| Цитата |
|---|
| Рестайлинг – деятельность, направленная на изменение внешнего имиджа бренда. Рестайлингу повергаются логотип, эмблема, этикетка и т.д. |
Ну а слова "глубокий" и "корпуса", думаю "объяснять" не придется
Впрочем как и "рестайлинг" не нуждалось в разъяснении.Верно?
| Цитата |
|---|
| "Новое приспособление" не поворачивается. Шпиндельная голова, как и ранее, перемещается только по вертикали Z. |
"Новое приспособление" у этого станка. (Или она была на предыдущей модели?)

Внедренное в мозг программы управления станком.

Позволяет вытачивать изделия из воска за одну установку заготовки.
С точностью, соответствующей регулировке станка с приспособлениями.
Без переориентации восковой детали по штифтам, треугольникам, квадратам и прочим посадочным-базовым поверхностям.
 ( не зря справочник "Молодого фрезеровщика читать заставляли осилила )
( не зря справочник "Молодого фрезеровщика читать заставляли осилила )

Или неверно понято?:?
Как вообще это кольцо обрабатывается на новом Риво?
По четырем сторонам-это первый этап. Больше сторон нецелесообразно.
Дальше остается "мясо" внутри каста центрального.Нужно срезать.
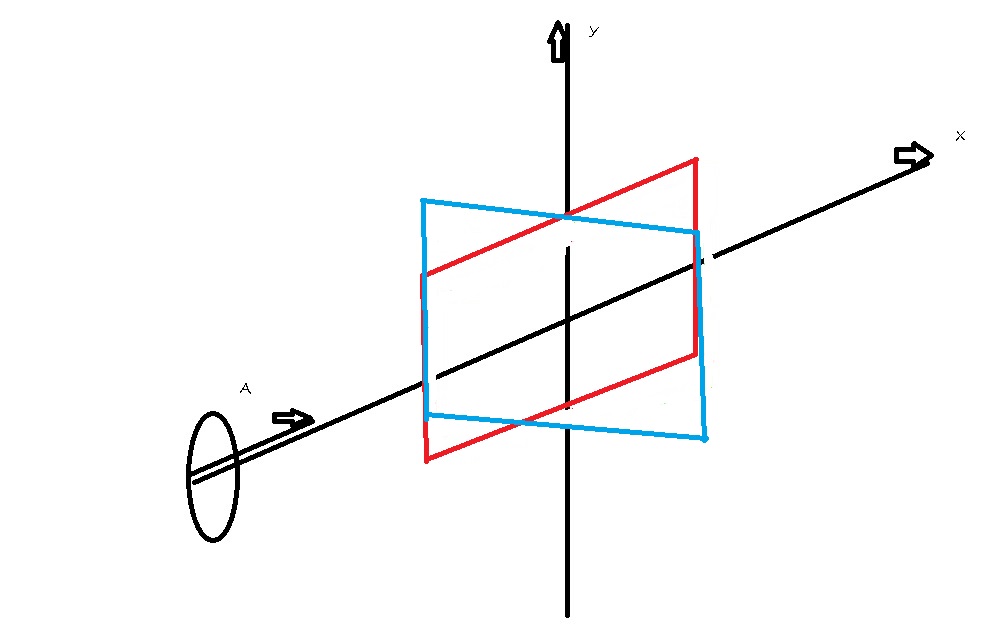
Приспособление поворачивается на девяносто градусов вверх?
И дальнейшая обработка этой же фрезой, в этом же шпинделе?
Или после четырехсторонней обработки, дальнейшая фрезеровка выполняется уже новым шпинделем, горизонтальным?

Видится замечательная возможность обработки сложных кастов-верхушек, без переустановки заготовки. Двумя шпинделями, поочередно,вертикальным и горизонтальным.
 Выполняя такие работы на Роланде ( переустановки восковок доведенены до автоматизма, но без фанатизма ) понимаю чего не хватает простому оператору фрезеровально-гравировальной машины.
Буду требовать "Глубокий рестайлинг" своего рабочего места
Выполняя такие работы на Роланде ( переустановки восковок доведенены до автоматизма, но без фанатизма ) понимаю чего не хватает простому оператору фрезеровально-гравировальной машины.
Буду требовать "Глубокий рестайлинг" своего рабочего места
Жаль что он ( станок) без Матрикса, как швейная машинка без ниток

 Хоть и не мне вопрос, но какие могут быть проблемы с установкой в стакан опоки? Вот если б не 7, а 70 кг она б весила, то в одиночку это трудновато будет сделать. Или это вы просто пошутили, а я к вечеру уже шуток не понимаю от усталости...
Хоть и не мне вопрос, но какие могут быть проблемы с установкой в стакан опоки? Вот если б не 7, а 70 кг она б весила, то в одиночку это трудновато будет сделать. Или это вы просто пошутили, а я к вечеру уже шуток не понимаю от усталости...
 .
.