| Цитата |
|---|
(Янис 17.06.2017 22:04:38)
7th.guest,
А что вы можете сказать о маркерах фирмы sharplase.ru ? |
Могу вставить свои пять копеек, как владелец Fiber Var Pro.
Выбирал маркер для 3d гравировки несколько лет. То времени не было, то необходимость пропадала, так и не доходило до покупки. Но знакомился с разными поставщиками, их станками, технической поддержкой и формировалось определенное представление об их компетентности и потенциале оборудования для моих задач.
Если вам нужна просто 2d гравировка, то вариантов сейчас полно, у меня например стоит для мелких нужд итальянский станок nanoVIS от Automator, там малютка 10вт, стоит доступно, компактный (голова и не большой внешний контроллер с БП), простой и надежный, включил и сразу в работе! Работает на (как я понял китайском) софте EzCad2, который должен признать мне очень понравился и за все время не возникало совершенно никаких нареканий, в отличии от шарпов (к этому вернусь позже).
А если акцент на прецизионные работы, наличие электропривода Z для 3d гравировки, на грамотной и своевременной технической поддержки, то лично для меня после изучения реалий рынка российских поставщиков и не было предмета для выбора. Наведался в офис шарпов под вечер, посмотрел станки, задал вопросы, на следующий день приехал на выставку, задал еще кучу вопросов, пообщался с инженерами и коммерческим - еще раз убедился в устоявшемся мнении, сразу внес предоплату для резерва, потом довез остаток в офис и через несколько дней забрал готовый станок. На выставке еще и скидку не большую удалось выбить при оплате всей суммы налом. Нужно отметить, что они и так скорректировали цены под наш рынок + убрали сроки поставки, многое в складской программе - это было одним из решающих факторов. Т.к. как раз было КП на руках двухлетней давности и там ценник был порядком завышен, и нужно было ждать поставку не мало.
Выбирал до этого из ММ2-20А4, шарпов, сканаторных систем и булата. Есть еще такая контора ACSYS (посмотрите канал на ютюбе), давно за ними наблюдаю, нашим до их уровня явно не допердолять никогда, но там нет представительства с поддержкой в РФ, да и ценник боюсь будет совсем неприличным.
ММ - рассматривал как проф оборудование, для них 3d гравировка это не какой то пунктик, как у китайцев, вроде делает что то по мотивам и внесли в красочную брошюру, а отдельное направление, которое довольно активно развивается все эти годы! НО - основной момент не нравится ПО, нет встроенного редактора 3d, нужно по сей день бить модель по слоям в стороннем софте и подгружать все туда. Если не брал изначально многоканальную плату - потом нельзя просто докупить линзу, нужно везти блок в Питер. Не хотят шевелиться и развиваться, видимо устраивает перспектива потери клиентов, которые зачастую переходят к шарпам. Что еще, еще у них (как понял не устранили по сей день) - есть программный глюк, на последнем слое при гравировке выводит крест, вот пример фотографировал у владельца питерского маркера (открыть в новом окне для просмотра в полном размере)
Как бы и на монетном дворе тоже стоят именно ММ, они эти кресты потом убирают врукопашную каждый раз.
В остальном уже незначительные мелочи, все мы не идеальны..., эта контора в любом случае заслуживает уважение и достигла не плохого уровня!
Далее идут Сканаторные Системы. Эти меня вообще порадовали, хотя я человек лишенный чувства юмора в деловых и финансовых отношениях. Что в том году обращался с запросом информативных образцов 3d гравировки выполненных на их оборудовании для оценки потенциала - обещали что то выслать, напоминал несколько раз за месяц, так нихера и не выслали! Что в этом году позвонил, возмутился, говорю вот снова необходимость появилась, хочу уже что то выбрать и приехать купить! В ответ опять та же песня, что все никак не подобрали оптимальных параметров для трехмерной гравировки... Ёпт, и это за год! Контора, которая заявляет в своем оборудовании такую функцию. Какой же результат там предполагается для обывателя, если сами разработчики (сборщики, или просто рядом постояли - не важно, они его продают!) за год не смогли ничего на нем толком сделать, с акцентом на важную мне чистку и последующую полировку (просто выжечь подобие 3d может и китаец, и многие другие). В общем предложили подождать до конца недели, я уже заочно решил для себя, что не хочу с ними иметь никаких дел, и даже не был удивлен, что в итоге опять ничего не дождался от них.
ТД Булат - ну здесь все просто, прозвонил технолога, хотел задать интересующие вопросы, мне с ходу ответили, что направление 3d гравировки по их мнению не перспективное и они его больше не развивают. Здесь хотя бы честно ответили и не стали пудрить мозги дозируя пустыми обещаниями. Только напрашивается вопрос, на хер ваш станок сдался за 1.4 или сколько там, без возможности 3d гравировки, маркировать промо сувенирку с флешками для развлечения массовки в проходном месте можно и оборудкой в разы дешевле.
Шарпы:
1. Компетентные технологи, не уходят от вопросов, отвечают развернуто и достаточно информативно, общался с Максимом и Сергеем (если кого забыл, пардоньте) - каждый компетентен в своей области, Сергей например больше по 3d. На выставке уже познакомился с Дмитрием (коммерческий) тоже был общителен, рассказал много интересного и всегда пытался попутно помочь в возникающих вопросах. Что мне понравилось в коллективе шарпов - они контактные, видно заинтересованность в развитии направления, сами просят поддерживать обратную связь, сообщать о любых мелочах, которые нужно устранить и пожеланиях, что бы по возможности включить в последующих обновлениях ПО. Скажу больше, интерес к покупателю не пропадает и после полной оплаты, когда забрал лазер ждал еще недели 3 поставку промышленной мебели и собирал кабину, так они мне постоянно названивали сами и интересовались, когда же уже прислать инженера для пусконаладки. Все с кем довелось общаться - почти всегда на связи в вотсапе, Сергей бывало отвечал даже в 11 вечера, когда у меня первое время постоянно возникали вопросы по настройке и подбору оптимальных параметров. Кстати по параметрам, в отличии от всех, шарпы с поставкой оборудования выдают таблицы под разные линзы, по разным материалам, матрицы для цветной гравировки по разным сплавам - все это только огромный жирный плюс в их пользу!
2. Прямая работа с
STL, выбираешь импорт 3d модели, подгружается окно со слайсером, выбираешь ориентацию, например с верхнего слоя идти вниз или наоборот, либо обрезаешь лишнюю область там же, кол-во слоев до 500, автофикс и т.д., потом уже модель подгружается векторными слоями на рабочей области, можно инвертировать и произвести прочие манипуляции.
3. Оборудование как правило в складской программе, мне отгрузили станок уже через пару дней с момента внесения всей суммы, задержка была необходима для проведения стресс теста оборудованию на предмет выявления вероятных дефектов в работе.
4. Запчасти в случае чего опять же скорее всего будут под рукой, не придется ждать месяц (опишу в конце свой опыт с RMI).
5. В случае поломки готовы предоставить подменку на время диагностики и устранения.
Электропривод оси Z к слову дает возможность не только трехмерной гравировки, вы можете задать каждому слою в проекте позицию, на которую голова будет перемещаться автоматом и после выполнения операции возвращаться в ноль, не буду вдаваться во все подробности, но у меня для нескольких материалов подобран режим обработки с переменным фокусом, который дал довольно интересный эффект.
Во вторых благодаря приводу Z можно порезать любую толщину при желании, задаете нужным слоям смещение и обработка материала всегда будет происходить в фокусе линзы, в добавок в ПО есть возможность задать толщину выбираемой линии, хоть 2 мм например (луч проходит довольно быстро, там своя траектория, это не то что если просто закрасить штриховкой - именно спец режим для резки), что бы мощность луча не оседала на стенках материала и не рассеивалась при прохождении глубины в 500-600 микрон, как это обычно случается.
Безусловно резать жесть переменником 20-30вт в промышленных масштабах не получится, но мне периодически требуется и это удобно.
Линзы меняются на лету при необходимости, изначально устанавливается несколько версий софта с уже готовыми настройками под каждую, просто меняется стекляшка и можно работать. Там есть 2 прицельных диода, у меня каждый настроен под свою линзу.
Если планируете ставить в мастерскую, где будет летать всякое говно от механической обработки, которое явно ни к чему в системе охлаждения и на электронных компонентах лазера - рекомендую защитить недешевый станок (и глаза находящихся в помещении во время многочасовой непрерывной работы) защитной кабиной. Я нашел отличной готовое решение, чуток доработал, заказал защитный экран вместо штатного стекла и завел туда гибкий дымоприемник от вытяжки Bofa. Если интересно, могу выгрузить фото как все получилось и скинуть ссылку на кабину.
Еще они стали оснащать маркеры камерами видео контроля, я как раз планировал организовывать устройство видео захвата для контроля рабочей области и прицеливания. Но у них стоит обычная аналоговая камера и толк от неё сомнительный, в итоге взял качественную HD вебку, нацепил объектив х2 от смартфона, на него вырезал защитное зеленое стекло что бы не сожгло матрицу (уже был опыт несколько лет назад) и теперь продолжая работать за ПК с комфортом контролирую все через окно OBS studio, куда можно подгрузить прицельный шаблон со шкаликом, ну и всегда могу зайти с удаленки через смартфон, посмотреть как идет процесс.
Ну и если рассматриваете шарпов, как и любое другое нормальное оборудование - плюсуйте сразу еще руб 300-500 на вращалку для гравировки цилиндрических поверхностей, доп линзу, вытяжку не ниже Bofa AD 250 с гибким дымоприемником, нормальный системник с монитором 27+ (на меньшем разрешении будет не комфортно работать с ПО) и т.д. и т.п.
Про производительный ПК пишу не просто так, я сначала хотел взять для лазера удобный компактный моноблок 27 дюймов в тонком корпусе, пообщавшись с инженерной службой сделал вывод, что интегрированная или мобильная видео карта сыграет злую шутку при слисинге 3d модели, так и вышло, в итоге собрал средненький стационар на 8700k + 1080 и прорабатывает 3d модели довольно шустро, а если скроите, будете вместо нескольких минут ждать несколько часов и потом еще переделывать заново, если произойдет какой то сбой.
В целом, для конторы такого уровня и с такими амбициями в подаче своего продукта у них довольно сыроватое ПО. Я первые дни составлял списки пожеланий, нужно признать и здесь сервис на высоте, что то поправляли почти в режиме реального времени или обещают исправить в грядущем к концу года глобальном апдейте.
Как раз вернемся к ПО. Основной косяк, который по сей день не устранен: если запускать 3d гравировку, не важно 500 слоев разбита модель или 100 - случается так, что на каком то непроизвольном слое работа встает. Нужно удалять уже пройденные слои и запускать заново.
С малыми проектами это не критично, но если ставишь что то с вечера часов на 15 и с утра обнаруживаешь, что работа зависла часа в 2 ночи и потеряно столько времени - скажем так, вызывает не самые приятные эмоции.
Обещают исправить..., вот жду... Пока немного занят другими делами и не работал за лазером активно, но если не допилят в этом году, в принципе, есть уже давно идейка, зарядить программиста написать хак как вспомогательный костыль, который будет запускаться совместно с ПО лазера и проверять с заданным интервалом времени несколько условий, по результатам предпринимать заданные действия или уходить дальше в режим наблюдения, в принципе ничего сложного.
В ближайшее время планируют ряд нововведений, скоро будет доступна "жидкая" линза с переменным фокусом без изменения позиции головы по Z, что даст возможность гравировки рельефов с построением их карты в реальном времени. Это не инновация безусловно и довольно старая технология, просто к слову вспомнил, для рассматривающих это оборудование к приобретению.
Да в принципе не вижу смысла продолжать, я и так уже все описал избыточно развернуто. Подводя итог из косяков пока только неидеально отточенное ПО, но пожалуй не буду ставить за это минус на фоне остальных преимуществ, так сказать авансом, что все поправят в ближайшее время. Сервис и оборудование у них на уровне, хотя бы понимаешь наглядно за что платишь. На данный момент еще ни разу не возникло повода сомневаться в своем выборе.
Так. Кто то здесь писал про RMI, пока не забыл поделюсь практикой.
Дело было году в 12-13, как раз рассматривал ММ, но там нарвался на какого то неадекватного технолога и все желание приобретать пропало. В итоге думаю, зачем экономить и идти на сомнительные компромиссы, возьму ка калифорнийский станок, он будет качественный. Кстати в RMI поехал не столько под впечатлением от заявленных возможностей (их там особо не было, 3d по моему по сей день не делают), сколько из за работающего в то время в л-марке Алексея Шаркова, который грамотно и развернуто отвечал на поставленные вопросы, а не перекрикивал меня с пеной у рта и не утверждал, что маркер не сможет порезать тонколистовую жесть вопреки всей логике (к слову сейчас питерцы сами позиционируют эту возможность на своем оборудовании). После демонстрации работы оборудования я остановился на RMI UG-5, так как там был больший потенциал по обрабатываемым материалам и еще некоторые нюансы.
Так вот, проработав от силы месяц эта зелень загнулась! Отправил в работу сложный векторный герб, раздался треск и мощность упала в ноль. Оказалось, накрылся какой то бракованный контроллер (наверное проводя стресс тесты все это можно было выявить до выдачи оборудования клиенту, который ждал его 1.5 мес), месяц станок стоял в пыли, пришли запчасти, отвез Алексею и он все починил, я думаю ну ладно с кем не бывает..., проходит еще пара месяцев, у меня слетают настройки непроизвольно, квадрат начинает гравироваться домиком, думаю ну что за .. опять с этим супер качественным американским оборудованием?! Но там благо ничего не выгорело, под руководством Алексея подшаманил в сервисном меню, произвел калибровки с настройками и вроде вернулся масштаб с пропорциями. Потом был занят другим проектом, в лазере нужда пропала и по истечению гарантийного срока я его слил с минимальным пробегом, т.к. следующий ремонт уже был бы из моего кармана.
Не исключаю, что возможно мне просто не повезло, брак случается у всех без исключения. Но рекомендовать сегодня их оборудование к приобретению я бы не стал. Начнем с того, какой смысл сегодня от маркера без 3d гравировки? Под плоскач проще взять несколько качественных китайцев на эти деньги, там тоже есть нормальные сборки, будет и саппорт 24/7 в скайпе. Во вторых - сроки поставки, сроки доставки запчастей в случае выхода из строя - все это тоже играет огромную роль при выборе. Импортного оборудования полно, те же ACSYS, все это можно притащить при желании, только что делать, если оно поломается?
Описанное выше является моей субъективной и объективной по конкретным действиям со стороны поставщика оценкой, свое мнение никому не навязываю и не подаю за данность. Давно и искренне хотел оставить где то отзыв шарпам, здесь это как раз было уместным.
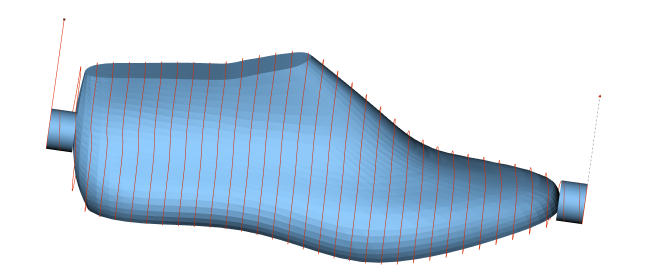
 DeskProto 7.0 может преобразовывать 2D изображение в 3D рельеф !
DeskProto 7.0 может преобразовывать 2D изображение в 3D рельеф !