Вчера шеф смотрел ее живьем на Евромолд
Развернуть ⇓
Я люблю всех людей! но некоторых с майонезом!
|
Пользователь
Регистрация: 10.02.2005 Откуда: Sydney Сообщений: 327 В друзьях у: 0 Голосов: 5 / 0 |
Добавлено: 30.11.2011 04:37:46
Вчера шеф смотрел ее живьем на Евромолд
Развернуть ⇓
Я люблю всех людей! но некоторых с майонезом!
|
|
Offline |
|
|
Пользователь
Регистрация: 29.08.2011 Откуда: Пятигорск Сообщений: 1040 В друзьях у: 6 Голосов: 72 / 6 |
Добавлено: 18.06.2014 20:01:49
igorzh,
сообщение на этой странице под номером 302 и 303 там отлитый перстень . |
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2056 В друзьях у: 11 Голосов: 84 / 7 |
Добавлено: 19.06.2014 00:17:19
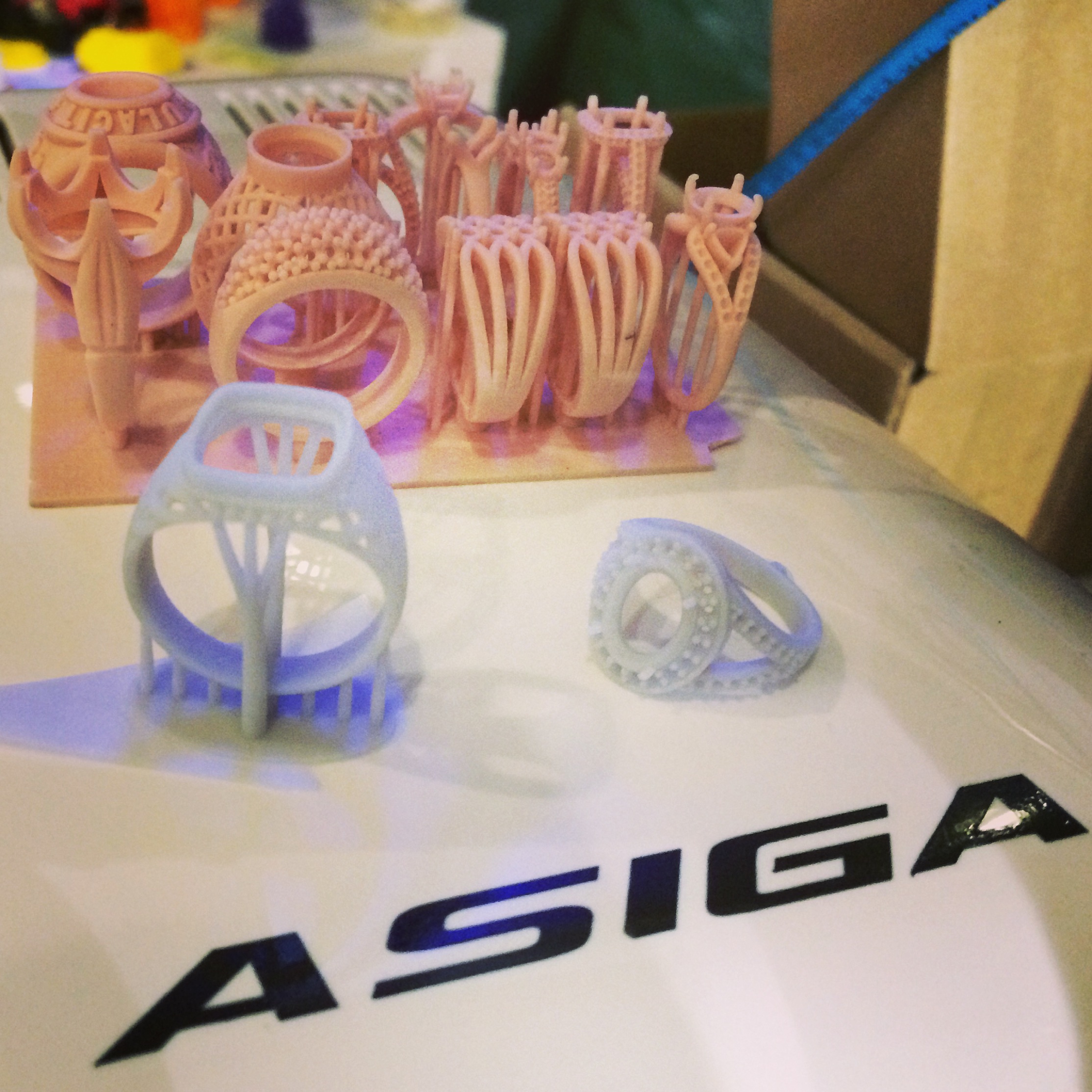 Модели на переднем плане выращены на маленькой Asiga Freeform 39 сегодня - на стенде. Модели из розового полимера выращены на Asiga Pro 50, в обоих случаях шаг по оси Z составил 25 мкм.   |
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2056 В друзьях у: 11 Голосов: 84 / 7 |
Добавлено: 19.06.2014 00:29:07
Елка, отлитая из белого золота с низким содержанием никеля.
Прямое литье из полимера. У клиента из полимера более-менее удовлетворительно отливалось серебро, использовал установку Indutherm MC-15. Были проблемы именно с белым золотом - рыхлая поверхность и поры. Изменили литниковую систему и отлили на Neutec Jzp (что позволило опустить температуру металла при литье на 80 градусов - до 1030 С). Вслед за принтером клиент заказал и литейку   |
|
Offline |
|
|
Пользователь
Регистрация: 18.06.2014 Откуда: Санкт-Петербург Сообщений: 66 В друзьях у: 0 Голосов: 1 / 2 |
Добавлено: 19.06.2014 01:35:38
serg,
Ну вот уже что-то... Скажите, а в Питере ведь есть представительство? Мне надо сделать пробу, с моего файла, прежде чем брать... |
|
Offline |
|
|
Пользователь
Регистрация: 14.11.2010 Сообщений: 277 В друзьях у: 2 Голосов: 13 / 2 |
Добавлено: 19.06.2014 02:09:09
Неоднозначное фото. Когда фото отливки обрабатывают (и весьма неумело) в Фотошопе, это настораживает. Можно увидеть то же фото, только без применения фильтров размытия?
|
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2056 В друзьях у: 11 Голосов: 84 / 7 |
Добавлено: 19.06.2014 02:15:21
igorzh,
Присылайте файл на мыло support@lasso.ru, одну модельку вырастим на пробу бесплатно. Сейчас есть возможность вырастить на обеих машинах, укажите, какая установка, какой полимер и какое разрешение Вам предпочтительны. Вырастим в Москве, передадим в Питер. |
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2056 В друзьях у: 11 Голосов: 84 / 7 |
Добавлено: 19.06.2014 02:23:58
alfaurum,
Фото мое, сделано на iPhone 5s, получилось то, что получилось. Одна модель с елки не попала в границы резкости, но попали другие. С фотошопом я не очень дружу, максимум - могу сделать Crop, использовать цветовой фильтр и адаптировать фото для сети (облегчить с помощью Мастера). Но тут и этого не делал, это фото залил вообще без обработки. |
|
Offline |
|
|
Пользователь
Регистрация: 28.06.2005 Откуда: Москва Сообщений: 2244 В друзьях у: 12 Голосов: 426 / 102 |
Добавлено: 19.06.2014 08:23:28
Serg, на фото отлитой елки уж очень мощная литниковая система. И это для тонких, сравнительно, моделей. Для более или менее мощной печатки тогда какие нужны будут литники?
Не везду возможны такие литники. Посмотрите на фото, даже у плоской накладки, которая так проливается с одного тонкого канала, сзади более 12 каналов литья. Монтировщики будут просто плакать от радости. Это хорошо, что клиент купил и литейку. Но я бы не стал . Serg, поздравляю вас с удачными продажами. |
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2056 В друзьях у: 11 Голосов: 84 / 7 |
Добавлено: 19.06.2014 10:08:54
RP-design,
Вы заметили наверное, что литниковая система припаяна не к изделиям, а с обратной стороны к платформе, на которой изделия выращены. И поддержки играют роль питателей. Они достаточно аккуратно подведены к изделию, обеспечивают хороший пролив, а широкий основной литник гарантирует достаточное поступление кислорода. Это не наша придумка, в Таиланде так льют полимерные модели многие компании, и уже давно, у меня есть возможность посмотреть много предприятий, уж поверьте. Литейка здесь важна в основном с точки зрения возможности максимально снизить температуру литья, уменьшить температуру взаимодействия металла и формомассы, возможно содержащей продукты неполного сгорания полимера. На Neutec можно опуститься в температуре литья без давления до оптимальной, потом добавить давление и опуститься еще на 20-30 градусов. Можно зафиксировать температуру металла и давление и поиграться температурой опоки, для массивных изделий это может быть ключем к решению проблем с усадочной пористостью. Можно развесить три вертикальных ряда изделий (массивные, средние и филигрань) и играя температурами и давлением - составить "паспорт" конкретного сплава, определить границы его возможностей. Сделав это единожды, получать предсказуемый результат литья всегда. Другие машины с такой повторяемостью результата и такой высокой точностью измерения температуры мне не известны. В литье из полимера это может быть критически важным параметром. |
|
Offline |
|
|
Пользователь
Регистрация: 18.06.2014 Откуда: Санкт-Петербург Сообщений: 66 В друзьях у: 0 Голосов: 1 / 2 |
Добавлено: 19.06.2014 10:10:28
RP-design,
Да, меня тоже смутили толстые литники. Я заметил, что Вы как-то скептически относитесь к подобным ростишкам. Причина? Качество моделей плохое? Но ведь вроде народ использует... Какое оборудование лучше за разумную цену? serg, большое спасибо за возможность сделать модель... я сосредоточусь и в ближайшее время постараюсь воспользоваться Вашим предложением. |
|
Offline |
|
|
Пользователь
Регистрация: 28.06.2005 Откуда: Москва Сообщений: 2244 В друзьях у: 12 Голосов: 426 / 102 |
Добавлено: 19.06.2014 10:17:55
Serg, увеличение сечения литников для пластиковых моделей - стандартная практика.
Но мы опять возвращаемся к старому спору, который периодически всплывает в темах о пластиковых моделях. А именно, не идеальное литьё далеко. Вот у вас клиент даже новую литейку купил. Невозможность сделать все типы моделей и, в силу особенностей технологии, не идеально точные размеры. Т.е. сборка модели из приличного кол-ва деталей уже непростое дело с пластиковыми моделями. Мое мнение, технология изготовления моделей должна давать нормальные модели, готовые для литья на стандартных циклах вашего производства. Иначе, вы сразу получаете набор проблем, которые только потом будут увеличиваться. |
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2056 В друзьях у: 11 Голосов: 84 / 7 |
Добавлено: 19.06.2014 11:22:45
RP-design,
В чем суть спора? По-моему давно пришли к тому, что у каждого из современных решений есть плюсы, минусы и границы возможностей. Никто уже и не спорит. На фрезере не вырежешь многое из того, что легко сделает простая растишка. Качество поверхности при максимальных разрешениях на любых устройствах как правило не стоят излишнего затраченного времени. Изготовление тиражей прямым выращиванием или фрезерованием неконкурентно по цене. Вроде все все знают. Каждый ищет свой компромисс. |
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2056 В друзьях у: 11 Голосов: 84 / 7 |
Добавлено: 19.06.2014 11:30:48
Гораздо более серьезные проблемы - изготовление изделия из полученной модели, его литье, обработка поверхности, полировка. Эти обе темы даже более важны, они составляют существенную часть моих интересов. Бестолковая прокалка и литье сведут на нет все ваши микроны и сплайны, а бестолковая полировка может убить даже идеальное литье. В последнее время я все больший сторонник комплексных решений. Снижение невозвратных потерь на 1-2 процента при общем росте выхода годной продукции для большинства даже не самых больших клиентов приводит к окупаемости инвестиций (литейный участок, полировка) в первый же месяц.
|
|
Offline |
|
|
Пользователь
Регистрация: 28.06.2005 Откуда: Москва Сообщений: 2244 В друзьях у: 12 Голосов: 426 / 102 |
Добавлено: 23.06.2014 21:18:09
Serg, вы знаете как я вас уважаю и вашу активную демократическую позицию. Побольше таких людей, и мы жили бы в другой России.
Но с вами не соглашусь. Я за правду. Производство моделей не массовое производство. Вы жонглируете понятиями. Объединяя производство моделей с производстом серийных изделий. Редко кто достигает 30-50 отпечатанных изделий в неделю (мы говорим про отделы прототипирования на производствах, про новые формы, а не про тиражирование одной и той же модели). И 1-2% потерь это даже не смешно для таких величин, для таких масс металла. Тем более, мастер-модели обычно делают в серебре. А если говорить о производстве мастер-моделей для серийного производства. То чем качественнее и четче будет прима-модель, тем лучше получится мастер-модель. Вот потому люди и платят за более дорогие технологии прототипирования или фрезеровки. В результате, работа по доработке модели будет намного дешевле, быстрее и качественнее. Это окупается достаточно быстро. И как раз такой подход даст экономию в производстве, а не недорогая технология прототипирования, которая не приживается на 50% производств, которые её купили. Хорошая мастер-модель всегда ценилась и ценится дороже денег. В юв. среде мастер-модели это нечно большее, чем сиюминутная выгода, это хорошие инвестиции по факту. И относительно литья, так это основа любого производства. Но я считаю неправильным, когда к пластиковой машине в довесок продают еще и литейку, полировку и т.д. А там еще и прокалочная печь понадобится помощнее. И пошло, поехало. И всё равно, будут проблемы с литьём. Что продемонстрировал лес поддержек на отлитых моделях. А ведь эти поддержки еще нужно было расставить, подобрать вручную. Вот и получается. Вырастить всё нельзя. Ограничения порой больше, чем у фрезеров. Литьё проблемы. Расстановка поддержек вручную тоже не быстро делается. Спрашивается, и зачем мне всё это нужно, если не выполняет возлагаемых задач в результате? Serg, предлагаю продолжить нашу с вами дискуссию. Хотелось бы услышать ваши доводы на мои аргументы. Я всегда открыт к общению, пусть и пишу иногда резковато. Но я белый и пушистый и всегда признаю, если не прав. |
|
Offline |
|
|
Пользователь
Регистрация: 19.07.2006 Откуда: Екатеринбург Сообщений: 18 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 11.07.2014 14:03:27
RP-design,
Какие Вы там проблемы увидели? При чем здесь "лес поддержек"??? Считайте, что эти конусовидные поддержки - элементы абстрактной модели! Специфический "ажур"))) Так даже сложнее геометрическая форма становится. И тем не менее всё пролилось без явных видимых проблем. Другое дело, что на 90% это достигнуто присоединением оооочень толстого литника. На реальных моделях редко бывает возможность сделать такой литник. Но это уже не проблема литья, а комплексный вопрос конструирования модели. P.S. Думаю, что эти поддержки расставлялись "в автомате", а не тщательно продумывались и подбирались. |
||
|
Offline |
|
|
Пользователь
Регистрация: 15.07.2014 Сообщений: 6 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 15.07.2014 04:55:41
Всем низкий поклон.
Месяц назад стал счастливым обладателем "Asigo pico plus27". Довольно быстро научился правильно работать. Качеством выращеных моделей удовлетворен. Хочется найти литейку, где научились работать с "Super Cast" в Киеве. Заранее благодарен тем, кто хочет в этом помочь. P.S. Если интересует, вышлю фото выращенных и отлитых моделей. |
|
Offline |
|
|
Пользователь
Регистрация: 16.07.2014 Сообщений: 10 В друзьях у: 0 Голосов: 3 / 0 |
Добавлено: 18.07.2014 19:17:00
kiskach,
Вы добились качественного литья. Если это не страшный секрет , поделитесь рецептом. |
|
Offline |
|
|
Пользователь
Регистрация: 29.08.2011 Откуда: Пятигорск Сообщений: 1040 В друзьях у: 6 Голосов: 72 / 6 |
Добавлено: 18.07.2014 20:16:04
DeepPurple,
вышлите хотим видеть |
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 19.07.2014 15:58:14
а кто еще какие полимеры и на каких режимах на Asiga использовал.
supercast вроде как растет и растет хорошо, но нужно много поддержек и у нас в Самаре его проливают по человечески через раз. может кто что посоветует?
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 15.07.2014 Сообщений: 6 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 19.07.2014 16:58:31
Nikita1986
Я не понял к кому вопрос. Если ко мне, то у меня литейки нет. Отдаю на одну фирму. Но хочется альтернативу. 



|
|
Offline |
|