по совету одного форумчанина переделали систему на система розлива из тигля. Печка у него СНОЛ..не знаю модель, но знаю, что врет...пирометра не имеем. Щас тока с улицы..жарко..может что то упущу...вы спрашивайте..я бы дал все информацию кроме температуры металла....его плавим в тигле на глазок...понимаю, что металл не проливается...советовали сделать сзади этой модели стояк и уже от него расположить литники, но проблема в том, что вес отливки будет за 70+ гр ... мы горелкой столько не сможем расплавить....вес этих отливок 46-50 гр. Задача....добавить что то...пока не знаю что, чтобы сделать расплав более текучим...может есть у кого какие решения?палками и камнями не кидаться...)плавильной печки для металла не имеем.
первый раз они вроде лили на 720 гр. температура опоки...многовато. второй раз на 680..сегодня на 650...ну сеня чета с металлом тупанули...слишком долго расплавляли..бензин у нас закончился в бачке:(опока где то минуты 3 в стакане стояла..подостыла наверное:(
прилагаю фотки первой отливки: