 Здравствуйте уважаемые участники форума!, вот планирую приобрести себе контактную сварку lampert PUK 3s !возникает вопрос ,как работает какие затраты ,как быстро расходуется аргон и не вредно-ли это?
Здравствуйте уважаемые участники форума!, вот планирую приобрести себе контактную сварку lampert PUK 3s !возникает вопрос ,как работает какие затраты ,как быстро расходуется аргон и не вредно-ли это?
Май12
Воскресенье
Текущее время Вс Май 12, 2024 13:57
https://www.traditionrolex.com/13
►
КАК РАБОТАЕТ lampert PUK 3s Professional Plus , поподробнее

|
Пользователь
Регистрация: 08.03.2012 Сообщений: 10 В друзьях у: 2 Голосов: 1 / 0 |
Добавлено: 08.03.2012 23:21:26
Здравствуйте уважаемые участники форума!, вот планирую приобрести себе контактную сварку lampert PUK 3s !возникает вопрос ,как работает какие затраты ,как быстро расходуется аргон и не вредно-ли это?
|
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 07.09.2013 20:48:38
Работа на молниии 1.1
http://www.youtube.com/watch?v=0LkSQRTEl24 На видео показана неправильная заточка электрода. Линии после заточки должны быть вдоль ,а не по кругу электрода. |
|
Offline |
|
|
Пользователь
Регистрация: 06.01.2012 Сообщений: 729 В друзьях у: 1 Голосов: 33 / 1 |
Добавлено: 08.09.2013 05:31:50
Я тоже точу по кругу,проворачивая, а почему вдоль нужно точить????
ссылка удалена
|
|
Offline |
|
|
Пользователь
Регистрация: 10.03.2012 Откуда: Пенза Сообщений: 1338 В друзьях у: 6 Голосов: 104 / 0 |
Добавлено: 08.09.2013 10:04:54
я заметил что если точить вдоль то варит лучше и затачивать реже приходится.
|
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 08.09.2013 11:39:37
перевод без картинок: Формы электродов является очень важным аспектом для рассмотрения и оказывает существенное влияние при сварке различных металлов. Форма электродов значительно влияет на плазменную сварку, созданную во время дуги. Плохая форма электрода приведёт к плазменным дугам, которые не повторяются в то время как хорошая форма электродов поможет плазменной дуге сходить плавно от сварочного наконечника. Шлифовальные направления при точении электрода является очень важным. При шлифовке, убедитесь, что линии помола идут параллельно валу электрода . Параллельные линии помола позволят плазме сходить равномерно и плавно от электрода. Шлифование электрода кольцами приведет к бедной дуговой плазме, влияющей на качество сварки.Плазма будет сходить непоследовательно от хребтов электрода и может стать нестабильной, колеблющейся во времени. Точечный сварной шов не будет повторяться. Рисунок 34:Шлифы на электроде всегда должны идти параллельно длине электрода. Для дальнейшего улучшения стабильности сварки осторожно создайте грани на электроде. Это поможет линиям быть более параллельно электроду и стабилизирует плазму в течение сварки слегка закрученных параллельно граней(шлифов). Тем не менее, обратите внимание, что это только улучшает качество сварки чуть больше цифра 34. Как правило электрода должно быть основанием, чтобы конус составляет около 2,5 диаметра. В результате электрод форма хорошая общая форма для легкого зажигания дуги и прекрасных мест сварки. Рисунок 35: дуга будет нестабильной во времени и места сварного шва не будет повторяемыми, если растереть марки являются круговыми. Рисунок 36: Размещение от 10 до 12 граней на электроде поможет еще больше повысить производительность. Рисунок 37: идеальная форма электродов Рисунок 38: Всегда молоть сварочных электродов, чтобы молотые знаки шли параллельно электроду. Размещение электродов неправильно на алмазном диске будет производить круговые знаки помола и плохие результаты сварки. Hands On: Grind ваш электрод, чтобы молоть знаки параллельно валу электродов . Убедитесь в том, глядя под микроскопом. Попробуйте создать конусность, что составляет около 2,5 диаметра электрода. http://www.youtube.com/watch?v=J4TwVdxYWdg
Изменено:
- 08.09.2013 11:54:52
|
||
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 08.09.2013 11:57:53
Параллельные русскоязычные сайты по работе на PUK:
«один молодой форум, хозяева которого так озабочены упавшей посещаемостью, что заспамили своими приглашениями все форумы конкурентов»/index.php?showtopic=2114 |
|
Offline |
|
|
Пользователь
Регистрация: 06.01.2012 Сообщений: 729 В друзьях у: 1 Голосов: 33 / 1 |
Добавлено: 09.09.2013 07:57:38
Попробую сегодня, отпишусь,но думаю что разницу в сварке трудно будет заметить...разве что на микро режимах.
ссылка удалена
|
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 11.09.2013 22:22:31
Свариваемость серебра и его сплавов
Сварка серебра и его сплавов (листы, полосы,трубы,проволока)затруднена из-за большой теплопроводности, что требует применения концентрированных источников тепла, применения предварительного подогрева до 500—600 °С. Высокий коэффициент теплового расширения может приводить к появлению значительных напряжений и деформации изделий. Жидкое серебро хорошо растворяет кислород, при кристаллизации металла возможно образование эвтектики Ag2O—Ag с температурой плавления 507 °С, выделение которой охрупчивает металл, а также возможно образование пор. При плавлении и сварке серебро интенсивно испаряется. Содержащиеся в сплавах серебра примеси Al, Сu, Si, Cd могут окисляться при сварке, что будет приводить к потере пластичности сплава. Из-за большой жидкотекучести сварку серебра и его сплавов рекомендуется выполнять в нижнем или слегка наклонном положении. Технология сварки серебра и его сплавов Для сварки серебра и его сплавов применяют газовую сварку, аргонодуговую сварку неплавящимся электродом, используют кузнечную сварку. При газовой сварке используют метанокислородное и ацетилено-кислородное нормальное пламя, а также присадочную проволоку, раскисленную алюминием, и флюс, приготовленный на этиловом спирте из равных количеств буры и борной кислоты. Флюс наносят на соединяемые кромки или присадочную проволоку. Мощность пламени, л/ч: W=(100—150)s, где s — толщина свариваемого металла, мм. Применяют «левый» способ сварки, при этом расстояние от ядра пламени до поверхности сварочной ванны должно быть 3—4 мм. Горелку располагают перпендикулярно или слегка наклонно к свариваемой поверхности. Нагрев осуществляют с максимально возможной скоростью, без перерывов и повторений. Сборку производят, как правило, без прихваток в специальных приспособлениях. Свариваемые кромки и присадочная проволока расплавляются одновременно, причем проволока нагревается до более высокой температуры. Швы весьма склонны к порообразованию. Механические свойства соединений, выполненных ацетилено-кислородной сваркой: в 98—127 МПа, угол загиба 30—180°. Дуговая сварка вольфрамовым электродом в среде аргона осуществляется постоянным током прямой полярности. Присадочную проволоку выбирают по составу близкой к свариваемому металлу. Возможны ручная и автоматическая сварка. Ручную сварку осуществляют «углом вперед» без поперечных колебаний, угол наклона горелки к свариваемой поверхности составляет 60—70°, присадочная проволока подается под углом 90° к вольфрамовому электроду. Сварка стыковых соединений серебра выполняется в нижнем или слегка наклонном положении. Качественное формирование шва обеспечивается применением формирующих подкладок. Механические свойства соединений из серебра, выполненных аргонодуговой сваркой вольфрамовым электродом, выше, чем при газовой сварке. В табл. 30.1 приведены механические свойства соединений, выполненных аргонодуговой сваркой на листовом серебре марки Ср999,9 толщиной 2 мм. Исходный металл имел предел прочности σв = 161,9 МПа, относительное удлинение δ = 28,5 %, угол загиба α =180°. 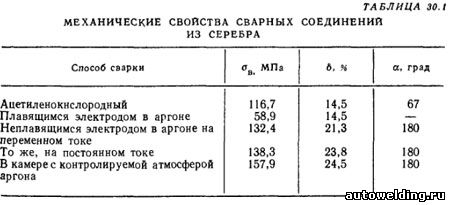 Наиболее стабильными свойствами, близкими к свойствам исходного металла, обладают сварные соединения, выполненные в камере с контролируемой атмосферой, что связано с надежной защитой сварочной ванны. При сварке биметаллических листов низкоуглеродистая сталь — серебро наблюдается большое количество пор, поэтому в ряде случаев рекомендуется использовать промежуточный плакирующий слой из никеля, меди или серебра. При аргонодуговой наплавке серебра на сталь рекомендуется применять флюс следующего состава, % (по массе): 30—35 тетра-фторбората калия, 35—40 криолита, 20—22 фтористого натрия, что приводит к улучшению адгезии серебра к стали. Основные физико-химические и механические свойства серебра приведены ниже: 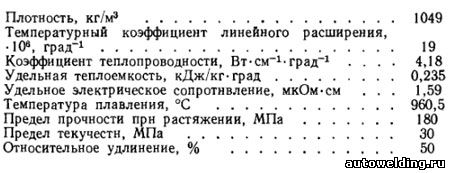 Различные примеси даже в небольших количествах значительно понижают проводимость серебра. Серебро подвержено эрозии и имеет низкие параметры дуги по сравнению с другими металлами, хорошо поддается всем видам пластической обработки, сваривается и паяется. Серебро выпускается двух марок: Ср999,9 и Ср999 (ГОСТ 6836—80), содержание серебра в которых составляет 99,99 % и 99,9 % соответственно. Основные примеси: Pb, Fe, Sb, Bi. Основные марки, структура и механические свойства Серебро образует непрерывный ряд твердых растворов с золотом и палладием, сплавы которых имеют широкое применение. В системе серебро — золото при средних концентрациях компонентов удельное сопротивление, теплопроводность, пластичность максимальны, механическая прочность низкая, корозионная стойкость большая. Золотосеребряные сплавы упрочняют медью, они имеют маркировку ЗлСрМ990-5, ЗдСрМ980-15 и т. д. (ГОСТ 6835—80), где первая цифра указывает содержание золота, вторая — серебра. В сплаве ЗлСрМ990-5 золота содержится 99,0%, серебра 0,5%, остальное—медь. Сплавы этой системы содержат Ag от 0,5 до 33 % (по массе). Сплавы системы Ag — Pd выпускают двух марок: СрПд20 н СрПд40 с содержанием серебра 80 и 60 % соответственно Они обладают свойствами, аналогичными свойствам золотосеребряных сплавов. Ag — Pd — Сu сплав СрПдМ30-20 (ГОСТ 6836—80) содержит 50% Ag, 20 % Сu, 30 % Pd. Сплавы Ag—Pt образуют диаграмму состояния перитектнческого типа с ограниченной растворимостью компонентов. Сплавы с содержанием Pt 10—45 % (по массе) могут подвергаться старению. Термической обработкой этих сплавов можно достигнуть высокой твердости и прочности: до 3600 МПа после закалки при 1000°С и старении при 550 °С. Сплавы Ag — Сu образуют диаграмму состояния эвтектического типа с областями ограниченной растворимости. Старение может значительно повысить механические свойства сплавов. Медь увеличивает твердость и понижает эрозию серебра особенно в области эвтектических сплавов, но ухудшает коррозионные свойства
Изменено:
- 11.09.2013 22:32:08
|
|
Offline |
|
|
Пользователь
Регистрация: 02.12.2010 Откуда: Казань Сообщений: 2138 В друзьях у: 4 Голосов: 146 / 9 |
Добавлено: 12.09.2013 23:43:56
Видеоуроки или как их там обозвать по сварке пуком теоретически подходят к ориону или не совсем?
С людьми советуйся, а своего ума не теряй.
|
|
Offline |
|
|
Пользователь
Регистрация: 02.12.2010 Откуда: Казань Сообщений: 2138 В друзьях у: 4 Голосов: 146 / 9 |
Добавлено: 13.09.2013 14:00:32
Также не подскажете, какой расход аргона идет, на сколько хватит 40 литрового баллона. Просто не знаю, какой брать, на 20 или 40 литров.
С людьми советуйся, а своего ума не теряй.
|
|
Offline |
|
|
Пользователь
Регистрация: 06.01.2012 Сообщений: 729 В друзьях у: 1 Голосов: 33 / 1 |
Добавлено: 13.09.2013 18:22:06
у меня 2 балона, на 5 литров и на 10 литров, двух балонов хватает больше чем на месяц, пользуюсь каждый день
ссылка удалена
|
|
Offline |
|
|
Пользователь
Регистрация: 06.01.2012 Сообщений: 729 В друзьях у: 1 Голосов: 33 / 1 |
Добавлено: 13.09.2013 18:23:40
20 литровых нет вро де бы,40 литров тяжелый и громоздкии, аргона ставлю на минимум,гораздо меньше чем 4 литра в минуту
ссылка удалена
|
|
Offline |
|
|
Пользователь
Регистрация: 02.12.2010 Откуда: Казань Сообщений: 2138 В друзьях у: 4 Голосов: 146 / 9 |
Добавлено: 13.09.2013 18:42:28
Спасибо за ответ!
Ну а по роликам пука в инете что скажете, принцип сварки к ориону применим? Просто вчера орион получил, из упаковки пока достал только мануал, сижу с гугл переводчиком. Пока еще проблема с аргоном и редуктором. Как всякие ненужные универсиады проводить, так тут казань выпендрилась, а как купить редуктор и новый балон, так полная ж... Так что может в понедельник подключу, пока же собираю как можно больше инфы, чтобы ничего не испортить.
С людьми советуйся, а своего ума не теряй.
|
|
Offline |
|
|
Пользователь
Регистрация: 06.01.2012 Сообщений: 729 В друзьях у: 1 Голосов: 33 / 1 |
Добавлено: 13.09.2013 18:58:26
ну испортить вы там вряд ли что испортите, а ЮМО моги бы потрудится и мануал на русскии перевести за такие деньги, из 40 режимов на ПАКе пользуюсь от силы 3-5 регулирую в основном время импулься. Балон я купил обычный кислородный, маленькии на 5 литров,раньше с такими холодильщики на ремонт по квартирам ходили,расход поставил на самый минимум,даже не слышно как шипит, нагар сажу мне проще щеточкой удалить и варить дальше. По видеоурокам сварка происходит быстрее чем на ПАКе, но а в остальном принцип тот же. угол наклона,заточка электрода (по толщине) все опытным путем. использую каждый день и по многу.
ссылка удалена
|
|
Offline |
|
|
Пользователь
Регистрация: 06.01.2012 Сообщений: 729 В друзьях у: 1 Голосов: 33 / 1 |
Добавлено: 13.09.2013 18:59:03
Редуктор тоже кислородный
ссылка удалена
|
|
Offline |
|
|
Пользователь
Регистрация: 02.12.2010 Откуда: Казань Сообщений: 2138 В друзьях у: 4 Голосов: 146 / 9 |
Добавлено: 13.09.2013 21:01:12
С людьми советуйся, а своего ума не теряй.
|
||
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 13.09.2013 21:42:04
Aleksandr-kazan,
Лучше выбирать, по-возможности, как положено, газовый редуктор под аргон , а не кислородный. А лучше, если деньги позволяют- фирменный(европейский или американский), а не отечественный и китайский. Видеоуроки на 100% подходят.Они общие для всех аппаратов с отскакивающимся электродом,хоть китайского производства, хоть французского. Дейсвуют одни и те же законы. Баллон лучше на 40 литров брать при условии ,если будет помощь грузчика. 40- литровый достаточно тяжёлый,чтобы одному его тянуть в мастерскую. Я сам пользуюсь росс. редуктором под аргон и у меня 2 баллона по 15 литров каждый. Свободно, один ,без посторонней помощи, подымаю заправленный баллон и несу в мастерскую на 2-ой этаж. Вопросик- по какой цене и какую модель ORIONа купили? |
|
Offline |
|
|
Пользователь
Регистрация: 10.03.2012 Откуда: Пенза Сообщений: 1338 В друзьях у: 6 Голосов: 104 / 0 |
Добавлено: 13.09.2013 22:41:07
|
||
|
Offline |
|
|
Пользователь
Регистрация: 02.12.2010 Откуда: Казань Сообщений: 2138 В друзьях у: 4 Голосов: 146 / 9 |
Добавлено: 13.09.2013 23:10:38
Перевод инструкции к ориону прислали, но перевод к более старшей модели. К моей в комплекте цветная книжка а5 формата на 60 листов, плюс диск с видеороликами. В общем если не спешить, то все можно прочитать. Режимы есть специальные и на золото и на серебро, и другие металлы.
С людьми советуйся, а своего ума не теряй.
|
||
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 18.09.2013 21:38:03
Aleksandr-kazan, Функция "Сварка сопротивлением" в вашей модели(ORION 100) имеется?
Ей можно,как я писал ранее и выкладывал видео,приваривать накладки из белого золота, распятия на кресты,концевики на цепи и при том,что делается это очень быстро.Кстати,эта функция отсутствует у PUKов. |
|
Offline |
|
|
Пользователь
Регистрация: 02.12.2010 Откуда: Казань Сообщений: 2138 В друзьях у: 4 Голосов: 146 / 9 |
Добавлено: 18.09.2013 22:18:22
2300001599901,
Врать не буду, точно не скажу, так как пока отложил коробки в сторону, у меня установочная сессия началась, чтоб ей. Посмотрите на сайте ориона, но по моему нет Не подумал про эту фнкцию, так бы может дороже постарался аппарат взять. Сайт ориона
С людьми советуйся, а своего ума не теряй.
|
|
Offline |
|
https://www.traditionrolex.com/13