По многочисленным просьбам открываю эту тему.
В ней, с вашей помощью будут показаны и описаны приспособления для четырех осевых
фрезерных станков расширяющие их функциональные возможности.
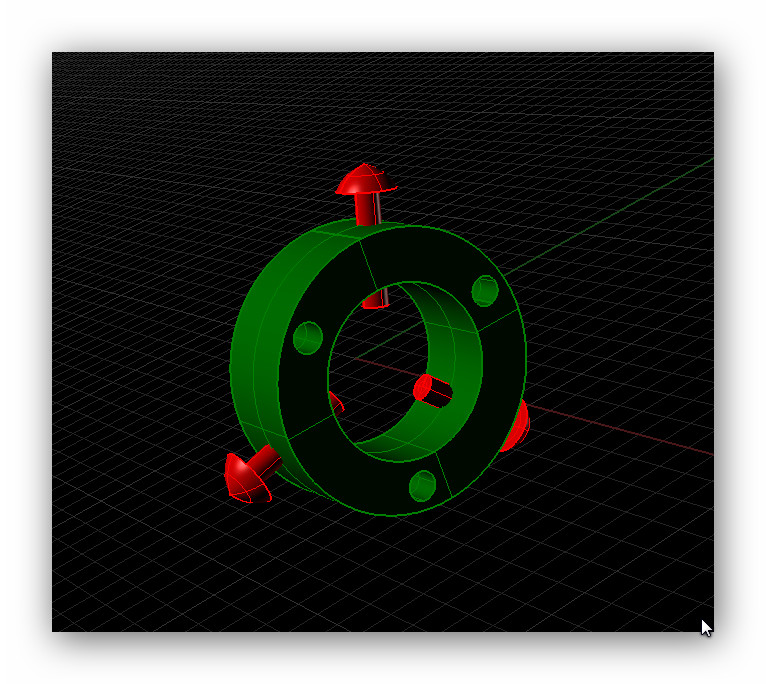
Одно из приспособлений Flip Flop.
Flip Flop добавляет четырех координатному станку, пятую координату которая работает в индексном режиме. В результате вы можете реализовать 5ти осевую фрезеровку модели на четырех координатном станке.
Низкая стоимость изготовления приспособлении, думаю 10 - 300$, позволяет значительно сэкономить средства при покупке или эксплуатации станка.
Судите сами, четырех осевой станок стоит 2000-10000$ плюс стоимость приспособления
300$, а это 10300$ максимум, меньшем чем 20000$ за пяти осевой.
А при нынешнем кризисе в Европе, такая экономия весьма актуальна.
такая экономия весьма актуальна.
И так фото устройства
Развернуть ⇓
В ней, с вашей помощью будут показаны и описаны приспособления для четырех осевых
фрезерных станков расширяющие их функциональные возможности.
Одно из приспособлений Flip Flop.
Flip Flop добавляет четырех координатному станку, пятую координату которая работает в индексном режиме. В результате вы можете реализовать 5ти осевую фрезеровку модели на четырех координатном станке.
Низкая стоимость изготовления приспособлении, думаю 10 - 300$, позволяет значительно сэкономить средства при покупке или эксплуатации станка.
Судите сами, четырех осевой станок стоит 2000-10000$ плюс стоимость приспособления
300$, а это 10300$ максимум, меньшем чем 20000$ за пяти осевой.
А при нынешнем кризисе в Европе,
такая экономия весьма актуальна.И так фото устройства

Изменено:
- 07.09.2012 23:51:08
CNC Magic the best of the world's tool for jewelers.
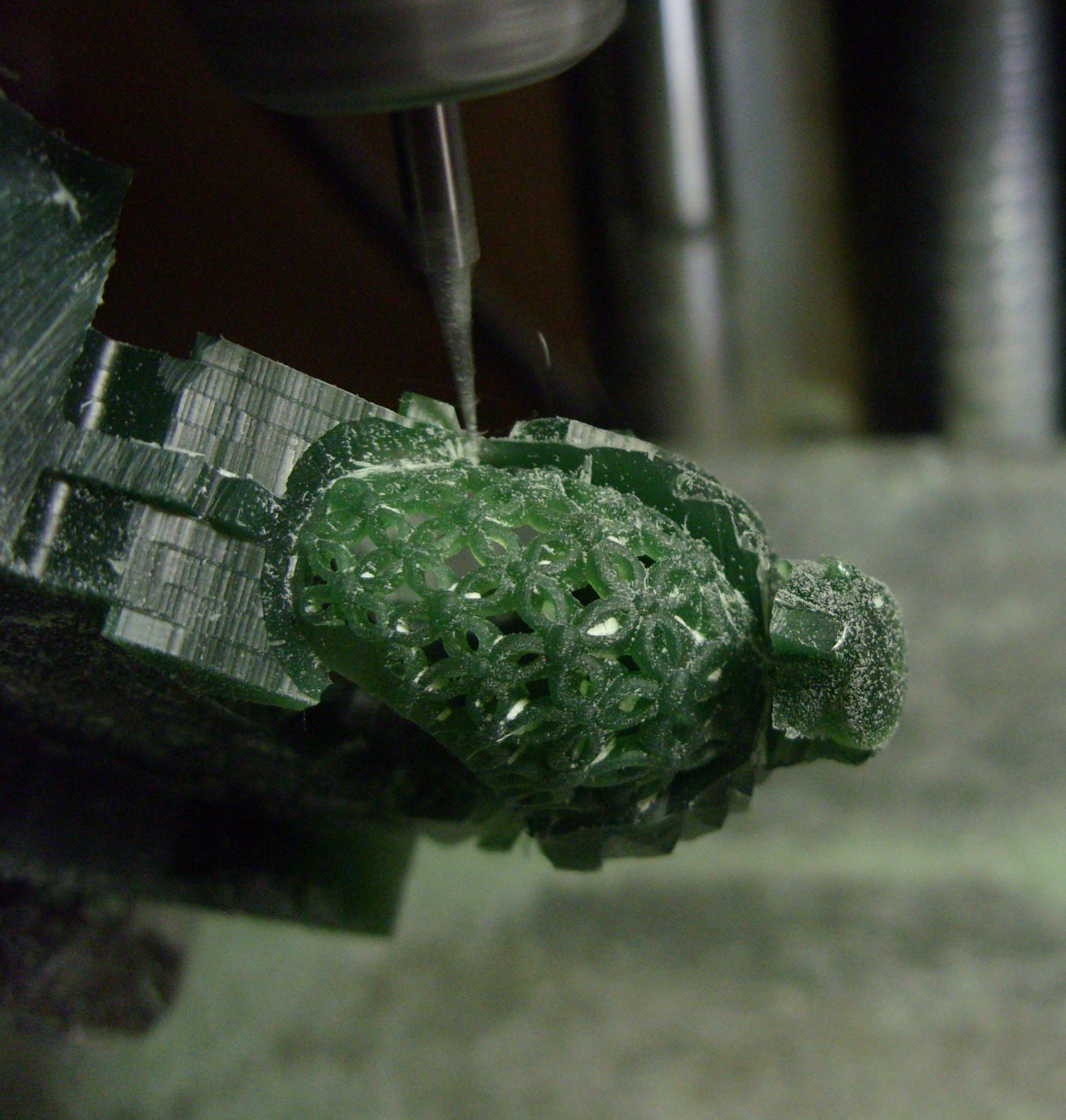
 У Роланда есть два положения шпинделя по оси Z
У Роланда есть два положения шпинделя по оси Z