| Цитата |
|---|
(Ancle Fedor 23.01.2019)
| Цитата |
|---|
(Никита 23.01.2019 19:51:03)
А потом на пять-десять минут в азотку |
Никита,
А тайный смысл в азотке какой-то есть ? (в смысле если серебром не паять) ? Время ?
Или серной вполне хватит?
Мне кажется технология немного ... э... не то, что бы сложная, но как бы тоже не "из лёгких путей".
Хотя попробовать в живую - как бы тоже можно бы.
Пока.
Олег. |
Я так понял, что мало кто что понял

Азотка принципиально, если медь. Можно магний использовать или цинк... вообще за пять сек исчезают.
Коротко, извиняюсь фактуру не выбирал, лупил чем было, медь тонкий лист 0.6 лучше 1 мм... фактурнее нафактурить можно.
Итак разметили, избили...
Отрезали, лучше ровнее конечно

Учитывайте только что это зеркало рельефа будущего.
Там где шов, можно тоже избить чеканом, чтобы его видно не было.
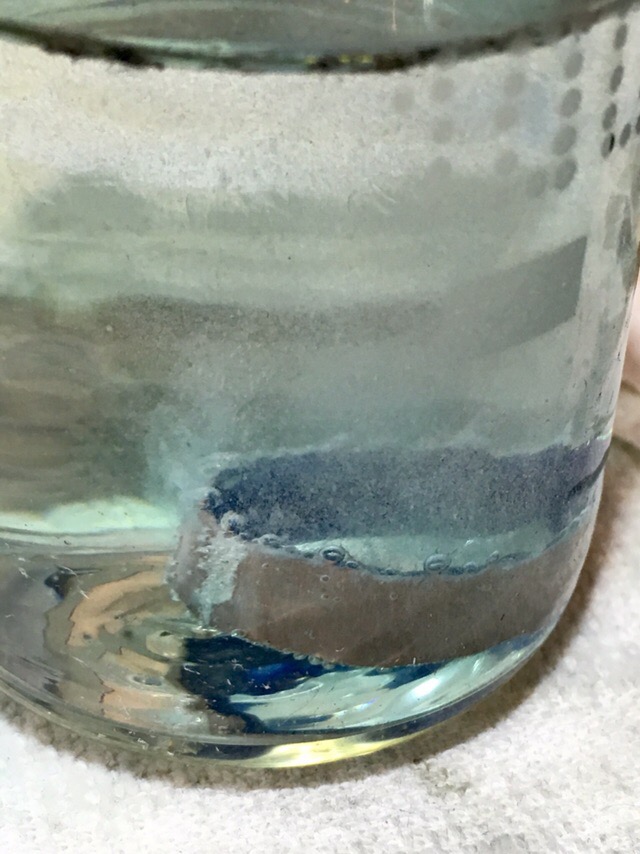
Синий феррис , его не жалко, и он самый мягкий .
Вообще заливать по правилам, форму прогреть, чтобы к металлу все жестко прилипло, и не было пузырей.
Но у меня стыл кофе, и вообще я не знаю нафига я этим занялся... короче я плюхнул в холодную форму, быстрее остыло чтобы
Простецкую форму с неглубоким рельефом можно отодрать, воск к центру малость усаживается, но это не правильно, формы могут быть и бухтированые, и фактура хитрожопая...
Лучше продолжать по рецепту.
Можно вручную, но так быстрее...
Внутри согласно задумке, или фаски, или выборку... кому че надо.
Дальше самое простое...
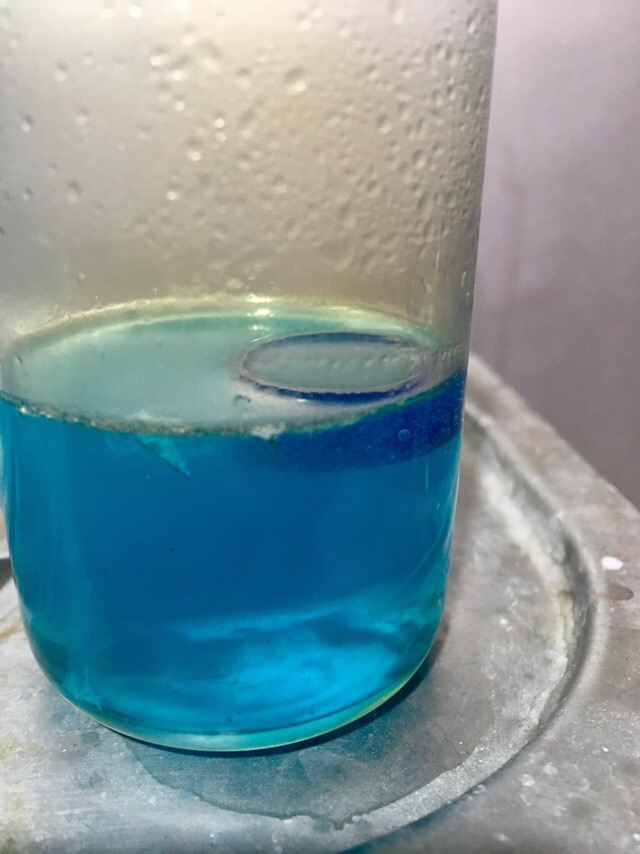
Пока все в банке киснет, это примерно 15 минут, допиваем остывший кофе , лупим в инстаграм или кто куда
))
Кто очкует кислоты оставщейся, тому сода в помощь
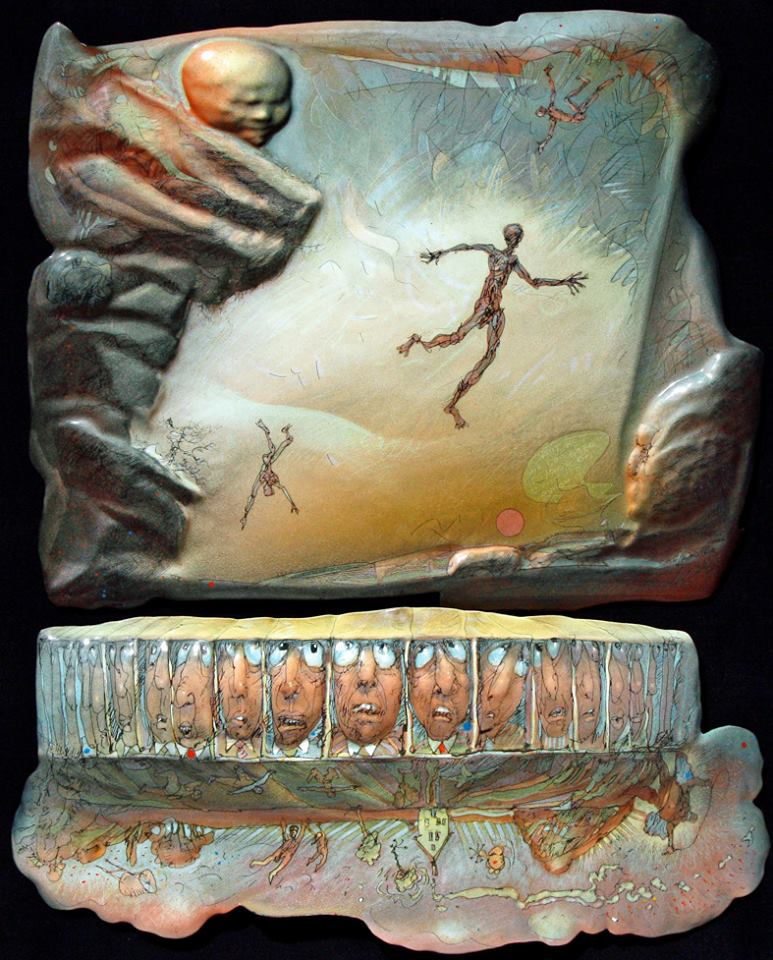
Результат тут самый простецкий, но никакими чеканами вы подобное не выколотите, за пять минут
для 18 размера ну примерно с 15 мм колотить придется начинать, еще выгнет по полной программме, придется покорячится нехило
А тут можно малость и по готовому кольцу мелкими чеканами пройтись, углубить фактуру так сказать..
На внутреннюю поверхность кольца можно любого "Г" налепить, водо-кислоторастворимого , главное чтобы температуру плавления воска выдерживал..
Дальше от фантазии, и потребностей.
Можно делать такую обалденную фактуру на кольцах и кулонах, и внутри и снаружи
у вас фантазии пока не хватит чтобы представить.
Сколько я таких колец налил в свое время... жуть
))) лет 20 назад, когда был "маленький"
Но можно проще и моднее зато примерно в десять раз дороже это - "металлическая глина"
ПСы.
На это вот все ушло минут 20.. ( было бы быстрее если бы чем лупить по металлу было под рукой, а не рыскать по ящикам)
Время в кислоте не считаю 















 .
.

