Сообщений: 56 Регистрация: 06.11.2012 Откуда: Санкт-Петербург
new-d.gem.,
Методов укладки несколько
Прямой метод
Технология укладки мозаики прямым набором сложилась исторически - от самых первых мозаичистов, выкладывавших узоры из цветной гальки на дорожках и полах древних поселений. Смысл прямого набора - в прямой укладке мозаичных элементов на постоянную основу. Частицы вдавливаются или приклеиваются на декорируемую поверхность, сразу образуя мозаичное изображение. Рисунок 3.3 – Прямой набор, смальта вдавленная в массу
Именно прямым набором изготовлены великолепные древнеримские и византийские мозаики. Мозаичные мастерские тех времен насчитывали до нескольких десятков работников и подмастерьев, так как прямой набор требовал подготовки материала - смальты или камня, и значительных затрат времени на выкладывание сложных жанровых картин и узоров. Прямой набор в древности осуществлялся непосредственно на месте мозаичной композиции, будь то пол или стена жилого или общественного помещения. На ровном слое закрепляющей массы делался эскиз, а затем кусочки смальты вдавливались в массу - иногда на несколько тысячелетий (рисунок 3.3).
В современных условиях прямой набор часто осуществляется в мастерских - мозаичное изображение собирается на основу - стекловолокно или иные материалы, причем крупные изображения делятся на фрагменты. Затем готовая мозаика собирается непосредственно на объекте из готовых частей - и крепится вместе с основой к поверхности.
Метод прямого набора также используется для крупноформатных мозаик из смальты или камня. Примерное расположение крупных деталей мозаики подбирается в мастерской и обозначается на рисунке, а затем в соответствии с разработанной схемой производится монтаж непосредственно на объекте.
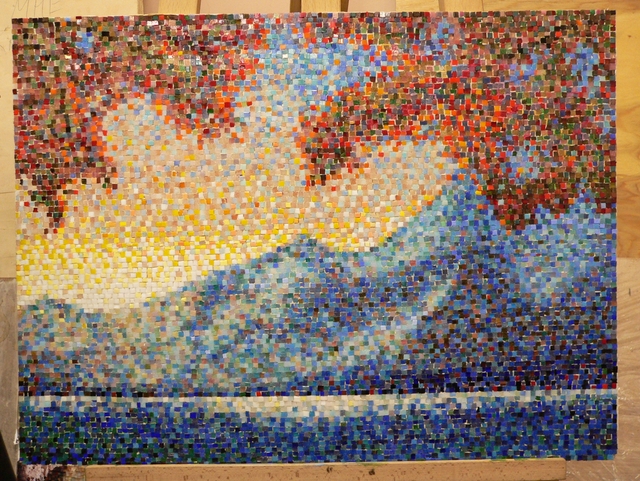
Прямой метод можно использовать для мозаик без дополнительной отделки лицевой поверхности - для настенных панно или композиций, в которых неровность общей поверхности и различные наклоны и особенности отдельных элементов создают особенную игру света и фактуру (рисунок3.4). Мерцание и цветовые нюансы мозаичной отделки способны решать самые различные интерьерные и эстетические задачи.
Распечатывается или рисуется эскиз. И в зависимости от набора, он переносится на основу либо на него накладывают временную или постоянную каркасную систему (сетка, калька, плёнка). При прямом наборе эскиз остаётся неизменным для набора. Набор производится на постоянную каркасную систему, через которую видно изображение, или же эскиз рисуется прямо поверх постоянной основы мозаики. При этом методе используется Kerabond Т, который может служит основой мозаичной плиты при обратном наборе.
Рисунок 3.4 – Мозаика набранная прямым методом.
Обратный метод
Мозаика наброная обратным методом имеет обычно ровную поверхность (рисунок 3.5).
При обратном наборе часто используется следующая технология. На твердую основу - как правило, фанеру - натягивается холст или иная ткань, на которую в зеркальном отражении переводится рисунок. Дальнейший набор мозаики производится с учетом того, что лицевая сторона расположена со стороны холста. В процессе работы камни закрепляются особым водорастворимым клеем. Таким образом, при необходимости что-то изменить нужное место смачивается водой, и камни легко отходят. По окончании работы вся площадь мозаики покрывается тонким слоем песка, а затем широкой кистью аккуратно расчищается. Песок должен остаться лишь в швах между камнями для того, чтобы раствор не вытек на лицевую сторону мозаики. Затем проводится окончательная заливка. В зависимости от будущего места положения мозаики и ее размера принимается решение, какая будет арматура, какая должна быть толщина слоя раствора и какой материал использовать. Раньше мозаики заливали цементом, и мозаика получалась неподъемная, толстая, и при этом хрупкая и склонная к трещинам. В последнее время появилось множество замечательных материалов, позволяющих создавать тонкие, легкие и очень пластичные конструкции. Это дает возможность их легко транспортировать, практически без риска для работы, и их во много раз проще монтировать.
Залитая мозаика сохнет положенное время, затем переворачивается. Ткань либо отходит сама, либо отмачивается горячей водой. Песок и остатки клея смываются. Далее необходимо дать мозаике окончательно просохнуть, и можно приступать к монтажу.
Рисунок 3.5 – Мозаика, набранная обратным методом.
Ну вы чего в самом деле. Я цепями почти не занимаюсь, но тут на фото даже я вижу, что ваша 1050 это набор колечек, хоть и мелких. Маленькими партинками припоя и впред и все. Тут главное приноровиться. Я скань вручную набираю мелкую, да и вообще и тут пока все прогреешь изделие, пока то да се, времени уходит много иногда. У вас же ситуация проще. Подумайте как удобно расположить цепь, где положить приготовленные партинки припоя, где флюс, включайте Рахманинова или Рамштайн и вперед. Глаза бояться, руки делают.
Offline
Сообщений: 2244 Регистрация: 28.06.2005 Откуда: Москва
Barban, я согласен, Солид уже не отвечает требованиям времени. В основном ценой, скорость еще так сяк, для одного дизайнера пойдет. И вместе с тем, полноценной альтернативы нет. Заменить солидскейп можно только набором оборудования или установкой в 2 раза дороже.
А вот для дизайнеров, архитекторов и микромоделлеров вполне хватит фрезера. Не важно сколько осей, зависит от задач. В результате получается низкая цена оборудования, широкий спектр используемых материалов, не нужны специализированные расходники, большие рабочие зоны.
Вы же сами понимаете, у стереолитографии приличные ограничения по печати моделей. И порой, уж больно черновые модели получаются.
Offline
Сообщений: 4 Регистрация: 08.09.2013
Мой Вам совет , берите один раз хорошую и надежную технику.... Я тоже до Проксона покупал 3 разных гравировальных набора, но все пришлось выбросить , а Проксоном доволен ...
Bigrabbit, Набор ручьёв, конечно, маловат и кто из ювелиров посноровистей, заказывают дополнительные ролики с различной глубиной, а не только с шириной. Конечно, желательно ручей подобрать чётко по профилю. Узкий ручей даже не рассматривается, ежели по дизайну не задуманы канавки паралельные, что иногда очень даже нужно))))) Так как набор ручьёв мал, то приходится ставить более широкие, а тут уже многое зависит от чувства пластики металла. С опытом начинаешь понимать, как придерживать-направлять кольцо, чтобы оно не гуляло по ручью , из-за чего и получается волна, которая, впрочем, убирается несколькими способами. Но желательно изначально её не допускать, направляя кольцо визуально по центру ручья..., а для этого и раком постоять не грех..., ну, невеликий грех))))))))
Offline
Сообщений: 10478 Регистрация: 09.03.2010
Aleksandr-kazan, Вот этот реактив в пластиковом пузырьке точно не покажет ,там вообще кажется азотка не разбавленная а на 333 у них пополам разбавленная, делаю сам по книжным с поправкой , на 375 : 60мл азотки с 40мл дист. воды , на 585-583 : 46 мл азотки 2 капли солянки (по книжке 4) 54 мл воды , для 750 : 60мл азотки ,1мл соляной , 39 воды. Но очень много зависит от камня и шероховатости его поверхности , камень понятно ,черный без всяких перепадов цвета, а поверхность в ,,магазинном ,, состоянии грубая соответственно толщина натира толстая , поэтому разбег будет большой, я камень на стекле порошками карбида кремния довожу до 10 абразива ,тогда поверхность получается восковая , но дает хорошо считываемый но тонкий натир и поэтому точность определения достаточная , потому и 2 капли солянки а не 4 , у меня такой скорости реакции как у пробирёров нету и смотреть не как в книжках пишут , который натир темнее то и ниже(это больше для хлорного золота) , а который вперед начал набирать цвет ,тот и ниже. К приимуществу кислотного, не обязательно в кустарных условиях иметь весь цветовой набор игл ,так как определение идет не по сравнению интенсивности пятна, а по тому где вперед натир съедает, (хотя на финише могут быть одного оттенка) это мне пробирёр так в свое время растолковал , и камень, как иногда советуют чистить мелкой наждачкой нельзя(поверхность портится), только пемзой или сам протираю отработанной мокрой формухой , промыл ,вытер и миндальным маслом(в аптеке есть),потом протереть насухо.
Offline
Сообщений: 141 Регистрация: 22.10.2012
раз у вас все так наладилось, но начните с денежно-материального
Собирайте инструмент, сделайте верстак.. Минимальный набор можете найти либо на форуме, либо ( к тому же) при посещении нескольких ювелирных ремонтных мастерских. Там где мастер на виду у клиента сидит за верстаком. На простой вопрос такому мастеру : " а что это за фигулина у вас висит?" - а то я ювелирный инструмент себе стартовый собираю, а такую фигнюшку еще не видел... вы получите и ответ, и скорее всего небольшую лекцию что вам надо, а что не надо. Тем более на первое время.
Слушать нужно все, запоминать все, но верить не всему.А то противоречий до фига накопиться А дальше делайте хоть что то. Хоть медную проволоку гнутую пальцем горелкой с (ну припой можно серебряный и купить у того же мастера из мастерской) паяйте. И читайте, читайте... А если попадется словоохотливый расказчик, то вообще клад... Удачи.
Крым кстати большой у нас.
Offline
Сообщений: 192 Регистрация: 11.09.2013
Собственно, продублирую тут, еще сунул на форум родного города. Ну мало ли, вдруг кто электронику препарировать соберется или оловом паять чего нибудь. Да и просто чтиво для релаксации, в стиле "как оно может быть". Это не мой текст, это компиляция всего по немногу с форумов и сайтов, этакий "винигретик" - приятного аппетита )))
Выбор и покупка паяльника - ЧаВо
Часть 1 (обзорная)
- Разумная цена.
- Термостабилизация.
- Регулировка температуры.
- Достаточная мощность (от 60Вт).
- Сменные жала разных профилей.
- Компактность, тонкость, легкость.
- Необгораемое жало (Hakko, Goot, Quick).
Идеальный паяльник ( )
- Ersa i-Tool pico
- Ersa i-Con pico
- OKi PS-800
- OKi PS-900
- Quick 202 ESD
- Quick 303 ESD
Хороший паяльник ( )
- Goot CXR-31
- Goot PX-201
- Goot PX-501
- Goot PX-601
- Atten AT937B
- Atten AT938D
Терпимый паяльник ( )
- Hakko 936A
- Lukey 936A
- Gordak 936A
- Baku 936A
- Hony 936A
- Atten 936A
Картинки паяльников
Обзоры паяльников
По девайсам и использованию
По точкам продажи в Гродно:
- Николай "авиакассы" ул.Горького 678-46-68, 284-11-22
- Игорь "огород" (грандичский рынок) 788-22-77, 044 788-22-77
- Юрий "пульты ду" (корона В-7-254) 784-84-27, 633-71-80
- Грандичский рынок (павильон "Электрик")
- Скидельский рынок (снизу в железе)
- Южный рынок (кабели и электрика)
По точкам продажи в байнете
По интернет магазинам
По радиодеталям в байнете
По покупкам на диэлэкстрим, байинкоинс
Часть 2 (теоретическая)
Станция или паяльник
Хороший термостабильный паяльник лучше станции за ту же цену. Паяльник компактнее, легче, его проще хранить и легко носить с собой. Однако у станций есть гальваническая развязка от сети, ее не пробьет и не угробит сетевым напряжением схему.
Керамика или нихром
Принципиальной разницы нет. Керамика (пленочный нагреватель) выдает чуть больше мощности и чуть быстрее геется, она долговечнее, работает годами. От малейшего температурного перекоса керамику может расколоть (если жало короче нагревателя).
Отличить керамику от нихрома просто. Достаточно посмотреть на торец нагревателя. Керамика гладкая и имеет "ступеньку". У нихрома торец замазан чем-то вроде цемента. Нихром дешевле, не боится механических повреждений, но перегорает за пол года-год (нон стоп).
Все китайцы занимаются выпуском копий (подделок) станций японской компании Hakko. Подключить японский керамический нагревательный элемент (Hakko A1321) вместо нихромового китайского без доработки станции не получится. Он сразу же начнет перегреваться и может выйти из строя. Керамика/нихром?
- Первое, цена. Нагревательный элемент пленочного типа (Hakko) не может стоить в розницу дешевле $10-$15. Отсюда паяльники (CT-96) и станции с регулятором, цена на которые низка, в 90% случаев имеют нихромовый нагреватель.
- Второе, сопротивление. Нагреватель Hakko состоит из двух, находящихся в толще керамической палочки, дорожек. Одна дорожка, от которой идут два контакта - это нагревающий элемент. Его сопротивление 2.5-3.5 Ом. Вторая дорожка (термосопротивление/терморезистор/термистор) имеет сопротивление 43-58 Ом.
- Третье, внешний вид. В нихромовом нагревателе с торца можно увидеть следы белого цемента, у японского видны пленочный нагреватель и терморезистор (в виде петляющих змейками дорожек). У керамического нагревателя торец плоский.
Медь или никель
Необгорающее жало. Это медное жало, покрытое тонким слоем никеля. Никель перекрывает доступ к меди, защищая ее. Время работы не ограничено. Чистить от нагара не нужно. Медные жала быстро выгорают, их надо постоянно подтачивать, с медного жала сложно убрать весь припой.
Медное жало. Прекрасный тепловой контакт. Но растворение меди в припое, необходимость замены конструкции жало-нагреватель примерно раз в год. Это при ежедневной работе около 6 часов.
Любоё защитное покрытие ухудшает тепловой контакт с зоной пайки и вынуждает применять физическое усилие для разогрева припоя или повышать температуру жала, чтобы это компенсировать. Аналогичная ситуация с латунным жалом.
Клин или косой клин
По умолчанию паяльник продаетя с жалом конусного типа, оно подходит для пайки "подачей". Припой подается к месту пайки вместе с жалом паяльника. Встречается жало "игла", это тоже конус, только тонкий. Тонкое сечение "иголки" мгновенно теряет тепло, жало прилипает к плате.
Оптимальное жало «отвертка» или «клин», довольно удобна заточка типа "косой клин". Это тот же конус, кончик которого сточен с одной или с двух сторон, по типу отвертки или медицинской иглы. Обладает отличной теплопроводностью, лучше шириной 2-3мм.
Целюлоза или сетка
Необгорающее жало следует вытирать о целлюлозную губку, она продается в магазинах косметики. С виду желтая картонка, в воде мгновенно превращается в мокрый, вспененный "кирпич". Еще продают сетчатую мочалку для мытья посуды - отличная вещь. Сунул паяльник, а достал сухой и чистый.
Можно использовать средства женской гигиены на основе ваты или целюлозы, например, ватные диски или тампоны. Пользоваться менее удобно, но результат ничем не хуже. Зато есть практически везде.
Терморегулировка или термостабилизация
Без термостабилизации жало будет перегреваться. Нагрев отвертки в пламени спички или в пламени костра будет примерно одинаковым, до температуры пламени. А мощность нагревателя разная. Регулировать температуру просто: в нужный момент выдернуть отвертку из пламени (отключить нагреватель).
Вопрос перегрева лишь вопрос времени. Если подать на нагреватель номинальное напряжение, перегрев наступит через время "Т", а если подать половинное напряжение (через диод или регулятор мощности), то через время "2Т" (примерно). Только термостабилизация или управляемое отключение нагревателя решит проблему.
Перегрев или недогрев
Не стоит греть паяльник выше 300С, не стоит держать в нагретом виде сухим (без припоя). Покрытие жала окисляется при высокой температуре и перестает смачиваться припоем. Оптимальная температура 250-300 градусов, обычный паяльник, без регулировки, дает 350-400 градусов.
Самое простое решение, диммер (регулятор мощности), используется для плавного зажигания или гашения света в комнате. Это такая "розетка" с крутилкой. Продается в магазинах свето и электротехники. Стоит около 10у.е. Включается в разрыв одного из проводов питания.
Берем кусок хлопчатобумажной ткани (полотенца), смачиваем ее водой. Припой бросаем в баночку с канифолью. Несколько раз проводим жалом по влажной ткани, убираем окисел. А затем, пока жало не окислилось, погружаем в канифоль и начинаем топить в канифоли припой.
Канифоль растворяет окислы, а припой их залуживает. Вытираем о ткань жало, можно работать. Важно, чтобы температура была не выше 300 градусов, иначе жало обгорит и перестанет смачиваться припоем.
Паяльники российского и украинского изготовления (нагреватели) намотаны честно, на 220В. Поэтому работают с номинальным нагревом при 220В, либо недогреваются, когда напряжение снижается. А китайцы спирали недоматывают. Номинальный нагрев при 170-180В, поэтому в разрыве провода стоит диод.
Китайское паяльное оборудование из серии "дешево и сердито". Их основной недостаток с применением регулятора мощности недостаток превращается в достоинство. Паяльник 25вт в случае необходимости можно разогреть как 40вт, или отрегулировать, чтобы только-только плавил припой.
При этом следует учесть, что в разрыве одного из проводов питания китайского сетевого паяльника стоит диод, отсекающий половину сетевой синусоиды, а провода могут играть роль резистора (попросту греться). Провод меняем на акустический, диод выбрасываем, добавляем диммер (светорегулятор).
Особенно полезен такой "недостаток" при сниженном напряжении в сети, но с регулятором. Иначе перекал и невозможность пайки (припой не берет). Лучше брать 40вт, он практически универсальный.
Калибровка паяльника.
Чтобы измерить температуру жала, установите паяльник вертикально жалом вниз на шарик термопары мультиметра, расплавьте каплю припоя диаметром 3-4мм, покрыв термопару и кончик жала паяльника и улучшив теплопередачу.
В режиме полной мощности температура жала паяльника составляет 540-550 градусов. В режиме пониженной мощности (через диод) на паяльник подается напряжение с одним полупериодом. В результате температура жала падает до 350-360 градусов.
Защита глаз -)
Гродно, ул.Победы,28
grodno@vostok.by
51-45-47
Blade или лезвия -)
Ну, раз уж упомянули топ-паяльники, то вспомним и о топ-железяках, которыми изоляцию срезать можно. Для гламурных людей со станциями "эрса" или "окай" - ножики "страйдер". Для обеспеченных прагматиков - "ольфа" (с комплектом лезвий). Для небогатых эстетов - одноразовые скальпели со жменей лезвий. Для упрощенных пользователей - обыкновенные канцелярские ножи (с набором сегментированных лезвий).
- Strider SMF
- Strider CC
- Olfa 300
- Olfa NA1
ул.Доватора, 7
08.30-17.00,
12.30-13.00,
СБ, ВС вых.
тел. 964-304
тел. 482-618
Во-первых, желательно иметь два паяльника.
Во-вторых, удобных паяльников не так уж и много.
В-третьих, важна конструкция жала, на втором плане корпус.
Сама коробка станции, наличие индикаторов, регулировок и обратных связей по большому счету на плавление припоя не влияет, в 80% случаев достаточно простого аналогового регулятора температуры (ручки), температура подбирается «на глаз» в зависимости от припоя, флюса, толщины деталей...
Смысла приобретать паяльники в составе станций нет, станция стоит как 8 паяльников и ничего кроме банальной регулировки температуры «на глаз» не обеспечивает, простейший тиристорный регулятор стоимостью в $1 делает то же самое.
Имеет смысл приобретать самый дешевый вариант с PVC проводом, его все равно менять. Свойства хороших паяльников: Недорогие. Невесомые. Нетолстые. Хорошо лежат в руке и на столе без подставки. Модульный нагревательный элемент, сменные и удобные жала.
Английская фирма Antex, две модели заслуживают внимания, но они требуют доработки: смены сетевого провода на тонкий силиконовый (акустический "бескислородный") и приобретение или изготовление регулятора мощности.
Дополнительные покупки: жала (2шт), подставка ST6, но подойдет и любая другая. Откручивается винт, удерживающий сетевой провод, провод вынимаеться и выкидывается, на место его вставляеться резиновый амортизатор и польский силиконовый провод для автоакустики, он продается на рынке.
Вместо вилки либо готовый регулятор света (диммер), либо самодельный, собранный в корпусе «зарядного устройства для сотового телефона», в накладной розетке или просто в подходящей коробке. Бонусом воткнуть индикаторный светодиодик параллельно нагрузке.
- Antex CS18
- Antex XS25
Часть 3 (геморройная)
Про алгоритм изготовления
Если на топ-девайсы не хватает денежных средств, а лоу-левел или ляо-гаджеты нас не устраивают, то можно попробовать слепить самому. Тут стоит исходить из принципа модульно-узловой сборки (покупать готовые запчасти и собирать уже из них).
Конструкция состоит из примерно следующих элементов: сетевой вилки (корпуса сетевого адаптора), предохранителя, тумблера, регулятора мощности (цепи 220в), понижающего трансформатора (импульсного или электромагнитного), выпрямителя (диодного мостика и конденсатора), регулятора мощности (шим на таймере 555), автомобильного предохранителя ампер на 5, светодиодного индикатора, рукоятки паяльника, нагревательного элемента, жала, провода питания.
Начнем с регулятора мощности, поскольку тут возможны варианты. Можно купить готовый (10уе или около 100 000 блр.), можно собрать самому. Тут все зависит от размера, мощности и эстетического чувства. Начнем с серийных вариантов.
- Диммер (светорегулятор в виде врезной розетки + монтажная коробка к нему: )
- Твердотельное реле (KIPPRIBOR MD похож на диммер, только мощнее + корпус к нему: )
( )
( )
Аналогичный симисторный регулятор мощности можно собрать самому, в различных вариациях. Например, можно поиграться с корпусом, с начинкой и с принципом самой регуляции. В массе своей это будет фазик, т.е. фазовый регулятор мощности.
Собрать устройство можно в корпусе зарядного устройства старого мобильного телефона, в корпусе накладной розетки с прозрачной крышкой (для санузлов), в корпусе самого паяльника (ZD80, ZD90).
Наконец, корпус можно собрать самому из кабель-канала, из брусков, листов пластика, самоклейки, алюминиевого профиля. Это в случае, если нужно куда-то деть неуклюжий понижающий трансформатор и плату регулятора.
В случае с самодельной конструкцией, следует помнить, что схемы есть тру и треш. То есть рабочие, и те, в которых недостатков больше, чем достоинств. Так симисторные схемы создают помехи, примитивные транзисторные разве только не воспламеняются, а шим способен "подать голос".
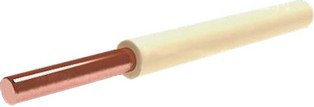
Если хотите сделать самодельный паяльник, купите вначале хорошее "вечное" или никелированное жало системы "пруток". Два-три паяльника различных "номиналов" лучше одного универсального. Цена паяльника будет определятся ценой хорошего жала. Всё остальное - копейки.
Если жало решите сделать медным (что лучше по теплопередаче, но хуже по долговечности), то денежная цена паяльника не превзойдёт цену дешёвой бутылки пива, а кайфа будет гораздо больше!
Сначала желательно определить мощность девайса. Паяльник при 24в питания кушает полтора ампера, диаметр нихрома 0,2мм длина 60см (намотка бифилярная), если надо 12в и 20вт., то два ампера приблизительно от источника питания.
Более толстый провод вторичной обмотки трансформатора, более толстый нихром. Меньше витков нагревателя, меньше площадь контакта с жалом. Расчет придется проверять практикой. Исходным будет значение напряжения питания.
Подключаем к питанию кусок нихрома для получения еле заметного свечения (в темноте), этот кусок пытаемся использовать в качестве нагревателя паяльника. Заготовим нихром (20см длиной, диаметром 0,2мм). Отожжём, приварим выводы.
Перегибаем пополам и бифилярно наматываем на жало. Осталось закрепить нагреватель стекловолоконными прядями и силикатным клеем, одеть чулок из стеклоткани и сунуть в кожух. Нужно два стекловолоконных чулка, стеклянная нитка и силикатный клей.
Как сделать выводы нихромового нагревателя? Один слой с выводами от разных сторон нагревателя не вариант. Значит, мотаем бифилярно! Перегибаем отмеренный отрезок нихрома пополам. Закрепляем перегиб с помощью стеклотканевой нитки и клея. Уложить спираль ровно с поможет нитка.
После закрепления выводов стеклотканевой ниткой, технологическую тканевую нитку можно убрать, а можно оставить и нюхать, как она обгорает при первом включении. Обмазка на основе песка, талька и силикатнго клея технологична в приготовлении, хранении, нанесении. Нанесение мокрым шпателем. Сушим, шкурим.
После определения длины, привариваем медные выводы (МГТФ) и подвергаем нагреватель экстремальному нагреву с целью придания мягкости (отжиг). Мягкий нихром лучше укладывать. Кроме того, при отжиге создается оксидная пленка, помогающая изоляции витков.
Нагреватели могут бть в стекловолоконных "чулках". Чулки взяты с термоустойчивых проводов. Доступны в любом магазине, торгующим электрооборудованием. В этих же магазинах можно купить тонкие термоустойчивые трубки для изоляции выводов нагревателя и термопары. Ищите патроны для мелких галогенок.
Шнурок. Провода питания нагревателя и провода термопары (МГТФ) помещены в обувной шнурок. Достаточно устойчивая и мягкая оболочка. Внутри четыре провода. Два питания нагревателя и два для сигнала с термопары.
Решено сделать провод из провода МГТФ. Надо сказать, что толщина жилок родного провода невелика. Метровый пучок МГТФ из 5 проводов был сделан. Далее предстояло сунуть этот пучок в трубку. Термоусадка и пвх трубки показали недостаточную мягкость.
Поэтому я решил засунуть его в шнурок, для чего он был взят у жены на время. Как просунуть пять гибких проводов в шнурок? Засовываем концы пучка в 4 сантиметровый кусок термоусадки и обжимаем. Желательно термоусадку по диаметру, иначе может вылезти.
Далее действуем по принципу продевания резинки в штаны. МГТФ летит к выходу из шнурка. Далее разбираем паяльник. Он легко раскручивается, а плату можно вытолкнуть отверткой. Далее прозваниваем провода и надеваем на них разные по цвету термоусадки, чтоб не перепутать.
Можно конечно сначала запаять, потом определить провода с другой стороны, но следует учитывать что сопротивление термопары и нагревателя невелико и тестер пищит даже при прозвонке нагревателя и термопары.
Втыкаем разъем, включаем станцию. Не работает. Потом проверил два свободных контакта на разьеме родного провода. Оказалось, они замкнуты между собой, это чтоб станция поняла что в нее воткнули паяльник. Замыкаем провода в разьеме кусочком провода.
Провод получился офигенно мягким и приятным на ощупь. Правда синтетический шнурок не огнеупорен. Сами провода не плавятся, да и нету меня привычки палить провод паяльника. Вообще то можно просто сплести косичку из 5 проводков МГТФ, но черный паяльник с розовым проводом смотрится некрасиво.
Изготовление нагревателя
К ручке из дерева прикреплена медная трубка (тормозная, топливная), в которую запрессовано "вечное" жало. На жало намотано 2-3 слоя стеклоткани, по которой навивается нагревательная спираль (вместо нее можно использовать тальк/силикат). Снаружи спираль изолируется стеклонитью или смесью тальк/силикатный клей.
Трубку разогревают горелкой и напрессовывают на хвостовик стального основания (сверло, гвоздь, торчащий из рукоятки паяльника). На жало наматывают два слоя стеклоткани нихромовую спираль. Спиралью служит нихромовый провод диаметром 0,35мм (спираль электроутюга) сопротивлением 5-5,6 Ом.
Пропускают сквозь отверстие в ручке шнур питания, свитый из трех изолированных гибких проводников. Трансформатор для питания паяльника должен иметь хорошую межобмоточную изоляцию и ток вторичной обмотки около 1А.
Источник питания
Пониженное напряжение питания паяльника, оптимально 12 вольт. С одной стороны безопасно, с другой стороны, подходят слегка модифицированные импульсные блоки питания от галогенных ламп формата MR11-MR16. Они компактные и легкие.
Покупается блок питания для галогенок, не меньше 100Вт. Паяльник легчайший (БП в виде ИИП лежит в стороне от самого паяльника). Все, что нужно, заменить транзисторы на более мощные и установить их на радиаторы. На выходе переменка 11,5-12в.
Если 100Вт, то внутри меняются силовые транзисторы на MJE13009 или подобные. И он становится мощнее, ферриты позволяют. В принципе, можно оставить штатные 13003 или 13005 (последняя цифра - ток). Но если не заменить, или не добавить им радиатор - при долгом нагреве - стрельнут.
Потом сверлим дырки в корпусе и ставим пропеллер от видеокарты. Выводим многожильным медным 2х проводным "акустичским" силиконовым проводом Ф2,5мм эти 13,5В наружу. Добавим тумблер и готов блок питания. Дальше блок регулировки, это или диммер до, или шим после.
"Дизельный" паяльник
Сделал паяльник, используя свечу накала от дизельного двигателя автомобиля. В итоге паяльник нагревается примерно за 60 секунд до рабочей температуры, работает от 12в, держит заданную температуру. Так чт
Изменено:
- 04.10.2013
Offline
Сообщений: 319 Регистрация: 09.02.2013
Сварочные технологии в ювелирном деле В ювелирном деле многие технологические приемы, открытые давным-давно, долгое время оставались неизменными, словно их обошел научно-технический прогресс. Скажем, сварка не находила признания у ювелиров, предпочитавших соединять части украшений пайкой. Чтобы, например, изготовить изделие с накладной сканью, проволоку сначала скручивали, затем изгибали в виде завитков или спиралей и напаивали на основу, представлявшую собой шарики, тоже напаянные на металлическую поверхность. Положение стало меняться с развитием электронной промышленности, при которой, совершенствуя сборку полупроводниковых приборов, пришлось решать задачи, свойственные ювелирному искусству. Со временем выяснилось, что лазер, снабженный микроскопом, постоянно используемый в сборке микросхем, весьма удобен и в ювелирном деле. Лазерным лучом можно «дотянуться» до любого труднодоступного места в украшении или, плавно меняя мощность импульса, нанести лучом маленькую, аккуратную сварную точку на локальном участке — в двух миллиметрах от горячего пятна температура не повысится. Лазер также способен выровнять поверхность, «постреляв» по ней расфокусированным лучом и тем самым оплавив ее верхний слой. Наконец, мощные лазерные импульсы способны испарить лишний металл или же пробить микроотверстие в какой-то детали. Микроэлектроника, где перечень используемых материалов обширнее, чем в любой другой области, потребовала применения самых разных видов сварки — дуговой, контактной, лазерной, электронно-лучевой, ультразвуковой, термокомпрессионной, диффузионной. Диапазон их возможностей очень широк, и это позволяет выполнить самые разные сборочные операции в ювелирных технологиях. Очень похоже, что именно специалисты, занимавшиеся микросваркой электронных приборов, стали проводниками своих технологий в ювелирное дело. Сломалась сережка или порвалась цепочка у близких или знакомых, почему бы не исправить поломку, если в распоряжении имеется набор современного прецизионного оборудования. Удалось отремонтировать поврежденное украшение — значит, можно попробовать изготовить простенькую брошь или перстень, а затем — взяться и за более сложное изделие. Примерно по такой схеме развивались события в 90-х годах ХХ века на кафедре «Микросварка» («Технологические автоматизированные комплексы») в Московском институте электронного машиностроения, где накопился большой опыт использования современных методов сварки в ювелирном искусстве. Особенно привилась в ювелирном деле электрическая контактная сварка, точнее, ее разновидность — сварка конденсаторная. Конденсатор быстро разряжают через трансформатор, и в его вторичной обмотке (один виток толстого провода) возникает мощный импульс тока, он проходит через соединяемые детали, при этом в районе контакта выделяется значительное тепло и, расплавляя здесь соединяемый материал, образует сварное ядро. При пайке ювелирных изделий обычно приходится выполнять трудоемкую черновую сборку, соединяя все крупные и мелкие детали и закрепляя их так, чтобы они не рассыпались от тепловых деформаций, вспучивания флюса, давления пламени газовой горелки (которой в основном пользуются ювелиры), или просто от неосторожных движений. Поэтому ювелирным изделиям старались придать такие структуры и формы, чтобы подпружинить, упереть друг в друга все их части и детали. В сложных изделиях выполнялась многоступенчатая пайка, и для каждой последующей операции брали припой с более низкой температурой плавления, что, конечно, весьма осложняло процесс сборки. Кроме того приходилось использовать относительно крупные (по ювелирным масштабам) детали, чтобы соединение пайкой было достаточно прочным. С этой цепью, например, при изготовлении сканых украшений, расплющивали проволоку и припаивали детали к плоской поверхности. Припой затекал в зазоры под детали, и это требовало очень точно выдерживать размеры зазоров. При конденсаторной сварке детали без труда соединяют последовательно, одну за другой, и это позволяет создавать объемные, довольно сложные ювелирные конструкции, напоминающие, например, деревце. Нагрев при этом происходит только в районе соединения, температура самого изделия повышается настолько незначительно, что во время сварки его можно держать в руках. Это особенно важно для изделий с ювелирными камнями, которые, как правило, не выдерживают высоких температур. Для таких камней готовят особое ноже — каст. На это ложе укладывают камень и подгибают края каста или же используют особые выступы — крапаны. При контактной сварке камни укладывают на предназначенное для них место в самом начале работы, смотрят, как сочетается рисунок камня с общим узором изделия, поправили его части или добавляя новые элементы. Еще одно достоинство конденсаторной сварки — она способна соединять самые разные металлы, с том числе такие, которые практически не поддавались пайке. И, конечно же, сварка не нуждается в припое, который обычно ухудшает качество соединений. Правда, установки контактной сварки, выпускаемые промышленностью и используемые в электронной промышленности, оказались неудобны для ювелирных работ. Сотрудникам кафедры пришлось разработать собственный вариант и виде пинцета с гибкими проводами, которым можно произвести сварку в глубине разных ажурных изделий. Там, где требуется более мощная сварка, используют особый стержень (карандаш) с рукояткой и маленький медный столик размером в два спичечных коробка, на который кладут изделие. На очереди стояло — внедрение в ювелирное дело дуговой сварки. Правда, свойства электрической дуги, используемой в промышленности, и дуги малых токов (менее 5 ампер), которой ведут сварку мелких деталей, существенно различаются. Микродуга обычно капризна, горит неустойчиво, «гуляет» по поверхности изделия, часто обрывается и гаснет. Специалисты кафедры избавились от этих недостатков, используя, в частности, импульсную модуляцию сварочного тока, которая стабилизирует дугу. Еще одна проблема дуговой сварки состоит в том, что дугу приходится «зажигать» по сути вслепую, касаясь наугад электродом поверхности изделия. Лишь когда дуга зажигается, начинают следить за процессом сварки через защитное стекло. Созданная на кафедре электронная схема отслеживает момент прикосновения электрода к изделию и лишь некотороевремя спустя возбуждает дугу. Этот интервал позволяет установить электрод в нужной точке, подвести защитное стекло, приподнять электрод над поверхностью изделия, и только в момент его отрыва начать сварку. Кроме того электроника строго дозирует энергию, вводимую в сварной шов, и он получается без дефектов. Остается сказать, что использование микроэлектронной технологии позволяет выполнять украшения со значительно большим, чем при пайке, числом деталей, затрачивая гораздо меньше труда. При этом практически неограниченны возможности наращивания величины изделия и его усложнения.
Offline
Сообщений: 2244 Регистрация: 28.06.2005 Откуда: Москва
Barban, давайте принимать критику без попыток оскорбить собеседника. Я вам пишу как есть, а вы пытаетесь "впарить" "сырой" принтер, а там и трава не рости.
Фрезер на 2000 мм длины, конечно, мне нужен не для ювелирки. У меня до него еще были и есть два фрезера. 3-х и 5-х осевой именно для ювелирки.
С вашими доводами не согласен.
1. У всех разные возможности купить оборудование. Для студента после ВУЗа, даже 3000 долларов, + компьютер, рабочее место = неподъемные деньги. Для более или менее ставшего на ноги ювелира, желающего осваивать 3д, есть много возможностей по оборудованию.
2. Относительно обработки моделей с фрезера, опять же вы исходите из своего негативного опыта. Хорошо отфрезерованная восковка это наиболее качественный прототип, который возможен на рынке сейчас. С минимумом обработки после резки, если правильно обсчитали программу резки. Тем более, они наиболее близки к ювелирной технологии, проблем с литьем на стандартных елках не будет.
3. Те же самые тени под крапанами сильно зависят от используемого инструмента. 5-градусный уклон поверхности мало кому доставляет проблемы на корнерах. На крупных крапанах, тени убираются дорезкой под разными углами, т.к. вручную их сложно убрать.
4. Теперь по поводу осваивать и поддерживать. При печати SLA для разных моделей и форм есть много методик печати. Вот их то как раз и непросто понять и освоить. По факту, каждая модель может вас заставить подумать. Конечно, вы скажете, что есть программы по расстановке поддержек. Да, есть. Но я там не вижу в списке этого принтера. Они прилично стоят (хотя в Украине это не проблема).
И самое главное, без понимания процесса вы все равно ничего путного не сделаете.
На фрезере же используется технология, близка к азам резки моделей из воска вручную. Набор фрез и граверов, цанги, обороты, алгоритм работы от черновой резки до чистовой модели. Это будет понятно многим ювелирам и так.
Посмотрите в соседних темах, сколько простейших вопросов по освоению SLA. И если по фрезерам более или менее единая система работы, известен набор ПО, команд, алгоритмов работы и мануалы. То по SLA нет ни устоявшихся стандартов, ни стандартизованных методик печати, даже литье и то с танцами. Конечно, включить саму установку SLA и налить в ванну материал несложно. Но вот что дальше? Да, принтер будет работать. Только как вы потом будете смотреть ювелирам в глаза, когда они столкнутся с кучей микродеформаций на отпечатанных моделях, которые никак не убрать? Т.е. установка будет работать, спору нет. Только для каких целей она им будет нужна?
Поэтому, мое мнение противоположно вашему.
Первым делать купит фрезер. Не важно какой, важно для каких задач. Уж как минимум плоские модели, кольца, шинки, касты и прочее сделаете.
И уж потом купить принтер. Опять же, тогда вы поймете что вам нужно. Основная же проблема многих принтеров как раз плоские модели или модели с камнями и узором по кругу.
P.S Мой совет тем, кто выбирает оборудование. Не поленитесь, сделайте не менее 10 заказов на том оборудовании, которое планируете покупать. Пусть вам отпечатают или отфрезеруют на заказ. Относительно фрезеров, обращаю внимание, что качество очень зависит от человека, управляющего им. Поэтому, лучше попробовать в 2-3 местах.
В процессе работы с прототипами вам все будет понятно.
Я ничего не продаю, в доле у Тимофея не состою. Наезжать и не собирался. Извините, если что.
Может вы и правы. Спорю только из дискуссионного азарта.
Я вот сам "стремаюсь" заказывать у ЧПУ-шника, который не отвечает на эл. почту, а только по телефону. Хотя он и ближе. Сами же говорите "от человека зависит". Это целая наука - ЧПУ-резка, и в институте ее не пропадают, надо самому учиться по интернетам. Не все на это способны. Те, кто только по телефону общаются - точно нет.
А вот принтер попроще будет. Пеки блины, да снимай со сковородки.
Софт по расстановке поддержек у b9c идет в комплекте.
Barban, для принтеров также нужно учиться, как и для ЧПУ. Возможно даже больше. Вот вы с Тимом общаетесь, он вам поможет в случае чего, будь у вас принтер. Остальные вряд ли будут в такой ситуации. Поэтому, человеческий фактор никто не отменял.
В любом случае, как бы я критически не был настроен относительно SLA, ваше направление в целом верное. Как только получите более или менее приемлемое качество, люди к вам потянутся.
Поэтому, было бы интересно, если бы вы выставляли фото изделий из новых полимеров или с новыми настройками. Учитывая, что люди выставляют изделия с других принтеров, будет с чем сравнить.
Ок. Как только будет достойное я выложу. Вот на подходе пару наборов, на след. неделе думаю покажу.
Offline
Сообщений: 2186 Регистрация: 04.11.2012 Откуда: ИЗ СЧАСТЬЯ
ДАааа !!! Без производственных споров ни как аж жутко читать но может это и к лучшему, в этом споре истина НЕ накрылась медным тазом а нашла правду. Признаться честно тоже не сразу врубился о назначениях и названия - кроме корнервёртки. И вот #830 и я испытал стыд перед собой, причина проста, столько раз перечитан Марченков и столько раз обращал внимание на рисунок корнезера и только сейчас узнал а точнее ткнули носом и объяснили для чего этот инструмент. А ведь действительно этими корнезерами будет точнее наноситься метка чем корнервёрткой. Накатки пока оставим в стороне от обсуждения - ими действительно не везде и не всегда можно подлезть.
Что-то и не знаю от расстройства и стыда как продолжить диалог. Вообщем благодарен Вам коллеги что дали понять что кроме накаток и корнервёрток существует корнезеры и как и куда их пихать усвоил. Спасибо.
Цитата
(Михаил Ш 27.11.2013 15:17:59). У корновертки сферу углубляю и снаружи опиливаю прямоугольником.
Михаил , теперь к Вам вопрос ? У Вас корновертки самодел или покупные - это к тому , чем углубляете и зачем. Лично сам правлю корнервёртки на фионе, корнервёртки покупные и долбятся на фионе только на горячую ( желательно успеть пока красная, раскалена иначе может сколоться или треснуть если успеет остыть) далее подправляю с наружи под микроскопом = алмазным надфилем и резинками т.к при правке на фионе центр сферы смещается в сторону .
Вас Михаил не смог понять зачем углубляете, или в новой корнервёртке Вам не достаточно углубления сферы, обточив снаружи в квадрат Вы не трогаете круг( сферу , если только самый край и мизер-мизер) или всё-таки круг невольно обточится по краям прежде чем получится квадрат Хотя как на фото из книги = там вместо квадрата лодочкой ( возможно так точнее будет наноситься гризант) зато квадрат в руке крутить по граням сторон крутить быстрее наверное - пока так догадался. А если быть честным до конца то в крестике использовал корнервёртку самого маленкого размера из покупного набора, размера такого какой использую при закрепке камня в 1мм. - есть-ли понт и смысл так фонатиться чтоб из такой маленькой корнервёртки делать на конце квадратик - уже в сомнении и мыслях ( возможно попробую ) - эксперимента ради подрезать пару-тройку штрихов и по ним нанести параллельно гризант накаткой, корнервёрткой и корнезером который изготовлю.
СПАСИБО ЗА НАУКУ - пособие Марченкова читал а видать НЕ дочитал
Offline
Сообщений: 2686 Регистрация: 02.03.2011 Откуда: Санкт-Петербург
Цитата
(tof71 28.11.2013)Михаил , теперь к Вам вопрос ? У Вас корновертки самодел или покупные - это к тому , чем углубляете и зачем. Лично сам правлю корнервёртки на фионе, корнервёртки покупные и долбятся на фионе только на горячую ( желательно успеть пока красная, раскалена иначе может сколоться или треснуть если успеет остыть) далее подправляю с наружи под микроскопом = алмазным надфилем и резинками т.к при правке на фионе центр сферы смещается в сторону .
Вас Михаил не смог понять зачем углубляете, или в новой корнервёртке Вам не достаточно углубления сферы, обточив снаружи в квадрат Вы не трогаете круг( сферу , если только самый край и мизер-мизер) или всё-таки круг невольно обточится по краям прежде чем получится квадрат Хотя как на фото из книги = там вместо квадрата лодочкой ( возможно так точнее будет наноситься гризант) зато квадрат в руке крутить по граням сторон крутить быстрее наверное - пока так догадался. А если быть честным до конца то в крестике использовал корнервёртку самого маленкого размера из покупного набора, размера такого какой использую при закрепке камня в 1мм. - есть-ли понт и смысл так фонатиться чтоб из такой маленькой корнервёртки делать на конце квадратик - уже в сомнении и мыслях ( возможно попробую ) - эксперимента ради подрезать пару-тройку штрихов и по ним нанести параллельно гризант накаткой, корнервёрткой и корнезером который изготовлю.
Извините, что сразу не ответил, повелся на провокатора. Ну, по порядку:
Сейчас уже не те времена, что бы корновертки самому делать, но покупные дорабатываю. Способов испробовал много, начиная от изготовления очень маленьких алмазных боров (впрочем я их для глиптики использовал), но остановился на таком: отрезаю медную или латунную проволоку, диаметром 2,35мм, в наконечник бормашины, заостряю об напильник, кончик корновертки обмакиваю в алмазную пасту (примерно 10/7), и под микроскопом, прокручивая корновертку пальцами, вышлифовываю латунным или медным бором сферу нужной мне формы и глубины. При работе свободным абразивом не нужно сильно нажимать, а чуть дотрагиваться, сами почувствуете. А на фионе можно после промывки от пасты корновертку слегка глянценуть. На все уходит 5 --10 минут. Я и покупные мелиграфы углубляю так же.
Когда делаешь корнейзен, небольшую часть сферы, естественно, сошлифовываешь.
Корнейзен не крутят, а немного качают из стороны в сторону. normi, Вы мне не интересны и с Вами разговаривать не хочу. А что касается названий, хорошо сказал парень в довоенном фильме Республика ШКИД: -- ... по немецки цацки-пицки, а по-русски бутерброд Если с кем и интересно было бы спорить, то, например с Валера Сурик, да он от споров увиливает. Наверное для этого нужно с ним водочки попить, но и от этого увиливает.
Изменено:
- 28.11.2013
Offline
Сообщений: 232 Регистрация: 04.04.2011
Отмучивание
Уже в процессе растирания при смене воды происходит отмучивание эмали. Полностью растертую эмаль помещают в фарфоровую чашечку и заливают водой. Затем ее помешивают пластмассовым шпателем, чтобы вода охватила всю эмалевую массу. Затем эмаль оставляют отстаиваться, сливают отстоявшуюся сверху мутную воду и заменяют ее свежей водой. Процесс повторяют до тех пор, пока вода над эмалью не станет совсем прозрачной.
Эта степень чистоты отмывки особенно необходима для прозрачных эмалей; отмывку непрозрачных эмалей можно прекращать при несколько мутной воде, это не оказывает существенного влияния на качество эмалевой поверхности.
Мутную воду не следует выливать в раковину!
Она может засорить ее, кроме того, при этом теряется еще годное эмалевое сырье. Несколько ситечек для кофе с набором проволочных дужек необходимо укрепить над раковиной так, чтобы происходило фильтрование сливаемой воды. При использовании большого количества эмалей рационально располагать фильтры по цветовым группам: от белой до желтой, от зеленой до синей, от оранжевой до красной, от фиолетовой до синей, от серой до черной. Ввиду того, что через фильтры проходят все новые порции воды, эмали в них остаются все время влажными. Они набухают, «стареют» и становятся более вязкими и упругими. Когда через несколько месяцев фильтры будут заполнены, эмалевый шлам высушивают. В результате получают идеальную контрэмаль, которая, однако, не имеет чистой окраски и блестящей поверхности. Ее следует, конечно, использовать на невидимых поверхностях. Она обладает хорошим сцеплением и благодаря своей упругости выравнивает напряжения, возникающие при обжиге металла.
Обязательным требованием, подтверждаемым многолетним опытом, является промывка прозрачных эмалей только дистиллированной водой, чтобы исключить загрязнение эмали примесями, имеющимися в водопроводной воде, например Fe, Са и др. Непрозрачные эмали можно без риска промывать водопроводной водой.
Пояснения от автора постов (почему устарело серое): Для начинающих способ сбора материала для контрэмали сложен. Сложно сказать насколько такая контрэмаль лучше чем, например, новая.
Изменено:
- 08.12.2013
Offline
Сообщений: 83 Регистрация: 09.07.2009 Откуда: россия
Цитата
(Валера Сурик 13.09.2013) Bigrabbit,
Набор ручьёв, конечно, маловат и кто из ювелиров посноровистей, заказывают дополнительные ролики с различной глубиной, а не только с шириной. Конечно, желательно ручей подобрать чётко по профилю. Узкий ручей даже не рассматривается, ежели по дизайну не задуманы канавки паралельные, что иногда очень даже нужно))))) Так как набор ручьёв мал, то приходится ставить более широкие, а тут уже многое зависит от чувства пластики металла. С опытом начинаешь понимать, как придерживать-направлять кольцо, чтобы оно не гуляло по ручью , из-за чего и получается волна, которая, впрочем, убирается несколькими способами. Но желательно изначально её не допускать, направляя кольцо визуально по центру ручья..., а для этого и раком постоять не грех..., ну, невеликий грех))))))))
Я к своей заказал дополнительные ролики,без опыта можно пролететь с размером,особенно на серебре.Валера прав, только опыт,чтоб не шло волной нужно чтобы профиль чётко подходил к шинке кольца,тик в тик.Катать следует аккуратно,катанул-перевернул кольцо,ещё раз катанул,поправил на ригеле и т.д. до нужного размера.
Offline
Сообщений: 361 Регистрация: 24.03.2013
Маэстро, тады понятно …. 18 вольт - не слишком много - но можно - если ёмкостей больше поставить - энергия импульса зависит от напряжения и ёмкости … у меня транс на напряжение около 25 вольт - стоит батарея конденсаторов - группами по 2000 + 4000 + 6000 + 8000 мкф на 25 вольт - и подключаются переключателями в параллель…. зарядный ток транса особой роли не играет - он просто позволяет трансу не перегреться при КЗ ( залип электрод ) - я варю без "отсечки" конденсаторов…. если у тебя всё разбрызгивает - слишком большая ёмкость - просто уменьши..
пока лучше отладь без втягивания электрода - потом приладишь-доделаешь …
вместо мощных тиристоров можно поставить симистор типа BTA 160 - он управляет моторами в стиралках - цена его около 100 рублей всего.. единственно - управляющий электрод лучше запитывать от батарейки в 1,5 вольта - и открывается быстрее - и пожечь почти нереально… если питать от основного питания - то только через резистор - 50 - 100 кОм… а можно и просто мощное электромагнитное реле - ….
несколько тиристоров - можно, но не факт, что они будут открываться одновременно… хотя выдержать должны…
для установки мощности импульса обычно используется регулировка напряжения на конденсаторе - так проще, но если транс на одно напряжение и нет возможности поставить мощный регулятор напряжения - тогда набором конденсаторов…
диоды лучше поставить помощнее - будут КЗ держать …
а диммер в первичке - тоже нормальное решение !
Изменено:
- 22.12.2013
Offline
Сообщений: 748 Регистрация: 19.12.2009 Откуда: Это город на Неве.
Цитата
(SandrHard 16.01.2014 15:57:11)т.е. он легче? а сколько весит если не секрет?чем и как определяется жесткость
станка?
В виду того, что у меня нет весов способных взвесить станок, а с Алексеем в настоящий момент не могу связаться, то скажу о своих ощущениях.
Прошедшим летом мне пришлось потаскать мешки с цементом.
Вес их пятьдесят килограмм. В сравнении с этим опытом, когда я поднимал станок мне показалось что он весит 60-70кг. Но станок, который находится у меня, это прототип, тот который был сделан первым. Он меньше и легче серийного станка, за счет упрошенной комплектации.
В настоящий момент на этом станке я провожу работы связанные с тестирование новой системы управления, которая по плану к началу лета должна будет заменить Mach на всех станках Magic.
Жесткость, надежность, в конечном счете высокую точность станка Magic 5J обеспечивают ему не только литое шасси с наименьшим количеством стыкуемых элементам но и весь набор комплектующих в составе станка.
А это не только рельсы, но и редуктора, винты, подшипники установленные на данном станке.
По этому, когда мы говорим о том что, на том и другом станке стоят рельсы одного производителя, надо понимать, что этот производитель выпускает широкую номенклатуру этого продукта с разными характеристиками.
Вас наверно интересует вопрос, почему я по картинке не зная в живую определил, что станок Мира в новом рестайлинге не сильно продвинулся в перед в плане надежности, скорости и точности работы.
По картинке сразу видно, что на Мире стоят старые редуктора, а это ее слабое место, есть и другие слабые места, но о них я ничего не могу сказать, так как их просто не видно на фото.
Друзья по поводу выставок, цен, поставок и прочего в этом духе я не могу дать информации, пожалуйста обращайтесь к Алексею на оф сайте
или на почту info(псинка)cncmagic.ru
Offline
Сообщений: 2186 Регистрация: 04.11.2012 Откуда: ИЗ СЧАСТЬЯ
Цитата
(ремесленник 20.01.2014 18:26:16) оно "чудовище"
Дружище ты не написал что она клиентка нос воротит и чем мотивирует ( кстати чёт у мНю опять фотка маленькая и не раскрывается в большую _ не рассмотреть.
Ну да ладно попробую свои карячки выложить. Вообщем выкладывал чужие фоты в #898 и вот подвернулся момент когда надо подобное. Спецом ни каких заготовок не делалось кроме каста - всё остальные детальки в виде пружинок, проволочек, прокатов из глади валялось в гофре как ранее не подошедшие или не понравившиеся детали, ну и корнеров ( зернь) наплавил - напихал их в это кольцо. Смысл в том что было обсуждение = выгодно или не выгодно заниматься подобным на прилавок или .... Итог на выполнение этого кольца ушло два дня . Прикинул сколько можно за него просить в оплату минус материал и кажись верно мыслю что продать его через прилавок трудно или вообще не рентабельно. Сейчас этот случай в подарок девочке которая мне важна для работы - пошёл на жертвы и чуть нервы заодно успокоил.
Понимаю что в орнаменте нет порядка - если это воОбще можно назвать орнаментом скорее набор хаотичных элементов, не судите строго = мне ведь на халяву тоже замарачиваться сильно нет желания.
Offline
Сообщений: 30 Регистрация: 01.07.2010 Откуда: Поволжский регион
Уважаемый barm, ничего страшного тут нет. Для многих с низким денежным оборотом исполнение этого закона - набор ритуальных процедур. Надо просто станцевать 5 танцев (или чуть более) и спать спокойно.
Танец 1.
Разработка "Правил внутреннего контроля в целях противодействия легализации (отмыванию) доходов, полученных преступным путем, и финансированию терроризма индивидуального предпринимателя Иванова Ивана Ивановича" (далее по тексту - ПВК). Правила - это такой набор программ или (действий если хотите), которые надо исполнить в случае возникновения тех или иных ситуаций при купле-продаже или скупке драгоценных металлов (далее - ДМ) и драгоценных камней (далее - ДК).
Базовый документ, определяющий то, что должно быть отражено в ПВК - это
«Требованиями к правилам внутреннего контроля, разрабатываемым организациями, осуществляющими операции с денежными средствами или иным имуществом (за исключением кредитных организаций)», утв.
Правительства РФ от 30 июня 2012 г. № 667.
От этого документа и надо плясать при разработке ПВК. Там приведен ряд программ, а именно:
а) программа, определяющая организационные основы осуществления внутреннего контроля (далее - программа организации внутреннего контроля);
б) программа идентификации клиентов, представителей клиентов и (или) выгодоприобретателей (далее - программа идентификации);
в) программа оценки степени (уровня) риска совершения клиентом операций, связанных с легализацией (отмыванием) доходов, полученных преступным путем, и финансированием терроризма (далее - программа оценки риска);
г) программа выявления операций (сделок), подлежащих обязательному контролю, и операций (сделок), имеющих признаки связи с легализацией (отмыванием) доходов, полученных преступным путем, или финансированием терроризма (далее - программа выявления операций);
д) программа документального фиксирования информации;
е) программа, регламентирующая порядок работы по приостановлению операций в соответствии с Федеральным законом "О противодействии легализации (отмыванию) доходов, полученных преступным путем, и финансированию терроризма" (далее соответственно - Федеральный закон, программа по приостановлению операций (сделок));
ж) программа подготовки и обучения сотрудников организации в сфере противодействия легализации (отмыванию) доходов, полученных преступным путем, и финансированию терроризма;
з) программа проверки осуществления внутреннего контроля;
и) программа хранения информации и документов, полученных в результате реализации программ осуществления внутреннего контроля в целях противодействия легализации (отмыванию) доходов, полученных преступным путем, и финансированию терроризма (далее - программа хранения информации).
Предлагаю вам почитать этот документ, а потом задать вопросы, ежели что неясно. Наберите в поисковике вот это: Постановление
Правительства РФ от 30 июня 2012 г. № 667. Там и почитайте.
А пока прервусь.
Offline
Сообщений: 2244 Регистрация: 28.06.2005 Откуда: Москва
Firsov, вопрос достаточно сложный.
Сразу скажу, Projet намного ближе к Солидам по духу. Такая же простота обсчета моделей, примерно тот же принцип отмывки.
Из минусов, сама установка дорога. По расходникам будет примерно равно Солидскейпам. Экономии немного.
Относительно качества поверхности. Кому-то нравится больше Проджет, кому-то Солид. Но точно могу вам сказать, последние Солиды делают немного качественнее, чем Проджет. Первый год-два. Потом, правда, уже как все Солидскейпы работают.
Ну и Проджету по одной модели для печати уже не поставишь.
Проблемы с липкостью моделей и недомывами у Проджета.
Но он скоростнее, и прилично.
А вот у Aureus полный набор минусов стереолитографии. Микродеформации модели, нужно выстраивать поддежки для каждой модели, что требует время. Далеко не все можно отпечатать. По сути, каждую модель нужно готовить под стереолитографию, учитывать проблемы этой технологии.
Быстропортящиеся материалы для печати, дорогие расходники в виде ламп. Хотя при этом всем, цена модели ниже, чем цена модели Солидскейпа или Проджета.
И самое главное, стереолитография активно дешеевеет. Нет смысла покупать сейчас дорогие установки для стереолитографии.
В результате итог.
Если планируется замена Солидскейпам в будущем, берите Проджет. Имея в составе еще и Солиды, можно будет дополнять друг друга.
Фрезеры вам советовать не буду. Учитывая кол-во установок, более или менее понятен оборот моделей в неделю. Хотя, ни Солидскейп, ни Проджет не сделают т.к. фрезер. Да и плоскостные вещи и рельефы делают принтеры не очень. Я не знаю номенклатуры ваших моделей, тут уже сложно советовать. Как дополнение на будущее, имеет смысл рассмотреть и фрезер.