Изготовление конго- это наверное самая легкая операция кроме шлифовки. После протяжки трубки, а ведь вы протягивали, иначе никак!  сделайте отжиг с флюсом, и не бросайте сразу в отбел, дайте металлу остынуть на воздухе. Потом наматывайте на трубу, конус, трубу из фторопласта или на трубу отопления и нарезайте лобзиком столько колец, сколько хватит длины и терпения. В случае с белым сплавом могу посоветовать повторный отжиг на трубе Как это сделать? Один момент! Никаких нервов и минимум усилий. Плотно накрутив спирать на рубку желаемого диаметра, закрепите концы тонкой проволокой из нихрома или другого термостойкого материала , тогда ваша спираль не раскрутится! После впайки штифта нужно нагартовать и полирнуть. Выбросить шлифовальные резинки!! Они не нужны, если трубка сделана прямыми руками.
сделайте отжиг с флюсом, и не бросайте сразу в отбел, дайте металлу остынуть на воздухе. Потом наматывайте на трубу, конус, трубу из фторопласта или на трубу отопления и нарезайте лобзиком столько колец, сколько хватит длины и терпения. В случае с белым сплавом могу посоветовать повторный отжиг на трубе Как это сделать? Один момент! Никаких нервов и минимум усилий. Плотно накрутив спирать на рубку желаемого диаметра, закрепите концы тонкой проволокой из нихрома или другого термостойкого материала , тогда ваша спираль не раскрутится! После впайки штифта нужно нагартовать и полирнуть. Выбросить шлифовальные резинки!! Они не нужны, если трубка сделана прямыми руками.
Апр03
Пятница
Текущее время Пт Апр 3, 2026 10:09
https://www.traditionrolex.com/13
Поиск по форуму
►
Поиск по фразе "Изготовление трубки"
|
Сообщений: 318
Регистрация: 11.04.2010 Откуда: Кострома |
|
|
Offline |
|
|
Сообщений: 6
Регистрация: 13.10.2006 |
Современная технология производства металлических отливок по моделям из пенопласта
Владимир Дорошенко dorosh@inbox.ru  , , так производят модели из пенопласта, см. фото примеров ниже. так производят модели из пенопласта, см. фото примеров ниже.
Свыше 75% отливок металлических деталей получают, используя песчаные формы, которые при заливке в них металла выделяют газы, в основном состоящие из продуктов испарения и горения связующих материалов формовочного песка. Предприниматели мало знают об экологически чистой технологии получения металлических отливок высокой точности и сложности – литье по моделях из пенопласта, называемой литьем по газифицируемым моделям (ЛГМ), англоязычное название ЛГМ - Lost Foam Casting Process дословно означает процесс литья при потере пены, подразумевая использование пенопластовой модели. Между тем, за 50 лет со времени своего возникновения годовой объем производства отливок в мире этим способом достиг 1,5 млн. тонн. В литейном деле наиболее точные отливки получают по моделям разового применения. Если при литье в песчаные формы применяют одноразовые формы, то теперь пришло время одноразовых моделей из пенопласта. Они похожи на упаковку для телевизора, которые массово штампуют на автоматах. По примерно такой же технологии изготавливают модели из пенопласта для отливок из металла. Для серии отливок такие модели изготавливают вдуванием гранул пенополистирола в алюминиевые пресс-формы (многоместные для мелких моделей) с последующим вспениванием и спеканием гранул путем нагрева пресс-форм в течение нескольких минут до ~130°С. Алюминиевые пресс-формы можно изготавливать точным литьем, но чаще это делается путем механообработки. По пресс-формам можно изготовить тысячи и более пенопластовых моделей. Для разовых и крупных отливок весом до нескольких тонн модели вырезают из плит пенопласта нагретой нихромовой проволокой по шаблонам или на гравировально-фрезерных станках с ЧПУ. Затем полистироловую модель покрывают быстросохнущей краской с порошком-огнеупором, склеивают с пенопластовым литником, помещают в контейнер, где засыпают ее сухим песком, и заливают расплавленным металлом через этот литник. При заливке полистирол испаряется («теряется пена»), и модель замещается металлом. При этом металл затвердевает в виде отливки в неподвижном песке, который, облегая модель при засыпке песка (формовке), принял форму зеркального отображения этой отливки. Образующиеся при заливке металла газы из контейнера отсасывают насосом – разрежение поддерживают примерно на уровне 0,5 атм, одновременно это разрежение уплотняет и удерживает в неподвижном состоянии песок в процессе замещения модели металлом. Затем газы через трубу вакуумной системы подают для утилизации и обезвреживания в систему термо-каталитического дожигания. Там они окисляются примерно на 98%, и в виде водяного пара и двуокиси углерода выбрасываются в атмосферу за пределами помещения цеха. Традиционные формы со связующим после заливки металлом дымят в помещении, как ни вентилируй рабочую зону цеха, а удаление газов из сухого песка насосом в 10-12 раз снижает показатели загрязнений воздуха рабочей зоны цеха по сравнению с литьем в традиционные песчаные формы согласно проведенным измерениям концентраций примесей в воздухе цеха. Формовочный кварцевый песок после извлечения остывшей отливки из формы благодаря его высокой текучести обычно транспортируют по закрытой системе трубопроводов пневмотранспорта, исключающей распыление его в цехе. Примерно треть его поступает в установку терморегенерации, где он освобождается от остатков конденсированных продуктов деструкции пенополистирола, а затем, смешиваясь с остальной частью, после охлаждения в проходных закрытых охладителях подается опять на формовку. В результате потери оборотного песка не превышают нескольких процентов - это просыпи, унос с отсасываемыми газами и т.п. Значительную часть бункеров, трубопроводов и оборудования комплекса по охлаждению и складированию оборотного песка обычно монтируют за пределами помещения цеха у внешней его стены, при этом сухой песок, который не боится мороза, быстрее охлаждается на открытом воздухе. Изолирование в закрытых трубопроводах потока песка, отсасывание из формы и последующее дожигание газов в сочетании с чистым модельным производством дает возможность создать экологически чистые цеха высокой культуры производства. Экологическая безопасность технологического процесса обеспечивается также исключением из него токсичных связующих веществ и большого объема формовочных и стержневых песчаных смесей (обычно от 2 до 4 т отработанной смеси со связующим веществом идет в отвал на 1 т литья), а также их транспортировки и выбивки отливок. Например, 1 куб. м пенополистирола модели весит 25 кг. Если он замещается 7 т жидкого чугуна, то при этом на 1 т литья расходуется 25/7=3,6 кг полимера. А в формах из смоляных холодно-твердеющих смесей при потреблении 3% связующего вещества на 3 т смеси, которая требуется для 1 т литья, расход связующего полимера составляет 0,03х3000=90 кг, что в 90/3,6=25 раз больше. Полученная отливка, имеет высокую точность и конкурентный товарный вид. Держа в руках легкую модель, можно увидеть и промерить по всей конфигурации будущую отливку и скорректировать ее возможные огрехи, что при обычной формовке для сложных с несколькими стержнями отливок не сделать. Модель из пенопласта легче отливки из чугуна в 7000/25=280 раз, возьмешь ее в руки – будто держишь пустоту, которая затем превращается в металл. Наши литейщики не привыкли к таким технологическим возможностям и такому качеству литья, так как стереотипы, заложенные еще в институтах, тормозят понимание потенциала этой технологии. В ней отсутствует вонь от горелых связующих полимеров, нет заливов по разъему формы (разъемов не имеется) и смещения стержней и форм при сборке, т. к. отсутствуют сами стержни со всеми проблемами их производства и выбивки. Производственные участки - модельный, формовочный, плавильный, очистной имеют примерно одинаковые площади и оснащаются простым оборудованием. Так как модели помещают в сухом песке в контейнере, стоящем на вибростоле, где песок уплотняют около 1-1,5 минут, то отпадает надобность в высокоточных формовочных машинах прессования и устройствах сборки форм. Акцент перенесен на изготовление легчайших моделей с плотностью материала 25-26 кг/куб. м, которое обычно доверяют женским рукам. Для серийного производства отливок используются полуавтоматы, цикл производства пенопластовых моделей на которых составляет около трех минут. Они позаимствованы из упаковочной отрасли, где их используют для производства фасонной упаковки, легкой тары, а также декоративных панелей и элементов фасада зданий. Условия труда, подобные условиям упаковочного производства, вытесняют образ старой задымленной «литейки». Таким способом получают отливки из чугуна и стали всех видов, бронзы, латуни и алюминия всех литейных марок. В ящике на «елке или кусте» могут сразу лить десятки отливок, как в ювелирном производстве, с почти ювелирной точностью. До 90% отливок можно применять без последующей механической обработки. Описанная технология весьма экономична в сравнении с традиционной. На 1 т литья расходуют 50 кг кварцевого песка, 25 кг противопригарных покрытий, 6 кг пенополистирола и 10 кв. м полиэтиленовой пленки. Низкие затраты на модельно-формовочные материалы позволяют экономить не менее $100 на 1 т литья, размещение отливок по всему объему контейнера позволяет получать 70-80% годного литья, экономия шихты металла составляет 250-300 кг, электроэнергии - 100-150 кВт.ч, масса отливок снижается на 10-20% по сравнению с традиционной опочной формовкой. Крупная экономия получается при литье сложных отливок из износостойких сталей (траки и детали гусениц, бронефутеровок, корпусные детали) так как резко снижаются затраты на их механообработку. Льют без ограничений на конструкции и конфигурации колеса, звездочки, головки и блоки цилиндров, патрубки бензиновых и дизельных двигателей, коленвалы, и др. Капитальные затраты на организацию и ввод в эксплуатацию производства сокращаются в 2-2,5 раза. Опыт запуска участков производительностью до 50-150 т/месяц показал, что срок их окупаемости не превышал 1,5 года. Можно размещать такие участки при кузнях, термических и ремонтных цехах. Если создавать или реконструировать «литейку», то литье в моделях из полистирола – тот бизнес, где металл своим оборудованием и рабочей силой переводится в конкурентный товар. Страны, где металл производят из собственных руд путем углубленной его переработки, обретают шанс опередить конкурентов. Сегодня килограмм черного металла (в рядовом прокате, чушках, ломе) стоит в среднем $0,5, килограмм изделий из металла в автомобиле или танке стоит уже $50…100, а в самолете — $1500…2000. Замена экспорта продукции металлургии на экспорт машин и механизмов - это один из шагов перевода сырьевой экономики на высокотехнологичную и усиление роли в глобальном разделении труда, когда экономическая конкуренция все в большей степени определяется конкуренцией научно-технической, а разработка и внедрение технологических инноваций - решающий фактор социального и экономического развития, залог экономической безопасности. Возрастающий поток патентной информации свидетельствует о серьезном интересе к этой технологии всех ведущих машиностроительных компаний. Технологические потоки и пространственное размещение моделей в объеме контейнерной формы удобно предварительно имитировать на ЭВМ, а при изготовлении модельной оснастки все чаще применяют 3D-графику для программирования станков с ЧПУ. Созданы, проектируются и внедряются в производство десятки видов конвейерных цехов, оснащенных манипуляторами и линиями непрерывного действия. Они хорошо зарекомендовали себя в автотракторном моторостроении, при литье трубоарматуры и деталей насосов, корпусов электродвигателей, деталей коммунального машиностроения и др. Однако чаще создаются небольшие производственные цеха, состоящие из модельного, формовочного, плавильного и очистного участков, оснащенных несложным оборудованием, одинаковым для черных и цветных сплавов. В одном только Китае в 2006 году работало около 200 таких цехов производительностью 300 тыс. т/год. Большинство крупнейших автопроизводителей Европы, Азии и Америки ежегодно используют в производимых автомобилях несколько сотен тысяч тонн точных отливок, полученных описанным способом. General Motors, Ford Motors, BMW, Fiat, VW, Renualt и ряд других фирм полностью перешли в 1980-90 годах на изготовление этим способом отливок блоков цилиндров, головок блока, впускных и выпускных коллекторов, коленвалов для наиболее массовых типов двигателей. В Физико-технологическом институте металлов и сплавов (ФТИМС) НАН Украины (отдел формообразования под руководством профессора Шинского О. И.) спроектировали оборудование и запустили ряд участков в России и Украине, внедрили такое оборудование в Польше и Вьетнаме. На опытном производстве ФТИМС в Киеве льют черные и цветные металлы развесом 0,1-1500 кг до 50 т/месяц, отрабатывают технологию и оснастку для новых цехов, проектируют оборудование и линии под программу литья и площади цеха заказчика, которые затем поставляют литейным предприятиям с пуско-наладкой всего комплекса оборудования и внедрением технологии в производство. Производственный потенциал технологии ЛГМ далеко не исчерпан. Она также позволяет получать ранее нетехнологичные литые крупнопористые, ячеистые и каркасные отливки, лить не только металлы и сплавы, но и получать композиты и армированные конструкции, которые обладают улучшенными характеристиками. При этом в модель предварительно вставляют различные детали или материалы, которые формируют композит или армированную конструкцию, а наложение газового давления на жидкий металл увеличивает стабильность пропитки таких изделий со вставками на длину до 1 м. ЛГМ относят к высокотехнологичным производствам, которые дают выход к устойчивому развитию из технологического отставания, когда в отечественной экономике нарастает сырьевая составляющая, доминирует продукция с низкой добавленной стоимостью и снижается конкурентоспособность производства. Если в 80-е годы в структуре отечественной промышленности и товарного экспорта вес машиностроения составлял порядка 30…40%, а черной металлургии был в два-три раза меньше, то сегодня наоборот. Именно развитие литейного производства – это шаг к восстановлению и росту отечественного машиностроения, превращения страны из продавца полуфабрикатов в экспортера технологической продукции с большой добавленной стоимостью. Снижение зависимости национальной промышленности от импорта идей, технологий и товаров, реализация собственной программы инновационного развития позволит нам стать равноправным участником глобальных инновационных процессов. Скачать другие статьи о ЛГМ: http://www.biznet.ru/topic31376.html?hl=dorosh или http://forum.i-mash.ru/topic_7 (Литература: Рыбаков С. А. Инновационные возможности литья по газифицируемым моделям, состояние и перспективы этого метода в России // Литейщик России. №4, 2009, с. 44-45).  2 2 3 3 4[img]http://board.salle.com.ua/images/1009...061404.jpg[/img] 5 4[img]http://board.salle.com.ua/images/1009...061404.jpg[/img] 5 6 6 7 7 8 8  18 18 19 19 20 20 21 21 22 22 23 23 24 24 25 25 26 26 27 27 28 28 29 29 30 30 31 31 32 32 33 33 34 34 35 35  38 38 39 39 40 40 41 41 42 42 44 44 45 45 46 46 , 49 , 49 , 56 , 56 , 57 , 57 , 58 , 58 59 59 , 60 , 60 , 61, 62 , 61, 62
Изменено:
- 14.07.2011
|
|
Offline |
|
|
Администратор
Сообщений: 2053
Регистрация: 07.12.2004 Откуда: Москва |
Выложили здесь.
Единственное обновление - запорный шток из керамической трубки и графитового колпачка, который надо было клеить высокотемпературным цементом, ушел в прошлое, на замену ему пришел цельнографитовый полый шток с местом для термопары. Поэтому часть фильма про изготовление штоков можно промотать 
|
|
Offline |
|
|
Сообщений: 13
Регистрация: 26.02.2011 |
День добрый, вот поставил задачу клиент - хочу говорит такую же, как на фото. Ее принесли на ремонт замка. Вес цепи 40 грамм, длинна 600 мм. Профиль звена как у обручалки, но с не паянным швом. Процесс изготовления представляю себе так: полоса прокатанная на вальцах до 0.3-04, отжечь, протянуть через фильеру, отжечь, еще раз протянуть, еще раз отжечь - получится (хочется верить) трубка с более менее ровным загибом и без уползания шва. А вот дальше возникает вопрос в прокате трубки на вальцах под обручалку - не будет ли загибаться шов вовнутрь?? Фильеры с таким профилем нет.
|
|
Offline |
|
|
Сообщений: 171
Регистрация: 28.05.2012 |

Да хоть с тридцаток. Что ближе, литьё или ручной изготовление в металле всёже? Ежели руками работаете Владимир - а Вы ими работаете (впрочем как и с воском дружите и льётесь), но если всё же ручками из пластины, то повторюсь - хоть с тридцаток. Есть вырубка для шаров.Рубит полусферу за один удар. Интересует о чём речь? Хотя я так смотрю по сообщениям литьё Вам всё же ближе... тогда я пожалуй на этом остановлюсь - лейтесь 
 и не бояться материал и не бояться материал  |
||||
|
Offline |
|
|
Сообщений: 55
Регистрация: 27.01.2012 |
Занимаемся литьем не первый десяток лет. В принципе уже давно заметили проблемы при литье тонких элементов в массивных изделиях. Поясню о чем речь. Например тонкие длинные (!!!) штифтовые соединения в массивном браслетном звене, скажем длинна "трубки" порядка 6мм под ось 0.9. Таким образом в форме получается некая "перемычка" из формомассы, которая сносится входящим металлом. Как результат на отливке имеем отсутствующее отверстие под штифт и дырку заполненную формомассой в любом месте отливки- т.е. там, куда попала снесенная перемычка. В принципе выкручивались из ситуации по разному: когда меняли расположение литников (чтобы перемычки располагались не поперек, а параллельно входящему потоку металла), иногда устанавливали доп.литники, иногда изготовление штифтового соединения оставляли ювелиру-монтировщику. Да и откровенно говоря, подобных ситуаций было не так уж много.
Но тут встал вопрос о серийном производстве обручальных колец с тонким сквозным узором узором. и вот тут возникли те самые "перемычки", которые сносит заполняющий форму металл. Пробовали ставить доп.литники, но там их и ставить-то особо некуда; меняли пропорцию вода/формомасса на более густую; выдерживали время застывания больше. Результат в любом случае не радует: из 10 колец отливалось всего одно. 
Что подскажите в подобной ситуации? Может есть какая-нить более прочная формомасса? Может подъем температуры при прокалке сделать плавнее? Уменьшить вакуум? ЗЫ. пользуемся Satin Cast 20, льем обычным вакуумником |
|
Offline |
|
|
Сообщений: 192
Регистрация: 11.09.2013 |
Собственно, продублирую тут, еще сунул на форум родного города. Ну мало ли, вдруг кто электронику препарировать соберется или оловом паять чего нибудь. Да и просто чтиво для релаксации, в стиле "как оно может быть". Это не мой текст, это компиляция всего по немногу с форумов и сайтов, этакий "винигретик" - приятного аппетита )))
Выбор и покупка паяльника - ЧаВо 
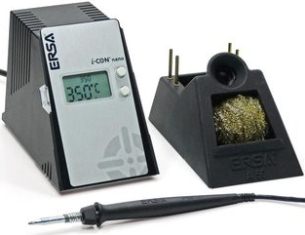
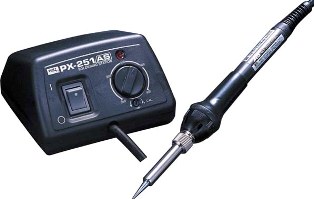
Часть 1 (обзорная) - Разумная цена. - Термостабилизация. - Регулировка температуры. - Достаточная мощность (от 60Вт). - Сменные жала разных профилей. - Компактность, тонкость, легкость. - Необгораемое жало (Hakko, Goot, Quick). Идеальный паяльник ( ) - Ersa i-Tool pico - Ersa i-Con pico - OKi PS-800 - OKi PS-900 - Quick 202 ESD - Quick 303 ESD Хороший паяльник ( ) - Goot CXR-31 - Goot PX-201 - Goot PX-501 - Goot PX-601 - Atten AT937B - Atten AT938D Терпимый паяльник ( ) - Hakko 936A - Lukey 936A - Gordak 936A - Baku 936A - Hony 936A - Atten 936A Картинки паяльников 







Обзоры паяльников По девайсам и использованию По точкам продажи в Гродно: - Николай "авиакассы" ул.Горького 678-46-68, 284-11-22 - Игорь "огород" (грандичский рынок) 788-22-77, 044 788-22-77 - Юрий "пульты ду" (корона В-7-254) 784-84-27, 633-71-80 - Грандичский рынок (павильон "Электрик") - Скидельский рынок (снизу в железе) - Южный рынок (кабели и электрика) По точкам продажи в байнете По интернет магазинам По радиодеталям в байнете По покупкам на диэлэкстрим, байинкоинс Часть 2 (теоретическая) Станция или паяльник Хороший термостабильный паяльник лучше станции за ту же цену. Паяльник компактнее, легче, его проще хранить и легко носить с собой. Однако у станций есть гальваническая развязка от сети, ее не пробьет и не угробит сетевым напряжением схему. Керамика или нихром Принципиальной разницы нет. Керамика (пленочный нагреватель) выдает чуть больше мощности и чуть быстрее геется, она долговечнее, работает годами. От малейшего температурного перекоса керамику может расколоть (если жало короче нагревателя). Отличить керамику от нихрома просто. Достаточно посмотреть на торец нагревателя. Керамика гладкая и имеет "ступеньку". У нихрома торец замазан чем-то вроде цемента. Нихром дешевле, не боится механических повреждений, но перегорает за пол года-год (нон стоп). Все китайцы занимаются выпуском копий (подделок) станций японской компании Hakko. Подключить японский керамический нагревательный элемент (Hakko A1321) вместо нихромового китайского без доработки станции не получится. Он сразу же начнет перегреваться и может выйти из строя. Керамика/нихром? - Первое, цена. Нагревательный элемент пленочного типа (Hakko) не может стоить в розницу дешевле $10-$15. Отсюда паяльники (CT-96) и станции с регулятором, цена на которые низка, в 90% случаев имеют нихромовый нагреватель. - Второе, сопротивление. Нагреватель Hakko состоит из двух, находящихся в толще керамической палочки, дорожек. Одна дорожка, от которой идут два контакта - это нагревающий элемент. Его сопротивление 2.5-3.5 Ом. Вторая дорожка (термосопротивление/терморезистор/термистор) имеет сопротивление 43-58 Ом. - Третье, внешний вид. В нихромовом нагревателе с торца можно увидеть следы белого цемента, у японского видны пленочный нагреватель и терморезистор (в виде петляющих змейками дорожек). У керамического нагревателя торец плоский. Медь или никель Необгорающее жало. Это медное жало, покрытое тонким слоем никеля. Никель перекрывает доступ к меди, защищая ее. Время работы не ограничено. Чистить от нагара не нужно. Медные жала быстро выгорают, их надо постоянно подтачивать, с медного жала сложно убрать весь припой. Медное жало. Прекрасный тепловой контакт. Но растворение меди в припое, необходимость замены конструкции жало-нагреватель примерно раз в год. Это при ежедневной работе около 6 часов. Любоё защитное покрытие ухудшает тепловой контакт с зоной пайки и вынуждает применять физическое усилие для разогрева припоя или повышать температуру жала, чтобы это компенсировать. Аналогичная ситуация с латунным жалом. Клин или косой клин По умолчанию паяльник продаетя с жалом конусного типа, оно подходит для пайки "подачей". Припой подается к месту пайки вместе с жалом паяльника. Встречается жало "игла", это тоже конус, только тонкий. Тонкое сечение "иголки" мгновенно теряет тепло, жало прилипает к плате. Оптимальное жало «отвертка» или «клин», довольно удобна заточка типа "косой клин". Это тот же конус, кончик которого сточен с одной или с двух сторон, по типу отвертки или медицинской иглы. Обладает отличной теплопроводностью, лучше шириной 2-3мм. Целюлоза или сетка Необгорающее жало следует вытирать о целлюлозную губку, она продается в магазинах косметики. С виду желтая картонка, в воде мгновенно превращается в мокрый, вспененный "кирпич". Еще продают сетчатую мочалку для мытья посуды - отличная вещь. Сунул паяльник, а достал сухой и чистый. Можно использовать средства женской гигиены на основе ваты или целюлозы, например, ватные диски или тампоны. Пользоваться менее удобно, но результат ничем не хуже. Зато есть практически везде. Терморегулировка или термостабилизация Без термостабилизации жало будет перегреваться. Нагрев отвертки в пламени спички или в пламени костра будет примерно одинаковым, до температуры пламени. А мощность нагревателя разная. Регулировать температуру просто: в нужный момент выдернуть отвертку из пламени (отключить нагреватель). Вопрос перегрева лишь вопрос времени. Если подать на нагреватель номинальное напряжение, перегрев наступит через время "Т", а если подать половинное напряжение (через диод или регулятор мощности), то через время "2Т" (примерно). Только термостабилизация или управляемое отключение нагревателя решит проблему. Перегрев или недогрев Не стоит греть паяльник выше 300С, не стоит держать в нагретом виде сухим (без припоя). Покрытие жала окисляется при высокой температуре и перестает смачиваться припоем. Оптимальная температура 250-300 градусов, обычный паяльник, без регулировки, дает 350-400 градусов. Самое простое решение, диммер (регулятор мощности), используется для плавного зажигания или гашения света в комнате. Это такая "розетка" с крутилкой. Продается в магазинах свето и электротехники. Стоит около 10у.е. Включается в разрыв одного из проводов питания. Берем кусок хлопчатобумажной ткани (полотенца), смачиваем ее водой. Припой бросаем в баночку с канифолью. Несколько раз проводим жалом по влажной ткани, убираем окисел. А затем, пока жало не окислилось, погружаем в канифоль и начинаем топить в канифоли припой. Канифоль растворяет окислы, а припой их залуживает. Вытираем о ткань жало, можно работать. Важно, чтобы температура была не выше 300 градусов, иначе жало обгорит и перестанет смачиваться припоем. Паяльники российского и украинского изготовления (нагреватели) намотаны честно, на 220В. Поэтому работают с номинальным нагревом при 220В, либо недогреваются, когда напряжение снижается. А китайцы спирали недоматывают. Номинальный нагрев при 170-180В, поэтому в разрыве провода стоит диод. Китайское паяльное оборудование из серии "дешево и сердито". Их основной недостаток с применением регулятора мощности недостаток превращается в достоинство. Паяльник 25вт в случае необходимости можно разогреть как 40вт, или отрегулировать, чтобы только-только плавил припой. При этом следует учесть, что в разрыве одного из проводов питания китайского сетевого паяльника стоит диод, отсекающий половину сетевой синусоиды, а провода могут играть роль резистора (попросту греться). Провод меняем на акустический, диод выбрасываем, добавляем диммер (светорегулятор). Особенно полезен такой "недостаток" при сниженном напряжении в сети, но с регулятором. Иначе перекал и невозможность пайки (припой не берет). Лучше брать 40вт, он практически универсальный. Калибровка паяльника. Чтобы измерить температуру жала, установите паяльник вертикально жалом вниз на шарик термопары мультиметра, расплавьте каплю припоя диаметром 3-4мм, покрыв термопару и кончик жала паяльника и улучшив теплопередачу. В режиме полной мощности температура жала паяльника составляет 540-550 градусов. В режиме пониженной мощности (через диод) на паяльник подается напряжение с одним полупериодом. В результате температура жала падает до 350-360 градусов. Защита глаз -) 

Гродно, ул.Победы,28 grodno@vostok.by 51-45-47 Blade или лезвия -) 




Ну, раз уж упомянули топ-паяльники, то вспомним и о топ-железяках, которыми изоляцию срезать можно. Для гламурных людей со станциями "эрса" или "окай" - ножики "страйдер". Для обеспеченных прагматиков - "ольфа" (с комплектом лезвий). Для небогатых эстетов - одноразовые скальпели со жменей лезвий. Для упрощенных пользователей - обыкновенные канцелярские ножи (с набором сегментированных лезвий). - Strider SMF - Strider CC - Olfa 300 - Olfa NA1 ул.Доватора, 7 08.30-17.00, 12.30-13.00, СБ, ВС вых. тел. 964-304 тел. 482-618 Брэнды или фирмы - CT - ZD - Ersa - Pace - Atten - Baku - Kada - Goot - Antex - Quick - Lukey - Aoyue - Weller - Hakko - Pros-Kit - Solomon - Xytronic Японские шедевры Den-on Instruments - Станция SS-8100 (снята с производства) - Станция SS-8300 - Станция SS-8400 - Паяльник SS-8200 Китайские шедевры CT Lukey Best Aoyue Sunkko ZD Quick Baku Solomon Ya Xun (YX) Отечественные шедевры - "Актаком" ( ) - "Светозар" ( ) - "Колибри" ( ) - "Магистр Мини" Ц20А2 ( ) Практика или удобство (с) Во-первых, желательно иметь два паяльника. Во-вторых, удобных паяльников не так уж и много. В-третьих, важна конструкция жала, на втором плане корпус. Сама коробка станции, наличие индикаторов, регулировок и обратных связей по большому счету на плавление припоя не влияет, в 80% случаев достаточно простого аналогового регулятора температуры (ручки), температура подбирается «на глаз» в зависимости от припоя, флюса, толщины деталей... Смысла приобретать паяльники в составе станций нет, станция стоит как 8 паяльников и ничего кроме банальной регулировки температуры «на глаз» не обеспечивает, простейший тиристорный регулятор стоимостью в $1 делает то же самое. Имеет смысл приобретать самый дешевый вариант с PVC проводом, его все равно менять. Свойства хороших паяльников: Недорогие. Невесомые. Нетолстые. Хорошо лежат в руке и на столе без подставки. Модульный нагревательный элемент, сменные и удобные жала. Английская фирма Antex, две модели заслуживают внимания, но они требуют доработки: смены сетевого провода на тонкий силиконовый (акустический "бескислородный") и приобретение или изготовление регулятора мощности. Дополнительные покупки: жала (2шт), подставка ST6, но подойдет и любая другая. Откручивается винт, удерживающий сетевой провод, провод вынимаеться и выкидывается, на место его вставляеться резиновый амортизатор и польский силиконовый провод для автоакустики, он продается на рынке. Вместо вилки либо готовый регулятор света (диммер), либо самодельный, собранный в корпусе «зарядного устройства для сотового телефона», в накладной розетке или просто в подходящей коробке. Бонусом воткнуть индикаторный светодиодик параллельно нагрузке. 

- Antex CS18 - Antex XS25 Часть 3 (геморройная) Про алгоритм изготовления 


Если на топ-девайсы не хватает денежных средств, а лоу-левел или ляо-гаджеты нас не устраивают, то можно попробовать слепить самому. Тут стоит исходить из принципа модульно-узловой сборки (покупать готовые запчасти и собирать уже из них). Конструкция состоит из примерно следующих элементов: сетевой вилки (корпуса сетевого адаптора), предохранителя, тумблера, регулятора мощности (цепи 220в), понижающего трансформатора (импульсного или электромагнитного), выпрямителя (диодного мостика и конденсатора), регулятора мощности (шим на таймере 555), автомобильного предохранителя ампер на 5, светодиодного индикатора, рукоятки паяльника, нагревательного элемента, жала, провода питания. Начнем с регулятора мощности, поскольку тут возможны варианты. Можно купить готовый (10уе или около 100 000 блр.), можно собрать самому. Тут все зависит от размера, мощности и эстетического чувства. Начнем с серийных вариантов. - Диммер (светорегулятор в виде врезной розетки + монтажная коробка к нему: ) - Твердотельное реле (KIPPRIBOR MD похож на диммер, только мощнее + корпус к нему: ) ( ) ( ) Аналогичный симисторный регулятор мощности можно собрать самому, в различных вариациях. Например, можно поиграться с корпусом, с начинкой и с принципом самой регуляции. В массе своей это будет фазик, т.е. фазовый регулятор мощности. Собрать устройство можно в корпусе зарядного устройства старого мобильного телефона, в корпусе накладной розетки с прозрачной крышкой (для санузлов), в корпусе самого паяльника (ZD80, ZD90). Наконец, корпус можно собрать самому из кабель-канала, из брусков, листов пластика, самоклейки, алюминиевого профиля. Это в случае, если нужно куда-то деть неуклюжий понижающий трансформатор и плату регулятора. В случае с самодельной конструкцией, следует помнить, что схемы есть тру и треш. То есть рабочие, и те, в которых недостатков больше, чем достоинств. Так симисторные схемы создают помехи, примитивные транзисторные разве только не воспламеняются, а шим способен "подать голос". Примеры схем (регуляторы мощности) - фазовый ( ) - фазовый ( ) - фазовый ( ) - фазовый ( ) - фазовый ( ) - фазовый ( ) - фазовый ( ) - шим 220 ( ) - шим 220 ( ) - шим 220 ( ) - шим 12 ( ) - шим 12 ( - шим 12 ( ) Примеры паяльных станций (самодельные цифровые станции) Паяльник CPU Паяльник Миха-Псков Паяльник Юха Паяльник vgorev Изготовление нагревателя (самодельные нагреватели) 

Если хотите сделать самодельный паяльник, купите вначале хорошее "вечное" или никелированное жало системы "пруток". Два-три паяльника различных "номиналов" лучше одного универсального. Цена паяльника будет определятся ценой хорошего жала. Всё остальное - копейки. Если жало решите сделать медным (что лучше по теплопередаче, но хуже по долговечности), то денежная цена паяльника не превзойдёт цену дешёвой бутылки пива, а кайфа будет гораздо больше! Сначала желательно определить мощность девайса. Паяльник при 24в питания кушает полтора ампера, диаметр нихрома 0,2мм длина 60см (намотка бифилярная), если надо 12в и 20вт., то два ампера приблизительно от источника питания. Более толстый провод вторичной обмотки трансформатора, более толстый нихром. Меньше витков нагревателя, меньше площадь контакта с жалом. Расчет придется проверять практикой. Исходным будет значение напряжения питания. Подключаем к питанию кусок нихрома для получения еле заметного свечения (в темноте), этот кусок пытаемся использовать в качестве нагревателя паяльника. Заготовим нихром (20см длиной, диаметром 0,2мм). Отожжём, приварим выводы. Перегибаем пополам и бифилярно наматываем на жало. Осталось закрепить нагреватель стекловолоконными прядями и силикатным клеем, одеть чулок из стеклоткани и сунуть в кожух. Нужно два стекловолоконных чулка, стеклянная нитка и силикатный клей. Как сделать выводы нихромового нагревателя? Один слой с выводами от разных сторон нагревателя не вариант. Значит, мотаем бифилярно! Перегибаем отмеренный отрезок нихрома пополам. Закрепляем перегиб с помощью стеклотканевой нитки и клея. Уложить спираль ровно с поможет нитка. После закрепления выводов стеклотканевой ниткой, технологическую тканевую нитку можно убрать, а можно оставить и нюхать, как она обгорает при первом включении. Обмазка на основе песка, талька и силикатнго клея технологична в приготовлении, хранении, нанесении. Нанесение мокрым шпателем. Сушим, шкурим. После определения длины, привариваем медные выводы (МГТФ) и подвергаем нагреватель экстремальному нагреву с целью придания мягкости (отжиг). Мягкий нихром лучше укладывать. Кроме того, при отжиге создается оксидная пленка, помогающая изоляции витков. Нагреватели могут бть в стекловолоконных "чулках". Чулки взяты с термоустойчивых проводов. Доступны в любом магазине, торгующим электрооборудованием. В этих же магазинах можно купить тонкие термоустойчивые трубки для изоляции выводов нагревателя и термопары. Ищите патроны для мелких галогенок. Шнурок. Провода питания нагревателя и провода термопары (МГТФ) помещены в обувной шнурок. Достаточно устойчивая и мягкая оболочка. Внутри четыре провода. Два питания нагревателя и два для сигнала с термопары. Решено сделать провод из провода МГТФ. Надо сказать, что толщина жилок родного провода невелика. Метровый пучок МГТФ из 5 проводов был сделан. Далее предстояло сунуть этот пучок в трубку. Термоусадка и пвх трубки показали недостаточную мягкость. Поэтому я решил засунуть его в шнурок, для чего он был взят у жены на время. Как просунуть пять гибких проводов в шнурок? Засовываем концы пучка в 4 сантиметровый кусок термоусадки и обжимаем. Желательно термоусадку по диаметру, иначе может вылезти. Далее действуем по принципу продевания резинки в штаны. МГТФ летит к выходу из шнурка. Далее разбираем паяльник. Он легко раскручивается, а плату можно вытолкнуть отверткой. Далее прозваниваем провода и надеваем на них разные по цвету термоусадки, чтоб не перепутать. Можно конечно сначала запаять, потом определить провода с другой стороны, но следует учитывать что сопротивление термопары и нагревателя невелико и тестер пищит даже при прозвонке нагревателя и термопары. Втыкаем разъем, включаем станцию. Не работает. Потом проверил два свободных контакта на разьеме родного провода. Оказалось, они замкнуты между собой, это чтоб станция поняла что в нее воткнули паяльник. Замыкаем провода в разьеме кусочком провода. Провод получился офигенно мягким и приятным на ощупь. Правда синтетический шнурок не огнеупорен. Сами провода не плавятся, да и нету меня привычки палить провод паяльника. Вообще то можно просто сплести косичку из 5 проводков МГТФ, но черный паяльник с розовым проводом смотрится некрасиво. Изготовление нагревателя К ручке из дерева прикреплена медная трубка (тормозная, топливная), в которую запрессовано "вечное" жало. На жало намотано 2-3 слоя стеклоткани, по которой навивается нагревательная спираль (вместо нее можно использовать тальк/силикат). Снаружи спираль изолируется стеклонитью или смесью тальк/силикатный клей. Трубку разогревают горелкой и напрессовывают на хвостовик стального основания (сверло, гвоздь, торчащий из рукоятки паяльника). На жало наматывают два слоя стеклоткани нихромовую спираль. Спиралью служит нихромовый провод диаметром 0,35мм (спираль электроутюга) сопротивлением 5-5,6 Ом. Пропускают сквозь отверстие в ручке шнур питания, свитый из трех изолированных гибких проводников. Трансформатор для питания паяльника должен иметь хорошую межобмоточную изоляцию и ток вторичной обмотки около 1А. Источник питания Пониженное напряжение питания паяльника, оптимально 12 вольт. С одной стороны безопасно, с другой стороны, подходят слегка модифицированные импульсные блоки питания от галогенных ламп формата MR11-MR16. Они компактные и легкие. Покупается блок питания для галогенок, не меньше 100Вт. Паяльник легчайший (БП в виде ИИП лежит в стороне от самого паяльника). Все, что нужно, заменить транзисторы на более мощные и установить их на радиаторы. На выходе переменка 11,5-12в. Если 100Вт, то внутри меняются силовые транзисторы на MJE13009 или подобные. И он становится мощнее, ферриты позволяют. В принципе, можно оставить штатные 13003 или 13005 (последняя цифра - ток). Но если не заменить, или не добавить им радиатор - при долгом нагреве - стрельнут. Потом сверлим дырки в корпусе и ставим пропеллер от видеокарты. Выводим многожильным медным 2х проводным "акустичским" силиконовым проводом Ф2,5мм эти 13,5В наружу. Добавим тумблер и готов блок питания. Дальше блок регулировки, это или диммер до, или шим после. "Дизельный" паяльник Сделал паяльник, используя свечу накала от дизельного двигателя автомобиля. В итоге паяльник нагревается примерно за 60 секунд до рабочей температуры, работает от 12в, держит заданную температуру. Так чт
Изменено:
- 04.10.2013
|
|
Offline |
|
|
Сообщений: 2686
Регистрация: 02.03.2011 Откуда: Санкт-Петербург |
И еще один важный вопрос нужно решить, это трение и нагрев инструмента. Отчасти эта проблема решается изготовлением корпуса штихеля из антифрикционной бронзы, хотя крупный специалист в области штихелестроения, Vol demar, считает по-другому.
|
||
|
Offline |
|
|
Сообщений: 7239
Регистрация: 30.08.2012 Откуда: СПБ |
|
||||
|
Offline |
|
|
Сообщений: 1059
Регистрация: 24.04.2011 |
Раз пошёл разговор , покажу свой инструмент по вопросу штуцера воздуха,на самом деле как показала практика нет никакой разниц откуда подача вохдуха,сбоку или с ручки,привыкнуть можно и так и так,единственное могу сказать что выход трубки из ручки в одной оси с корпусом несколько неудобен в работе,по началу как бы не мешает,но потом постоянное касание трубки к руке немного нервирует,но это личные наблюдения,я отказался от такого варианта.Выход трубки сбоку и из ручки вниз более комфортен мне лично.20 см трубки от капельныцы вполне достаточно для маневрирования ,она послушная и мягкая,далее к педале полеуретановая четвёрка. В комплекте Максима не хватает устройства для работы с холостым ходом,не скажу что это обязательно,но в некоторых моментах гравировки он желателен. регулировка подачи воздуха педалью тоже желательна. Гайка регулировки частоты и амплитуды должна тянуть передний узел и назад и вперёд. Все вы знаете что резьба нержа по нерже очень капризна,закусит и потом можно выбросить инструмент,это очень капризнй момент,он решаемый но надо очень много времени потратить на подгонку.Но в инструменте Максима это оправдано така латунная гайка тянет резцодержатель только вперёд и не испытывает ударной нагрузки. Считаю инструмент Максима сделан на те деньги который он стоит,всё остальное о чём я написал удорожает инструмент,сделать самодельную отвечающую всем требованиям педаль для высокопрофессиональной гравировки естественно сложнее чем её купить готовую,да и дшевле,ручное изготовление,это удорожание. вот варианты со сменным и несменными резцодержателями. справа ручка у которой поршень 3,7 грамма,но мощность его в полтора раза выше.ну и в конце граверовка так,к уважению к клиенту.
Изменено:
- 17.03.2014
|
|
Offline |
|
|
Сообщений: 2686
Регистрация: 02.03.2011 Откуда: Санкт-Петербург |
По трению еще в начале марта было
|
||||
|
Offline |
|
|
Сообщений: 192
Регистрация: 11.09.2013 |
Офисный плевок
(парящая фуксия))) 
- Почему люди плюют? Как только Вы делаете свой первый выстрел, Вы пробуждаете парочку инстинктов: тягу охотиться и защищаться. Вас окрыляют новые возможностями: Вы можете попасть во что-либо издалека, а тишина духовой трубки не обнаружит Вас, с хорошей стрелкой Вы можете даже охотиться на мелких животных. Духовая трубка может заменить Вам пейнтбол. Шарики с краской изобретены, чтобы заменить стрелковое оружие. Но пейнтбольное оружие технически сложно, дорого и доступно не всем. Да и использовать его тоже можно не везде, в городе человек с маркером и в маске выглядит весьма странно. Потратьте 10уе на защитные очки Uvex или 3M в магазине спецодежды, столько же будет стоить покупка трубки в магазине стройматериалов. Вкусные, полезные и экологически чистые ягоды можно обнаружить на ближайших кустах (либо снабдить обтюраторы дротиков пластилиновыми утяжелителями). Игровое соперничество может быть захватывающим, физическая активность и свист разноцветных ягод, летящих в Вас взбудоражат и будут отличным способом увлекательно провести свободное время на природе. Вам придется много бегать, много думать, хорошо маскироваться и быть терпеливым... Создание духовых трубок и стрелок очень интересно, это хобби лучше, чем гипнотическое сидение перед перед экраном ТВ или монитором PC. Есть лишь пункт, где общество должно предотвратить использование духовых трубок - это использование их против других людей. Просто остановите таких людей. Офисный фукинг (плевки в офисе) "Стрельба в офисе из швабры - лишённый премии менеджер"... 
Практически половину своей жизни человек проводит дома, причем большую часть этого времени он спит. Вторую половину соей жизни человек отдает рабочему месту, и тут он уже не спит. Так почему бы не сделать бодрствование увлекательным? А если увлечь коллег, бодрствование станет еще и азартным! Ничего сверхъестественного: упаковка зубочисток, пачка ватных палочек, пара-тойка трубок, лист пенопласта. Стоит лишь совместить деревянную зубочистку и ватную палочку! Разрезаем палочку пополам, получаем два хвостовика для дротиков, вставляем по зубочистке в половинки. Очень технологичные, дешевые дротики! Аккуратно разрезая ватные палочки пополам, вставляя зубочистки, можно за десять минут настрогать штук сорок дротиков, выйдет не очень аккуратно, кучность будет хромать. Стрелять ими можно в лист пенопласта, закрепленный скотчем на стене, в касетон (пенопластовую потолочную панель) в туристическую пенку. Если лист пенопласта, либо пенки в роли мишени недоступен, подойдет обычная доска или лист фанеры, но на стену за ним придется положить мягкий демпфер, чтобы приглушить звук втыкающихся стрелок. Стрелки модернизирутся, вместо зубочистки - кусочек гвоздя с откушенной шляпкой на термоклее (одев кембрик на гвоздик). Дротики выпускаются из метровой алюминиевой трубки диаметром внешним диаметром Ф 6мм (внутренний 5мм, трубка из магазина стройматериалов). Для красоты ее можно затянуть в термоусаживаемый кембрик, а в местах удержания обмотать длинным синтетическим обывным шнурком. Для комнатной стрельбы чудесная штуковина - тихая, кучная, безопасная для мебели и для вещей. Если использовать диафрагмальный импульс ("сжимать воздух брюшным прессом и раскрывать губы"), как будто Вы кашляете в кулак, получается сильнее, чем если просто дуть или затыкать ствол языком. Передней рукой Вы как бы "указываете" на мишень указательным пальцем, трубка ложится между большим и указательным пальцами, задней обнимаете трубку и приставляете кулак к губам, срез трубки у подушечки указательного пальца, не касается губ. Плотно сжимаете губы, кулаком помогаете запереть воздух. Создаете давление брюшным прессом. Важен начальный импульс, именно он разгонает стрелку. В трубку не нужно дуть, в нее нужно "чихнуть". Слишком длинная трубка не есть хорошо, как и слишком короткая, метровой длины достаточно. Стоит периодически чистить "ствол" палочкой с медицинским спиртом... 



Природный фукинг (плевки на природе) Изготовление плевалки. Трубка - готовая, алюминий или пластик. Для маленького офиса или кабинета подойдет трубка длиной 50см, диаметром 5-6мм этого достаточно для отправки дротика на расстояние в 5-6 метров. Для помещений побольше нужна трубка длиной около метра и диаметром 10-12мм. Желательно с толстыми стенками. Сложнее изготовить дротики. Для развлечения занятий хватит пяти-шести штук. Тело дротика можно сделать деревянным (из зубочисток, из шпажек для барбекю), металлическим (гвозди, вязальные или велосипедные спицы), комбинированным (бамбуковая шпажка и наконечник из кусочка гвоздя). Оперение может быть любым, главное удержать дротик в трубке. Пдойдет и пуховая опушка, и кусочки поролоновой губки (туристической пенки), сгодятся бумажные конусы, закрепленные на теле дротика. Подойдут и готовые варианты, в виде пластиковых дюбелей под саморезы, ватных палочек, ватных дисков итп. Центр тяжести дротика должен располагаться в первой трети тела. Чем короче трубка, тем хуже из нее летят длинные дротики, не успевают стабилизироваться. Чем легче дротик, тем он быстрее разгоняется и дальше летит. Но сносится ветром. Оптимальный вес дротика между 3я и 5ю граммами. - Мне скучно! - Плевать! Для изготовления дротиков понадобится упаковка ватных палочек (200шт) - 0.5уе, упаковка зубочисток (400шт) - 1уе. Аккуратно режем ватную палочку пополам, втыкаем в половинки по зубочистке. Ну, штук 25 сразу брак, еще десяток обучение. Итого 365(!) дротиков за 2уе и час "работы". Устреляйся! Нюансы изготовления. На длинном дротике длинные конусы не имеют приимуществ перед обычными, длинные конусы показали себя блестяще с короткими дротиками из гвоздя 50мм длиной (удачная развесовка), ЦТ в районе перехода конуса в гвоздь, где для фиксация нитками. Центр тяжести дротиков должен находиться в пределах 10-15% от центра стрелы в сторону наконечника. Технология проста и дешева. У зубочистки отрезается кончик а у гвоздей откусываются шляпки, гвоздик (для штапиков) встык к зубочистке, обматывается бумажной ленточкой на клею. Бронебойная зубочистка! Очистка ствола. Ну, без этого никуда. Тут все просто, нужен нейлоновый шнурок длиннее трубки и патч (кусочек ватки, марли). Складываем шнурок пополам, в месте перегиба завязываем узелок, в узелок продеваем патч, возвратно-поступательными очищаем. Для дезинфекции смочить патч чистым медицинским спиртом. - Кто на Харькив? - Я на Харькив! (с) анекдот 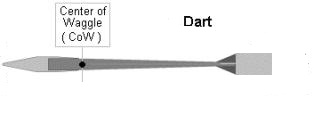

Техника стрельбы. Классические папуасы плюются диафрагмальным толчком, и напрягая/сокращая мышцы брюшного пресса. Проще говоря, животом. Получается "кашель", считается, это эффективнее методики, где надуваются щёки, а труба заткнута языком. Пристрелка ствола (blowgun zeroing). Основная сложность в стрельбе из духовой трубки в том, что глаз (коим осуществляется прицеливание) не может быть расположен над линией канала ствола, тем более на одной с ним высоте. Между задним торцом трубки с дротиком и линией глаз расстояние ладони, поэтому линия канала ствола и линия, соединяющая глаза и цель, не совпадают. Прицеливаясь, держите трубку ниже на дистанции прямого выстрела. Поскольку точка прицеливания "виртуальна", постольку пара простых приемов может существенно облегчить процесс прицеливания: вообразите, что вы удлиняете трубку, вплоть до касания ее концом мишени. Аналогичным образом можно представить светящуюся в воздухе нить, натянутую по прямой линии между дротиком в трубке у Вашего рта и целью, лазерный лучик, касающийся мишени небольшим пятнышком... Точность представлений базируется целиком на опыте стрелка: представляя точку попадания дротика, стреляя, внося корректировки, стрелок получает все более точное представление о точке прицеливания и возможностях трубки. 


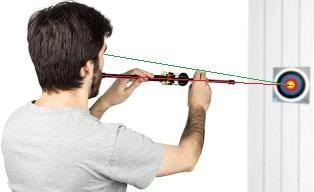
Лазерная указка. Существенно сократить время получения опыта стрельбы можно было бы получая информацию о положении канала ствола относительно цели. Увы, глазами сделать это невозможно. Но способ есть! Расположив на конце трубки лазерную указку, добившись некоей параллельности оси канала трубки и лазерного луча, можно, включив лазерную указку, судить о положении точки попадания. Плюс/минус поправка. Начав с дистанций прямого выстрела (на которых дротик не проваливается вниз и нет необходимости брать выше), можно относительно быстро выработать ощущение, в какой именно точке цели окажется дротик. Произвести "пристрелку" достаточно просто, нужны тиски и стол (табуретка). На избранной дистанции ставим небольшой и заметный предмет. Трубка зажимается в тиски так, чтобы предмет был виден сквозь нее. После этого на конце трубки крепится указка, использованием прокладок или изгибанием кронштейна добиваются появления лазерного пятна на предмете, видимом сквозь трубку. Линии лазерного луча и канала трубки практически параллельны, а значит, мы можем понять, куда именно направлена трубка! Контроль: Глядя в трубку на избранной дистанции, мы должны видеть сквозь нее пятно лазерного луча. Если оно в центре туннеля духовой трубки, значит, все сделано верно. Если нет, то небольшими клинышками добиться соосности трубки и указки, зафиксировать. В качестве кронштейна лдля лазерной указки может выступать ластик, кусочек твердого пенопласта, маленький деревянный брусочек с канавками для указки и трубки, скотч-изолента-кабельные стяжки для фиксации. Можно использовать металлическую полоску, согнутую буквой "П", либо использовать промышленные кронштейны для крепления тактических фонариков на охотничьем оружии - тут все зависит от вашей фантазии. Пример. Пустая банка из-под сгущеного молока, лазерная указка, два винта с гайками из детского конструктора, кусок провода, микрик (мышиная кнопка), термоусадка по размеру кнопки, ножницы, линейка, надфиль, тиски, кусачки, паяльник. Вскрываем банку сгущенки, вырезаем полоску жести: 4-5см - ширина; 10см - длинна. Зажимаем лазерную указку в тиски и спиливаем надфилем противоположную кнопке сторону до платы, к контактам кнопки припаиваем 2 провода, и выводим их на нужное растояние. Затягиваем кнопку термоусадкой, разогрев, сплющиваем свободный край термоусадки пассатижами, герметизируя кнопку. Полоску жести формируем в виде кольца, запаиваем в области шва, сжимаем по бокам так, чтобы получился овал, вставляем в него трубку и указку. Сверлим отверстия между указкой и трубкой для винтов. Зажимаем винты, устанавливаем трубку в тисках, добиваемся соосности луча указки и канала трубки. Кнопку крепим под большим или указательным пальцем передней руки (изолентой, кабельной стяжкой). Стрелять удобнее в помещении или в вечернее время суток. Результаты впечатляют, стрельбу с 15-20м по спичечным коробкам или пачкам сигарет можно проводить не целясь, "на вскидку"! Сумерки ничуть не мешают тренировкам, как раз наоборот. Стоит лишь собрать из реек раму, а на раму наклеить (прибить степлером, закрепить скотчем) лист плотной бумаги, например обоев. Можно задуть темной краской. Правила безопасности (!) Не плюй против ветра! Ветер наплюет сдачи... 
Духовые ружья (духовые трубки), являются оружием, не игрушками. Вы можете быть убиты или ранены, если не соблюдаете правила безопасности. Либо можете убить или ранить посторонних людей. Просто помните эти десять пунктов. 1. Всегда направляйте трубку в безопасном направлении. Никогда не направляйте трубку на человека. 2. Относитесь к любой трубке как к заряженной. Вы не можете быть уверенны, что никто не брал ее в руки. Никогда не верьте, что там нет стрелки, всегда проверяйте, заряжена ли после хранения или при получении от другого человека. Всегда относитесь к трубке как к заряженной, даже если знаете, что это не так, знание уходит, а привычка остается. 3. Вкладывайте стрелку, только когда будете стрелять. Заряженной трубке не место в Вашем доме или в чьем-либо еще. Первое, что сделает любой человек, дорвавшийся до трубки, дунет в нее. Если в ней дротик, в Вас попали. 4. Проверьте цель и линию огня. Убедитесь, что никого нет. Проверьте спереди и сзади, чтобы люди и имущество не пострадали. Не стреляйте в линию горизонта холмов, заборов, крону деревьев итп, при промахе вы поразите цель, но не вашу. 5. Любой стрелок или тот, кто рядом с ним, должен носить защитные очки, на операцию по ремонту глаз у вас не хватит средств а очки всего 12-20 уе. Посторонние должны остаться за вашей спиной. 6. Никогда не карабкайтесь, не прыгайте с оружием. Не стреляйте в движении - Вы не можете контролировать положение трубки, если спотыкаетесь или падаете. Вы должны положить оружие или вручить его партнеру. Это не гарантирует, что вы не покалечитесь во время пируэтов, но так риск намного меньше. Вы не в состоянии просчитать точку прицеливания, если движетесь вы и движется цель, с места или с короткой остановки можно выстрелить точнее. 7. Избегайте рикошета. Никогда не стреляйте в плоскую и твердую поверхность. Стрелки могут отрикошетить от твердых поверхностей и уйти в неожиданные стороны, например, в Вас или других людей. 8. Держите кончик трубки чистым. Не позволяйте ничему заткнуть канал трубки. Не позволяйте трубке встретиться с землей. Да, трубки не взорвутся, как ствол оружия, но зато взорвутся ваши легкие или щеки. 9. Духовые трубки вне огневого рубежа должны быть разряженными. Хранение оружия в разгруженнм состоянии очень (!) важно с точки зрения вашей безопасности или безопасности окружающих. Закончив стрельбу, почистите трубку и оставьте ее чистой. Храните духовые трубки вне досягаемости от случайных людей, храните дротики отдельно от трубки. Не допускайте попадания трубок и/или дротиков в детские руки 10. Уважайте собственность других людей, стреляете ли вы по мишеням или охотитесь, Вы - гость на чужой земле, Вы должны оставить ее в точности такой, какой она была, когда вы вступили на нее. - Помните, трубка не стреляет сама по себе. Не подносите кулак с трубкой к губам, пока не прицелитесь указательным пальцем передней руки. Трубка лишь инструмент, не более, цель и результат ее использования зависит только от вас самих. 

История плевка. Духовая трубка (духовое ружье) - это полая трубка, которая разгоняет маленькую стрелку воздухом, выдуваемым человеком, в виде резкого выдоха, напоминающего кашель. В регионах планеты, где не встречалось пород дерева, пригодных для изготовления луков, распространение приобрела трубка для выдувания стрел. Эффективная дальность стрельбы из длинных (примерно метровой длины) трубок достигает 15-20 метров. Убойная сила стрелки достаточна для поражения среднего по размерам и весу животного, например 5-7кг обезяны, птицы или кролика, но лишь при условии точного попадания. Простейшим был африканский вариант, десятисантиметровая стрелка из шипа выдувалась из трубки длиной 50см. Стрельба велась по птицам на 10-20м. Охотничьи трубки бразильских индейцев и жителей Индонезии имели длину до 2,5м. Индонезийская трубка имела железный наконечник и использовалась как копьё. Типы плевалок: * Пукуна - лёгкая и прочная конструкция из тонкого стебля тростника «урах», вставленного в оболочку из двух половинок пальмового дерева «самора», скреплённых обмоткой ротанговых волокон (идея лейнирования ствола). * Пхи Дич Чан - вьетнамское духовое ружье в виде трубками, использовавшееся для стельбы легкими стрелками. По этому типу информации нет, кроме того, что вот оно такое есть. * Томеанг - в качестве исходных материалов для внутреннего канала и наружной упрочняющей оболочки используются бамбуковые стебли с выбитыми перегородками, причём внутренний канал бамбукового лейнера подвергается тщательному скоблению и полировке. * Сарбакан - изготавливается из двух половинок пальмового дерева, скрепляемых спиральной обмоткой из растительных волокон «джакитара». После сборки и финишной обработки полукруглые канавки на внутренней поверхности образуют правильный цилиндрический канал, пригодный для стрельбы. * Сербатана - духовое ружье древних майя, представляющее собой духовую трубку, стреляющую глиняными шариками (майа не выводили из строя своих врагов и не уничтожали их сразу, а захватывали в плен с целью жертвоприношений). * Сумпитан - сделан из целого куска борнейского железного дерева. Любимое оружие даяков племён Пунана и Кения-Кайян на Борнео, аборигенов Моллукских и Филиппинских островов. *Фукия - японское духовое ружье в виде бамбуковой трубки (около 30 см), стреляющей стрелками в виде бумажного конуса с острым металлическим наконечником. Духовые трубки фукия применялись с давних времен японцами для охоты. Здесь же и цветок (фуксия), бумажная версия на шипе из проволоки втыкается в композицию. *Фукибари (яп. «метательный мундштук») короткая (около 5см) бамбуковая трубка со стрелкой (хари) в роли духового ружья. Обеспечивает попадание на расстоянии до 5м. Но эффект также малоощутим. Увлекательный плевок «Духовое ружье» (сарбакан) было завезено в Европу в начале эпохи Великих географических открытий и сразу стало любимой «игрушкой» самых разных слоев общества. Оно использовалось и для забавы, реже как средство тайной связи (стрелки скатывались в виде трубочек из секретных записок, которые можно было «переправить» в окно адресату). МиФ. Все обожают стрелять из сарбакана колючками. Охотнику необходима ровнная и тщательно обработанную стрелка длиной сантиметров 15-20, а лучше 30, смахивающая на популярный ныне бамбуковый шампурчик, толщиной чуть меньше вязальной спицы, длиной с велосипедную. А еще нужно обмотать ее черенок уплотнителем из волокон или пуха. Тренировочный «снаряд» сарбакана это обыкновенная ягода, например, недозрелый виноград или дикая недозрелая вишня. Ягоды ярких цветов оставляют яркие пятна, ими удобно тренировать будущих воинов. Совремменая версия тренировочного снаряда может напоминать нечто, смахивающее на тампакс... Сарбакан замечен в индонезийско-малайском регионе, а также в южноамериканском. На расстоянии 20-25м духовая стрелка уверенно поражает цель размером с апельсин, вонзаясь глубоко, а дальше в джунглях не стреляют, густая растительность, обилие зелени - видимость не позволяет... 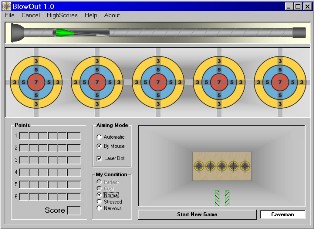


Литература: Michael D. Janich - Blowguns - The Breath of Death Ссылки: История сарбакана История сарбакана Сайт "пещерного" (основной) Сайт "пещерного" (зеркало) Форум духовых трубок (англ.) Форум духовых трубок (нем.) Видео: Игра (~330KByte) Расчет в экселе: Лазерная указка
Изменено:
- 08.05.2015
|
|
Offline |
|
|
Сообщений: 192
Регистрация: 11.09.2013 |
Будем помаленьку писать)))
На написание опуса подвиг пост "Нюра Cikugi" aka "ankaspunzeljami" - собственно, все нижеследующее это ее творчество и есть, только лишь как следует исправленное, дополненное и приправленное. (с) Все, сказанное ниже, не является термодинамической библией, а лишь дилетантствующее ИМХО, помноженное на сетевое любопытство, здравый смысл и толику логических умозаключений, это не моя (интеллектуальная) собственность - лишь то, что делали... Я не ставлю цель снабдить конкретными схемами, чертежами, следует дать понимание принципа и продемонстрировать существующие конструкции, в конкретной ситуации, материалах и оборудовании пользователь разберется сам. Сказ основан на реальных событиях - в практике ювелирного дела попадаются горелки, работающие на жидком топливе (бензине) посредством его бурбулирования, хотя в последнее время любителей "газировки" становится все больше. Вопросы об устройстве, изготовлении бензовоздушных горелок время от времени всплывают, затем погружаются на перископную глубину и снова всплывают. Структурированый материал отсутствует, найти ответ на один и тот же вопрос порой непросто. Постараемся пробежаться по факельно-паяльному оборудованию, пристальнее вглядеться в бензовоздушные агрегаты, поскольку на сегодняшний день мало людей занимается разработкой и/или изготовлением горелок на бензине, довольствуясь газом. Да не погаснет факел! 
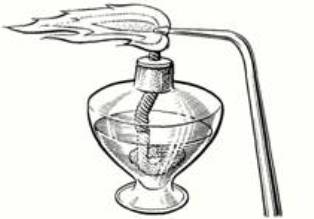
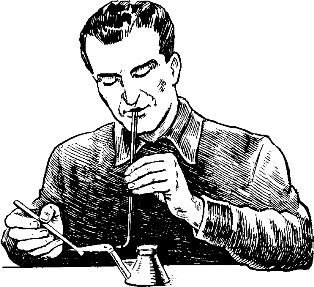
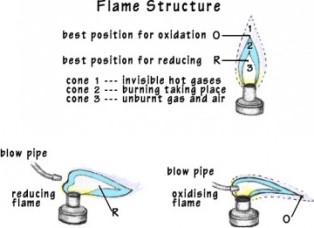
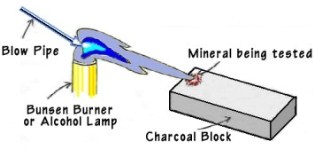
Февка. Если сквозь пламя спиртовки сильно дуть воздухом через иголку от шприца - получается очень тонкий (как иголка) и горячий факел, который прожигает стеклянные пластинки, плавит медную проволоку... Данная конструкция использовалась в ювелирной и химической практике примерно в 1700х. В ювелирном деле именовалась "февкой", а в области химии/геологии "паяльной трубкой" (blowpipe flame). Паяльная трубка введенна в лабораторную практику шведским химиком Кронстедтом (1722-1765). Тонкая струя воздуха, проникая в факел пламени, повышает его температуру меняет направление факела. Паяльная трубка усовершенствована Ганом (1745-1818), введен цилиндр (бачок) для конденсации влажных частиц слюны при дутье. Наконечник должен иметь узкое (0,4-0,6мм) отверстие. Горение свечи обеспечивают пары парафина, смешиваясь с кислородом воздуха за счет естественной конвекции. Парафин это минеральный воск, сложная смесь углеводородов состава CnH2n+2, где n от 18 до 35. Получают кристаллизацией парафинового дистиллята, остающегося после выделения из нефти летучих фракций: бензина, керосина, лигроина и солярового масла. Для прочности добавляют стеарин. Фитиль (двойная или тройная нитка) играет роль капилляра, по которому расплавленная масса парафина поднимается вверх, микро капельки жидкого парафина втягиваются в щели между нитями. При поднесении спички к фитилю парафин плавится и начинает испаряться. Пары загораются. Вследствие высокой температуры в средней части пламени происходит перегонка парафина, разложение паров на уголь и горючие газы. Газы сгорают за счет поднимающегося снизу воздуха, а за счет выделяющейся теплоты частички угля раскаляются добела и светятся. Увлекаясь во внешнюю часть пламени, сгорают в двуокись углерода. Если в пламя свечи вдувать воздух (особенно в основание факела), то пламя становится бесцветными, при обильном притоке кислорода воздуха светящиеся частички угля сгорают, не задерживаясь в пламени. Пламя свечи состоит из трех конусов: внутреннего (бесцветного), среднего (яркого), наружного (фиолетового). Внеся в пламя тонкую трубку и вдувая воздух, мы повысим температуру пламени примерно до 1100С. Паяльную трубку можно заменить иглой медицинского шприца, у которой стачивают кончик до получения прямого среза. В качестве источника воздуха подходит аквариумный компрессор или накачанная насосом ПЭТ бутылка. Окислительное пламя можно получить, если поместить конец иглы в пламя и дуть сильно. Для получения восстановительного пламени кончик паяльной трубки помещают перед пламенем, дуют не сильно. При вдувании воздуха пламя отклоняется в сторону, образуя бледно-синий язычок (не сгоревшие частички углерода в воздушной струе сгорают полностью). Появление желтых языков указывает на неправильное положение иглы относительно пламени. |
|
Offline |
|
|
Сообщений: 192
Регистрация: 11.09.2013 |







Изготовление горелки (torch making). Бензовоздушная горелка имеет очень простое устройство, что позволяет изготовить ее из подручных средств, но для соединения ее частей воедино нужна высокотемпературная пайка. Нужно купить горелку-карандаш ("пенторч"). ПенТорч берет латунный припой диаметром до 4мм. Если паять трубки латунь-латунь, то в качестве припоя нужен медно-фосфорный (в прутках), продаётся на рынках (водопровод), или у кондиционерщиков. Медно-фосфорных припоев два вида, жёлтый и красный, для пайки латуни нужен жёлтый. Минус в том, что при пайки меднофосфорным припоем наблюдается хрупкость самой пайки, при попытке согнуть деталь - видны трещины. Латунный припой чуть лучше, шов неплох, но выгорает цинк, в результате шов крепкий, но весь в дырочку. Серебряный шов этих недостатков не имеет, так что лучше флюс фк209 (фк235)+серебряный припой (в магазине для холодильщиков). Флюс жидкий: 50% буры и 50% борной кислоты, добавляем в кипящую воду, размешиваем. Флюс сухой: растертая в пыль (в ступке) борная кислота, ей присыпается отшлифованная и обезжиренная поверхность под пайку. Порошком быстрее. Если паять зачищенную до блеска медь, можно присыпать бурой, качество шва будет неплохое, но сложнее отмывается по сравнению с борной кислотой. Бура окрашивает пламя в яркий желтый цвет, слепит, если нет очков сварщика. Минус в том, что качественной пайки добиться все же сложно, так что лучше остановиться на фк209 (фк235). Лучше купить серебряный припой с уже нанесенным флюсом, очень удобно паять, хорошая текучесть, шов после пайки не хрупкий. Поверхности должны быть чистыми и обезжиренными. Детали совместить так, чтобы была тонкая щель между паяемыми трубками, детали лучше разместить в тигле (либо перед экраном, например, перед столовой ложкой). Прогреть факелом место пайки, нанести флюс, после греть до красна, зона пайки должна нагреться до морковного цвета. Прутом припоя прикоснуться к месту пайки, снова грейте, припой должен расплавиться и втянуться в щель. После пайки, дайте остыть, потом погрузите в раствор лимонной кислоты, в продуктовом магазине продаётся. Можно просто дать остыть на воздухе. Медь после этого становится мягкой, как и при окунании в воду после нагрева. Из медных трубок диаметром 6-8мм спаяйте два-три тройника, они нужны для соединения компрессора, ресивера, горелки и бачка-аэратора (или туристического газового баллона, если вы убежденный фанат "газировки"). 
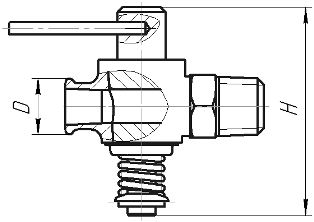
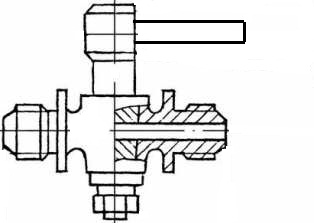



Пробковый кран - это надежная конструкция, имеющая пропускную способность протока близкую к сечению трубопровода, отсутствие завихрений, плюс простота конструкции. Для изготовления нужен латунный (бронзовый) пруток или брусок. Надежное (притертое) соединение, отсутствие резиновых прокладок, способных раскисать под действием бензина или масла. Основное достоинство является недостатком, притертые поверхности однородного металла слипаются намертво. В данном случае перспективно применение различных пар материалов: сталь-бронза. По конструкции краны делятся на сальниковые (с уплотнительными кольцами) и натяжные, натяжные чаще всего используют для управления потоком газа. В корпусе помещена конусная пробка со штоком и местом под рукоятку. Крышка сальника притягивается к корпусу резьбой, сжимая сальниковую набивку, которая охватывает шпиндель и препятствует просачиванию вдоль шпинделя. В нижней части пробки сквозное отверстие т.н. "окно", кран открывают, поворачивая пробку так, чтобы окно было напротив отверстий корпуса крана. Чтобы закрыть кран, пробку поворачивают на 90 градусов. Пробка должна быть притерта к корпусу, чтобы не пропускать газ. Плотное соприкосновение "пробки" крана со стенками корпуса достигается нажимом крышки на сальниковую набивку прямо или через втулку, если такая используется. Пробковый натяжной кран на нижней части пробки имеет шпильку с резьбой, на которую надевается шайба и накручивается гайка. Плотное соприкосновение пробки и корпуса достигается натяжением гайки (либо пружины и гайки/шпильки). Нужен токарный станок (нужно сделать коническую развертку). Давление держат (не свистят). Точится заготовка с внешними контурами, привязки к размерам нет. Сверлится центральное отверстие, с обеих сторон растачивается под трубку с резьбой, на глубину 1/3 с одной стороны и 1/3 с другой. Заготовку визуально делим на 3 части. Затем сверлом на треть меньшим чем то, которым сверлили осевое отверстие, сверлим боковое, берём коническую развёртку 1:50 и разворачиваем просверленное боковое отверстие. Точим поворотно-запорную часть крана. Выставляем малую продольную на угол равный углу развёртки, точим конусную часть крана, оставляя место под рукоятку и резьбу для гайки. Затем вставляем коническую часть в развёрнутое отверстие и сверлим бутерброд сверлом которым сверлили осевое отверстие в корпусе, как по кондуктору. Если всё сделано точно (конус) то получается отличный кран, иначе можно притереть одну деталь относительно другой с притирочной титановой пастой. Присоединительные трубки-штуцеры за рамками обсуждения. 



Горелка-карандаш. Pentorch или Paintorch? Горелка представляет собой тонкий алюминиевый металлический цилиндр на одном конце которого сопло, а на другом клапан для подключения газового баллона и заправки. В месте, где трубка вставлена в горелку, находится маленькая форсунка ("диафрагма") - металлический диск из фольги диаметром 3мм с отверстием посередине. Чтобы добраться до него, надо открутить трубку. Даже не пытаться чистить! Из медной фольги толщиной 0,3мм вырубить кружок, положив на твёрдую поверхность (железо), кончиком тонкой иголки при помощи молотка пробить отверстие. Той стороной, из которой торчал кончик иглы, наружу. Останется проверить. Если отверстие великовато ("размытый факел"), то можно уговорить мягко. Положить выпуклой частью вверх, и загладить пинцетом. Если это не помогает, можно жестче, легкий удар молока и отверстие уменьшается. Если же паяем часто... Ремонта заключается в штамповке диафрагмы. Для штампа - обломок хвостовика сверла Ф2,5мм (диаметр диафрагмы), торец отшлифовать на шлифовальном бруске так, чтобы края были острые, штамп достаточно сделать один раз. Далее полиуретан, на гладкую сторону фольгу, сверху штамп, отшлифованым торцом к фольге, по другому концу не сильно, зато резко ударить небольшим молотком, получится аккуратное отверстие в фольге и заготовка диафрагмы. Для отверстия нужны новые швейные иглы, не по номерам, выбрать самые тонкие. На поверхность стальной линейки помещаем заготовку (по центру) прижимаем острием иглы, с вращательными движениями перемещаем заготовку по линейке. Когда в фольге появится отверстие, услышите характерный скребущий звук, диафрагма готова. Ну или положить заготовку на стальную линейку, иголку по центру, лёгенький "тюк" деревяшкой. |
|
Offline |
|
|
Сообщений: 192
Регистрация: 11.09.2013 |

импортная терминология (английский) - torch (горелка/факел) - burner (горелка/сжигатель) - blow pipe (февка/духовая трубка) - blow torch (февка/паяльная лампа) - jewelry torch (ювелирная горелка) - german blow pipe (газовоздушная горелка) - fuel-air mix (топливо-воздушная смесь) - petrol-air mix (топливо-воздушная смесь) - hydrogen torch (водородная горелка) - acetylene burner (ацетиленовая горелка) - pressure torch (безинжекторная горелка) - balanced-pressure torch (безинжекторная горелка) - flame control (управление пламенем) - flame softer (пламя мягче) - flame harder (пламя жестче) достоинства бензинок - низкая стоимость - высокая надежность - легкость в управлении - легкость повторения конструкции - простота (материалов и инструмента) - изучение физики пламени, свойств топлив (бензина) - снижение шума и габаритов, наращивание мощности рабочие параметры - расход воздуха 0.5-1л/мин (пайка) - расход воздуха 1.5-3л/мин (плавка) - диаметр жиклера 0.4-0.5мм (пайка) - диаметр жиклера 0.5-1.0мм (плавка) - диаметр жиклера 1,8мм (ГБ3 пайка) - диаметр жиклера 2,5мм (ГБ3 плавка) - бачок 0.5-1 литр (пайка) - бачок 3-5 литров (плавка) - диаметр отверстий рассекателя (1.5мм) - ширина прорезей рассекателя (1мм) - количество отверстий/прорезей 4-6-8-12 - предельное давление в бачке 100мм рт ст - рабочий диапазон давлений 30-90мм рт ст Максимальное давление, нагнетаемое ртом, то бишь легкими человека. Контроль давления в воздушной магистрали до бачка-испарителя осуществим с помощью манометра медицинского тонометра (для измерения артериального давления). 
Поскольку система стоит в условиях плохой освещенности (под столом), оправдано внедрение в манометр светодиода подсветки шкалы и батарейки CR2032 с выключателем, либо подсветка шкалы куском светодиодной ленты со внешним питанием. используемые клапана Практически всегда имеется пружина, она закрывает клапан на низких давлениях. - запирание лепестками - запирание конус по конусу - запирание шарик по конусу - запирание конус по плоскости - запирание плоскость по плоскости - запирание нипельного типа (резиновое кольцо) - запирание нипельного типа (трубка на штуцере) регулировки - количество (поток) - качество (состав) - факел (форма) компрессор - "асо" - септика - аэрографа - аквариумный - самодельный - холодильника - кондиционера - автомобильный - стоматологический электродвигатель - фен - модель - принтер - игрушка - шуруповерт - магнитофон воспламенитель - свеча - спички - спиртовка - зажигалка пьезо - зажигалка газовая (cricet) - зажигалка магнитная (220в) - короткое замыкание (12-25в, металлическая сетка, соплом по ней) разгон бачка - греть (водяная баня) - трясти (вибратор-эксцентрик) - трясти (платформа компрессора) - запенить (рассекатель на трубке) - заполнить (гранулы, стружка, мочалки, проволока, опилки, стекловата) трубки - тормозная - топливная - холодильная (медная) - холодильная (капилляр) - кондиционерная сопло - гильза - баллончик СО2 управление компрессором - микрик (геркон) - реле (мосфет) шланги - капельница - аквариумная - гидро уровень - топливная трубка - топливная трубка (обратка) - трубка стеклоомывателя - система переливания крови сфера применения - слесарка (пайка резцов) - электрика (пайка клемм) - электрика (пайка кабелей) - ювелирное дело (пайка, литье) - изготовление ножей (пайка больстеров, хвостовиков) - стоматология/протезирование (пайка, термообработка) - кондиционеры стационарные (пайка медных трубок) - кондиционеры автомобильные (пайка медных трубок) - топливная система автомобиля (пайка медных трубок) - автомобильное газовое оборудование (пайка медных трубок) материал форсунки (жиклера) 
- на пропан-кислородную смесь - из латуни; - на ацетилен-кислородную смесь - из меди; Стойкость латуннй форсунки в 4 раза меньше, чем медной, а в случае работы в тяжелых условиях (в замкнутом объеме) высока вероятность оплавления латунной форсунки вследствие перегрева. Форсунки должны изготавливаться из хромовой бронзы марки БрХ. Медь М3 по по тепловой стойкости не уступает хромовой бронзе (БрХ). Чего нельзя сказать о латуни (теплопроводность латуни в 3 раза ниже, чем у меди).
Изменено:
- 10.05.2015
|
|
Offline |
|
|
Сообщений: 45
Регистрация: 05.09.2016 |
абитуриент,
Можно конечно. есть даже техника изготовления всякой красивой фигни из разноцветного стекла, где изначально вытягиваются длинные секлянные трубки толщиной милиметров 5, затем режутся, складываются, образуя некий рисунок с торца, потом скручиваются после прогрева, растягиваются и т.д. Очень похоже на изготовление карамельных конфет. Красиво короче. но горелкой в сарайно-гаражных условиях ничего нормального не сделаешь. Там стекломассу в печах часов по 12 плавят. Я тут макуме пробовал из советских монет горелкой делать. получилось примерно тоже самое, что в данной ветке с золотом. движение есть, а прогресса нет! |
|
Offline |
|
|
Сообщений: 61
Регистрация: 20.04.2019 |
Несколько дорогих опок из Сапфира не выдержали температуру прокалки в 720 градусов и начали отстреливать во все стороны чешуйки металла на высоту примерно до третьего ряда спиралей нагревателя. в итоге пока поняли что к чему поменяли три комплекта этих самих спиралей . В итоге уменьшили температуру до 680 а на спирали пришлось одевать кварцевые трубки. .. И это при том при всём что Сапфир заявляет изготовление из правильной нержи строго маркированной ! Какая вообще чернуха? какой втормет? опоки только у проверенного поставщика! Нервы дороже! И типоразмеров не так много основных-90\100\120\150(152,156) . Тем более что под них есть готовые башмаки. Под них и стаканы вакуумные соответственно или один с переходниками на все случаи жизни. |
||
|
Offline |
|
|
Сообщений: 277
Регистрация: 15.11.2018 Откуда: Воронеж |
|
||||
|
Offline |
|
|
Сообщений: 300
Регистрация: 26.06.2019 |
ДмитрийМ,
Если Вы заметили, в моих постах речь идет об аппаратах, производящих смесь водорода с кислородом. В системе газогенераторов практически отсутствуют ёмкости для накопления и хранения производимого газа. Весь выработанный газ, сразу же подается в магистраль для прямого расхода (сжигания). Работать с водородным оборудованием, в разы безопаснее чем работать с любым газобаллонным оборудованием. Практически все углеродосодержащие горючие газы, за исключением метана, имеют плотность больше плотности воздуха, соответственно, любая утечка горючего газа в помещении, это большая опасность, так как такой газ скапливается у поверхности пола, а при достижении критической концентрации, может произойти взрыв, с последующим выносом оконных рам, дверных проемов или межкомнатных перегородок. В случае с гремучим газом это исключено... Я около 10-ти лет занимаюсь проектировкой и изготовлением водородной газогенерирующей техники, в моих небольших мастерских ежедневно травится гремучий газ кубическими метрами в час, и я с уверенностью могу сказать, что утечки гремучего газа в литр или десть литров в час, не приведут ни к какому серьезному инциденту. Гремучий газ, а вернее водород, находящийся в его составе, значительно легче воздуха и любая утечка моментально поднимается под потолок, где моментально покидает помещение через штатную вентиляцию. При монтаже разветвителей для индивидуальных рабочих постов необходимо использовать гибкий медный трубопровод с внутренним диаметром трубки до 4 мм. Это абсолютно безопасно, надежно и, в данном случае на века.
Изменено:
- 15.07.2019
|
||
|
Offline |
|
https://www.traditionrolex.com/13