Добрый день,
Позвольте сперва представиться - меня зовут Денис Власов и я руковожу разработками химии для 3D печати и производством фотополимерных принтеров. К сожалению, за многие годы существования такого замечательного ресурса, как JPortal.ru, я первый раз оказался на нем.
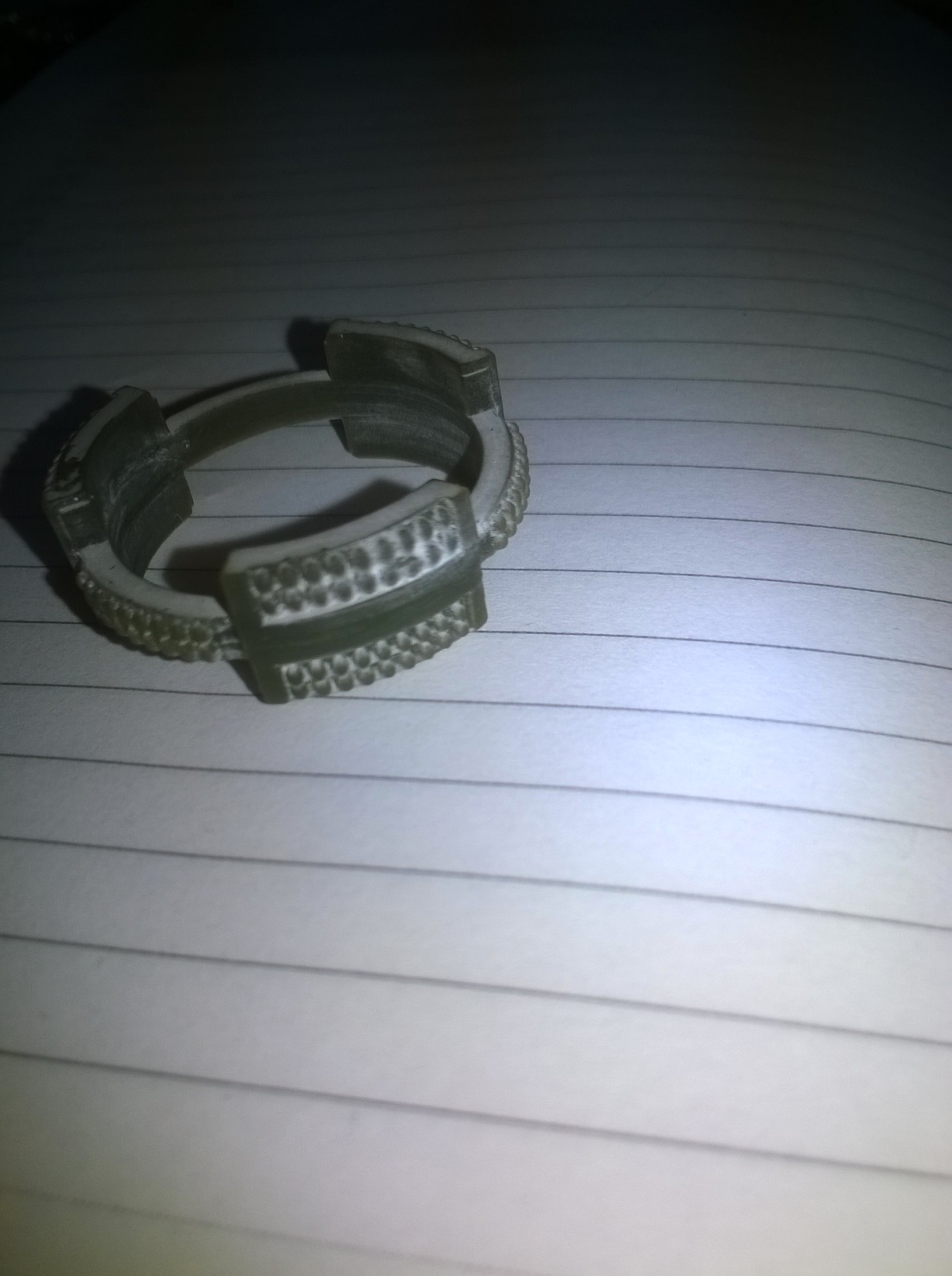
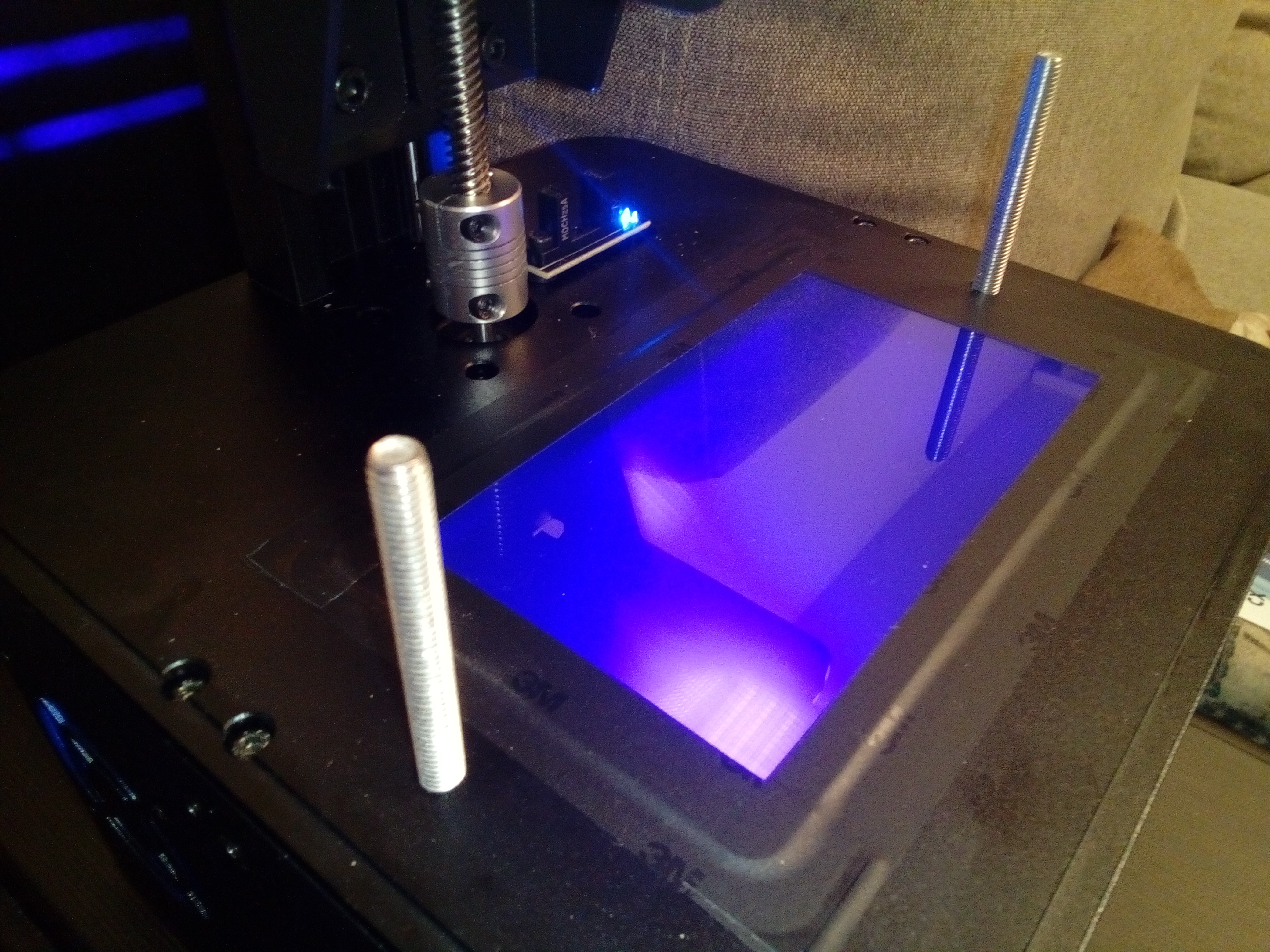
Я очень хотел бы обсудить с профессионалами рынка некоторые тесты нашей новой разработки - воскового фотополимера для литья по выплавляемым моделям "Зеленый Воск".
Я хотел бы показать небольшое видео и обсудить его с тем, кто имеет опыт литья по фотополимерам. Мне крайне интересны любые оценки и мнения. Заранее благодарю за комментарии по поводу процессов на видео.
Ссылка на видео:
https://www.youtube.com/watch?v=4DgNf-XEj34
Развернуть ⇓
Позвольте сперва представиться - меня зовут Денис Власов и я руковожу разработками химии для 3D печати и производством фотополимерных принтеров. К сожалению, за многие годы существования такого замечательного ресурса, как JPortal.ru, я первый раз оказался на нем.
Я очень хотел бы обсудить с профессионалами рынка некоторые тесты нашей новой разработки - воскового фотополимера для литья по выплавляемым моделям "Зеленый Воск".
Я хотел бы показать небольшое видео и обсудить его с тем, кто имеет опыт литья по фотополимерам. Мне крайне интересны любые оценки и мнения. Заранее благодарю за комментарии по поводу процессов на видео.
Ссылка на видео:
https://www.youtube.com/watch?v=4DgNf-XEj34
Изменено:
- 16.08.2016 12:08:40
Denis Vlasov :: 3DSLA.RU :: SLA/SLM/SLS 3D Printers and resins
 С интересом буду наблюдать за успехами, если они будут не такие навязчивые.
С интересом буду наблюдать за успехами, если они будут не такие навязчивые. 
 как собственно и не способствует продвижению своего продукта на рынке, принтер устанавливал на комп с боями, обратился к ним, а они тож ничего не понимают походу, одним словом месяц ушёл на танец с бубнами при установки оборудования. Програмулина управляющая принтером на редкость кривая
как собственно и не способствует продвижению своего продукта на рынке, принтер устанавливал на комп с боями, обратился к ним, а они тож ничего не понимают походу, одним словом месяц ушёл на танец с бубнами при установки оборудования. Програмулина управляющая принтером на редкость кривая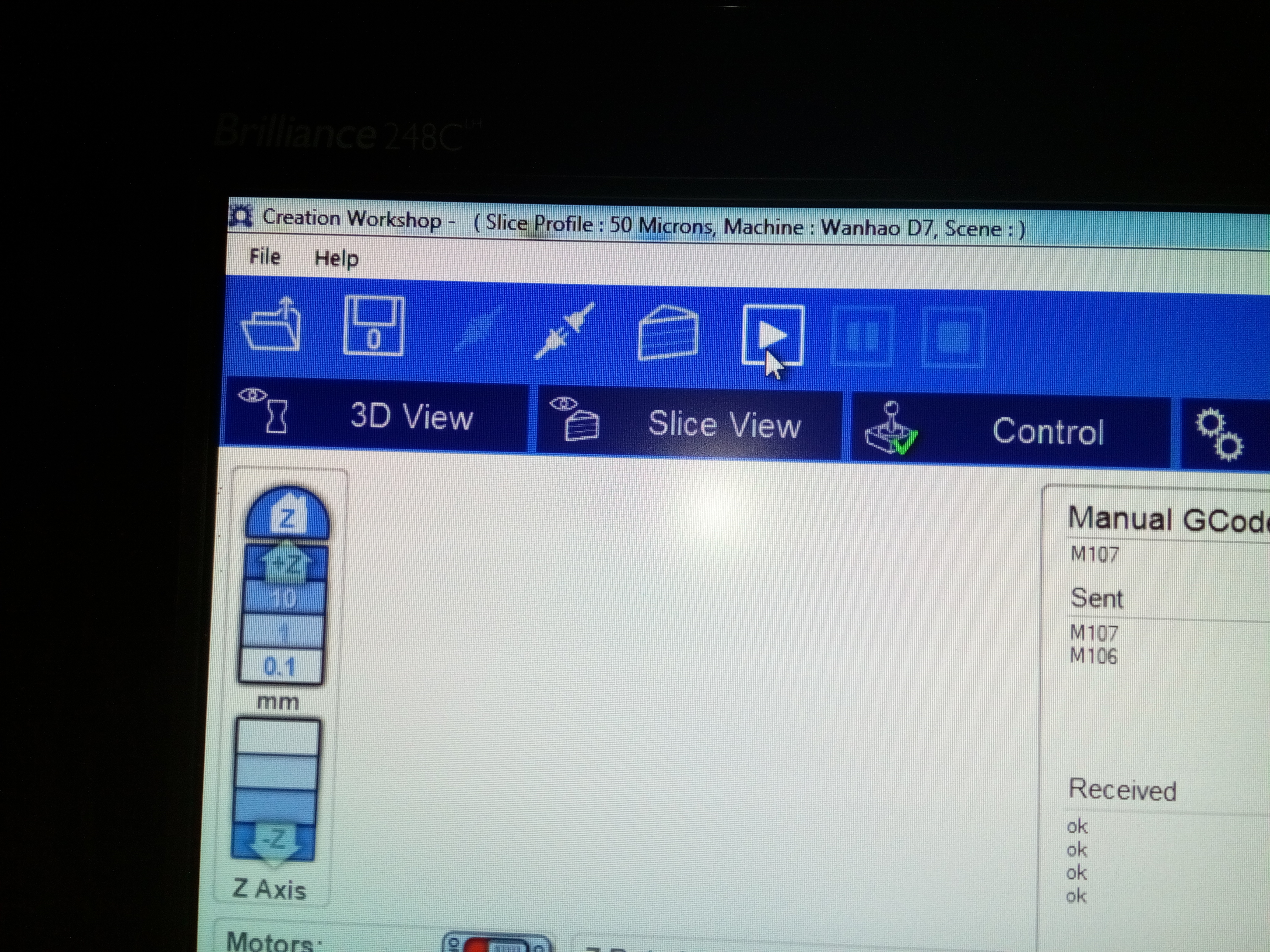 грэйшн воркшоп, работает раз через раз, предётся освоить павэр шэйп, дабы создавать правильные поддержки для модели, вот как то так
грэйшн воркшоп, работает раз через раз, предётся освоить павэр шэйп, дабы создавать правильные поддержки для модели, вот как то так