Всем привет!
Хочу анонсировать проект, который когда-то обещал...
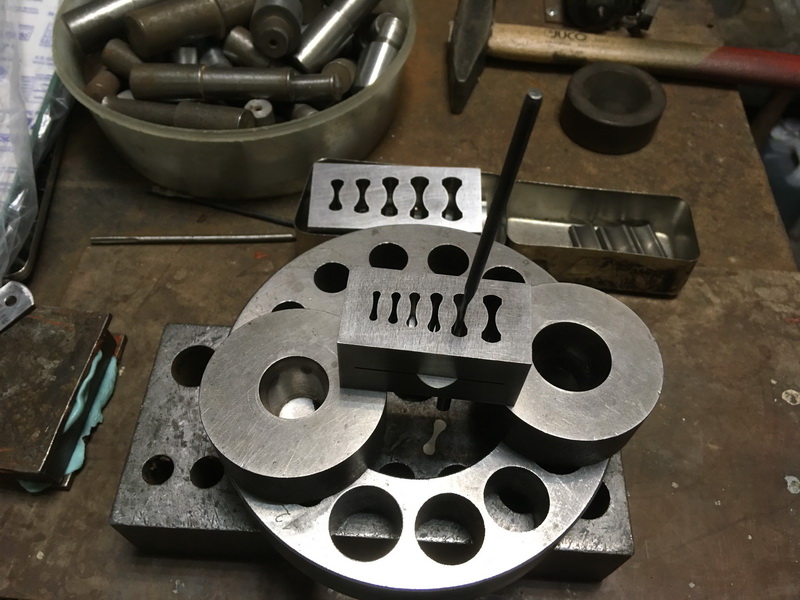
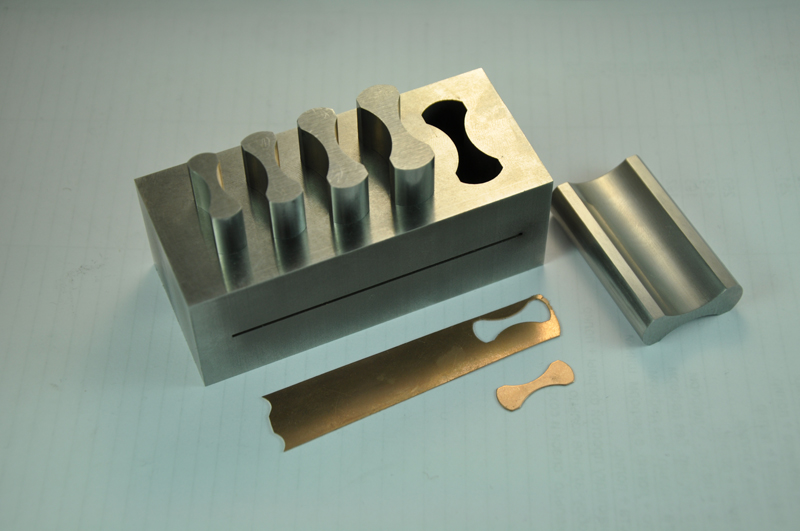
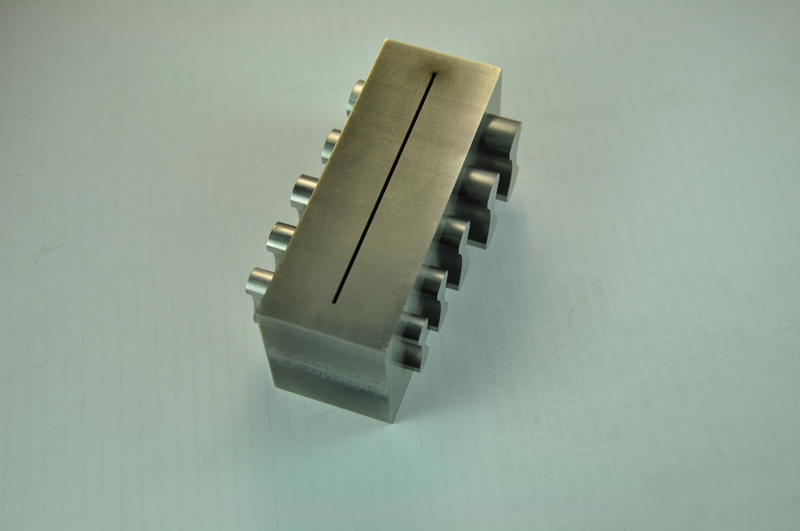
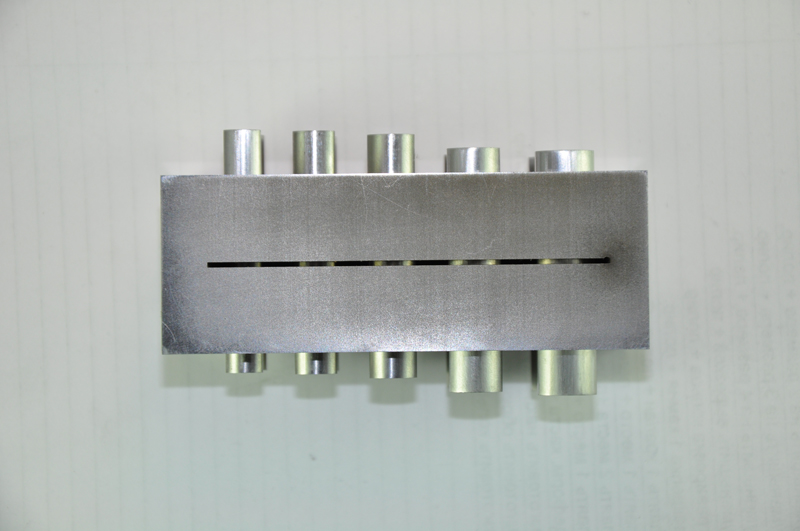
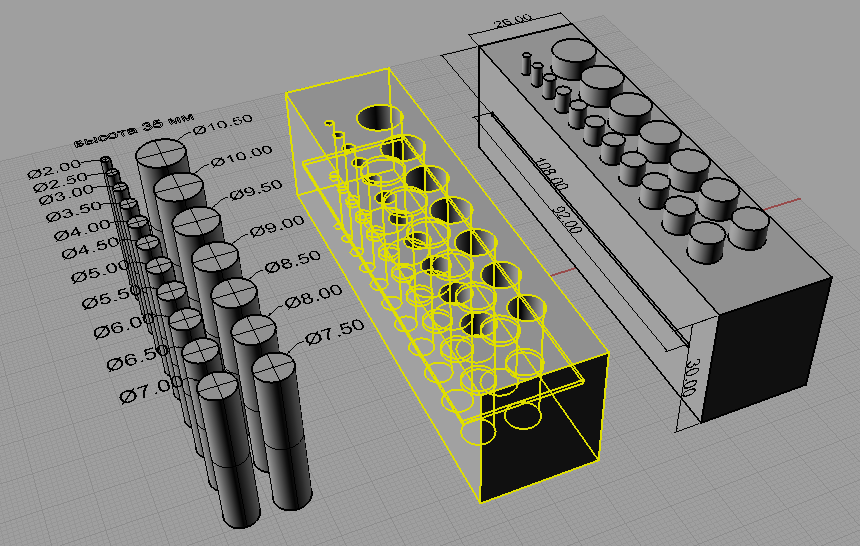
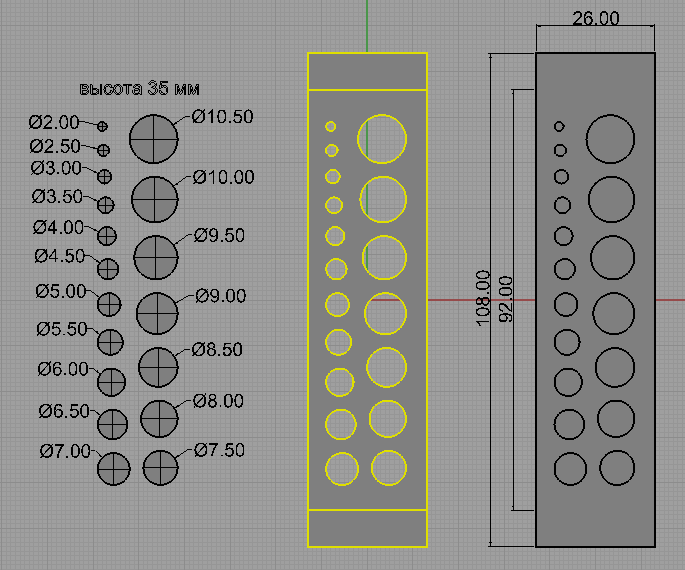
Сделали мне сегодня бюджетный штамп под концевики. Размеры ушек большие, потребность в них низкая, посему делать грамотный штамп со съемником, счет нецелесообразным. Данная конструкция отличается высокой механической прочностью, при условии аккуратного пользования, и невысокой ценой (относительно штампа со съемником).
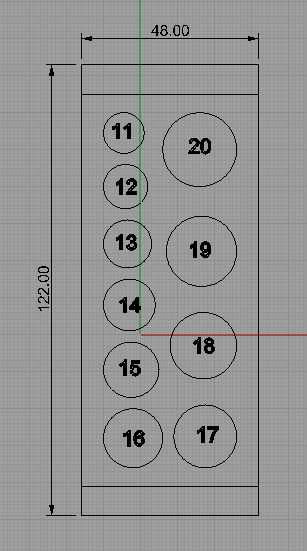
Сейчас заказал штамп со съемником под размер ушек на 5 и 6 мм. Как сделают-выложу здесь результат.
Развернуть ⇓
Хочу анонсировать проект, который когда-то обещал...
Сделали мне сегодня бюджетный штамп под концевики. Размеры ушек большие, потребность в них низкая, посему делать грамотный штамп со съемником, счет нецелесообразным. Данная конструкция отличается высокой механической прочностью, при условии аккуратного пользования, и невысокой ценой (относительно штампа со съемником).
Сейчас заказал штамп со съемником под размер ушек на 5 и 6 мм. Как сделают-выложу здесь результат.
Изменено:
- 15.02.2016 20:40:39
 Дерзай. Я подписываюсь под вырубку. Если ,конечно, цену потяну.
Дерзай. Я подписываюсь под вырубку. Если ,конечно, цену потяну.