 за обучающий материал
за обучающий материалИюл08
Среда
Текущее время Ср Июл 8, 2026 09:21
Поиск по форуму
►
Поиск по фразе "%D7%CF%D3"
|
Сообщений: 108
Регистрация: 31.07.2012 |
за обучающий материал |
|
Offline |
|
|
Сообщений: 252
Регистрация: 09.04.2010 Откуда: славный город Барнаул |
Привет.
 |
|
Offline |
|
|
Сообщений: 1434
Регистрация: 04.01.2013 |
Может быть мой опыт в чём то поможет начинающим. Правда инжектор обычный.
Рамки из стали, конуса под литники наглухо по центру. 
На мой взгляд стальные лучше алюминиевых-с алюминиевыми нужно нежно обращаться, а теплопроводность у стальных достаточная для данной операции. Модель нужно идеально обработать, но без фанатизма, чтоб не стала тоньше чем надо. Литники из медной проволоки- любое сечение(круглое сечение лучше всего), длина, форма - на любой вкус. Если литник хорошо обработан - тоже хорошо.  
Рамку примерно на половину наполняю резиной и закладываю модели, затем наполняю резиной оставшийся объём. Если есть необходимость помечаю кусочком резины другого цвета где какая сторона модели - это полезно знать при разрезании резинки.  
Вулканизатор желательно с точной настройкой температуры без гуляний, причём на обоих пластинах одинаковой. Для таких резин как влт это важно. В чём суть - чем ниже температура вулканизации, тем меньше усадка. ВЛТ вулканизирую 71-73 градуса 90 минут на резинку , а не на слой. Если температура выше то резина то же сварится, но усадка будет примерно как у эконосила, если ниже то не сварится. Еконосил - всепрощающая резина хорошо варится от 160 до.... 30-50 минут на резинку. Вулканизатор желательно проверить. Мой врёт, собака!  
С замками не мудрствую мне они не нужны - два зигзагообразных разреза от литника и всё, режу дальше.      
  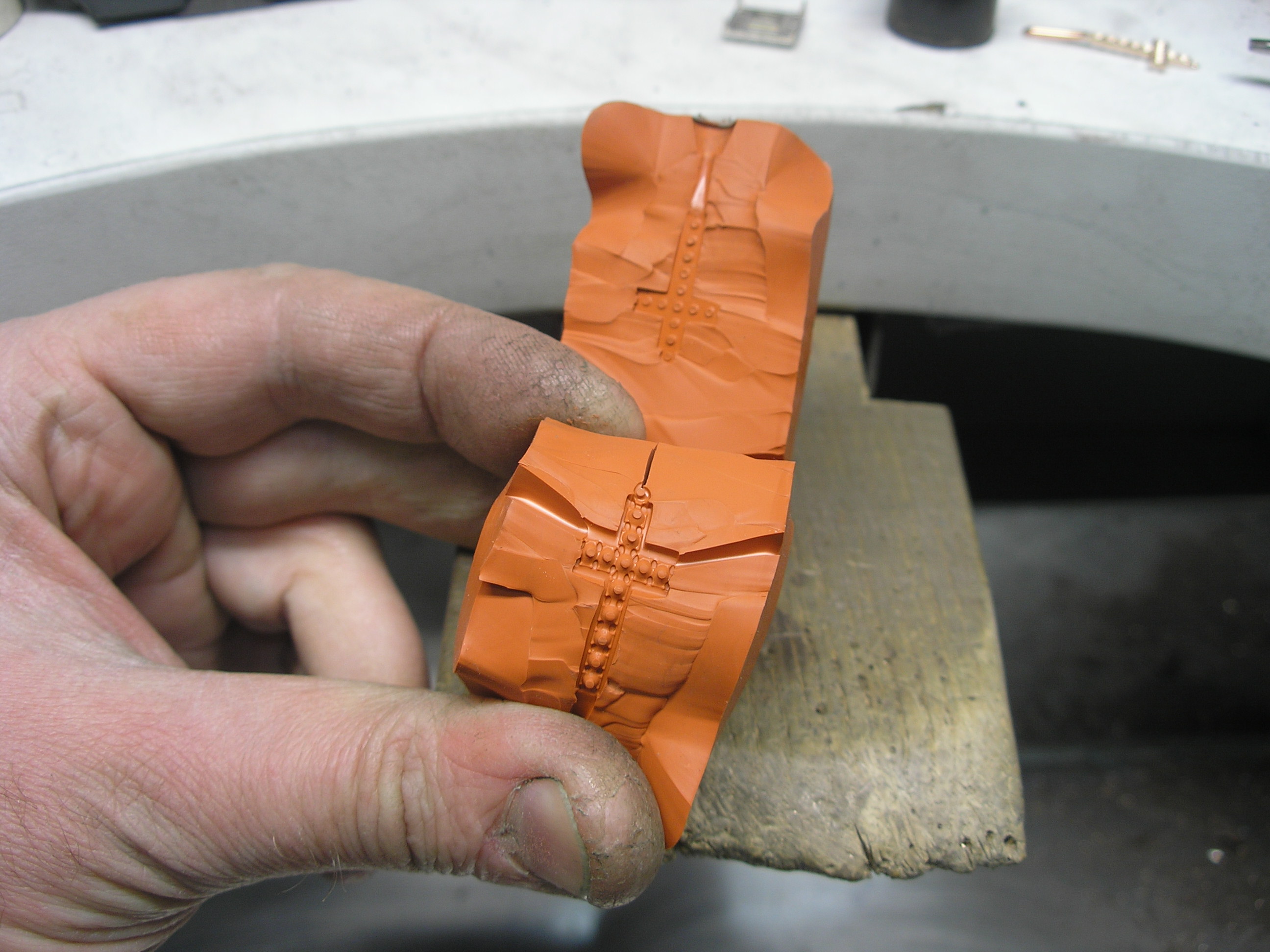
Режу скальпелем лезвие №11,покупаю в медтехнике-стоят копейки. Выступы, крапаны, углубления прорезаю одним резом наружу для выпора воздуха. На две части резинку не режу-оставляю соединение.Тальком и спреем не пользуюсь, так как использую силиконовую резину(каучуковая что то мне не нравится). Перед инжектированием и перед извлечением восковки бывает полезно резинку "промассажировать"   
А также бывает полезно подержать в морозильной камере(но это редко когда надо). Кольца в рамке размещаю как на фотках выше - нет облоя,сдвойки и наплывов воска.Ниже фотка 1 - нет сдвоки, 2 фотка -есть. 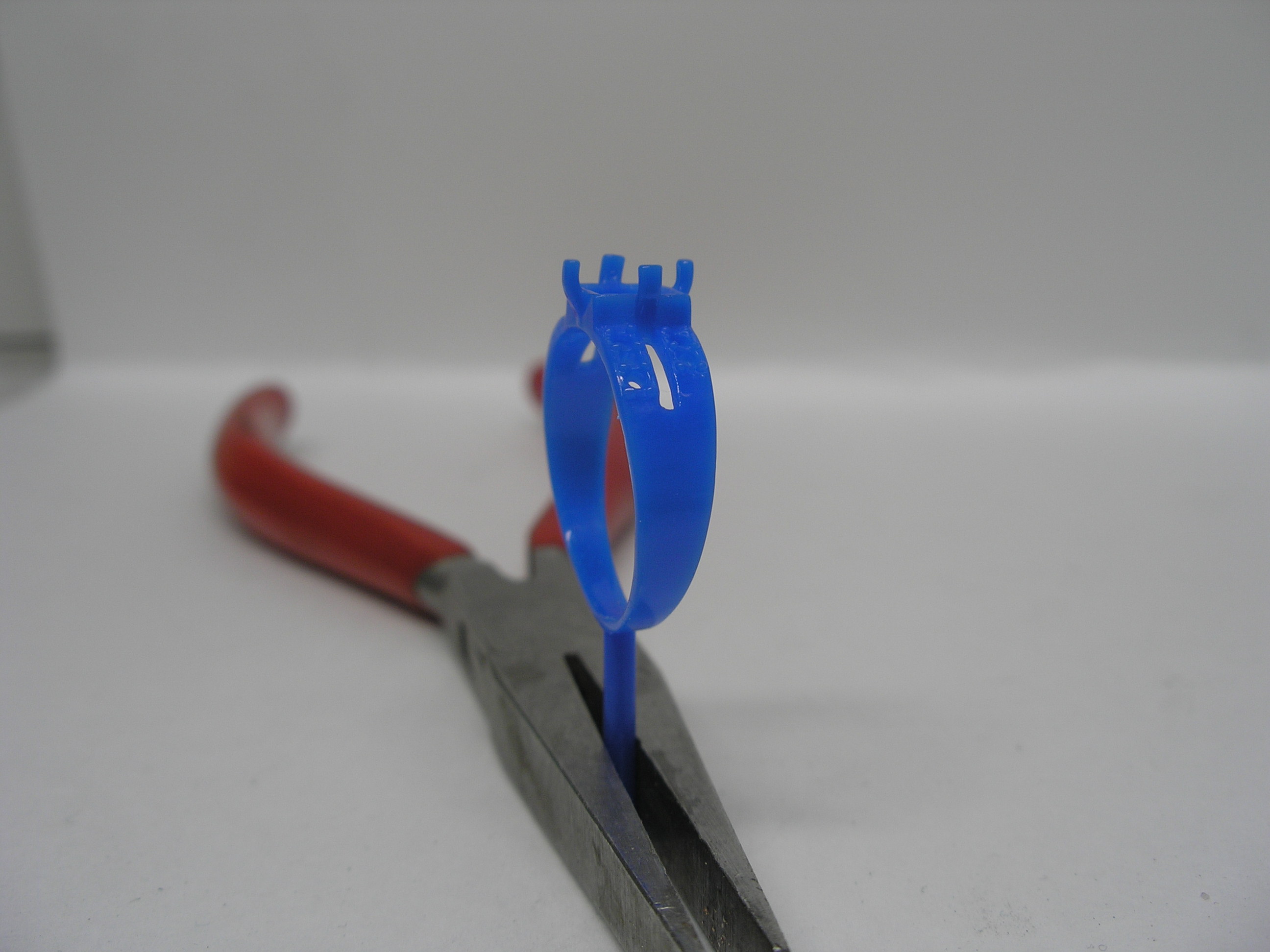 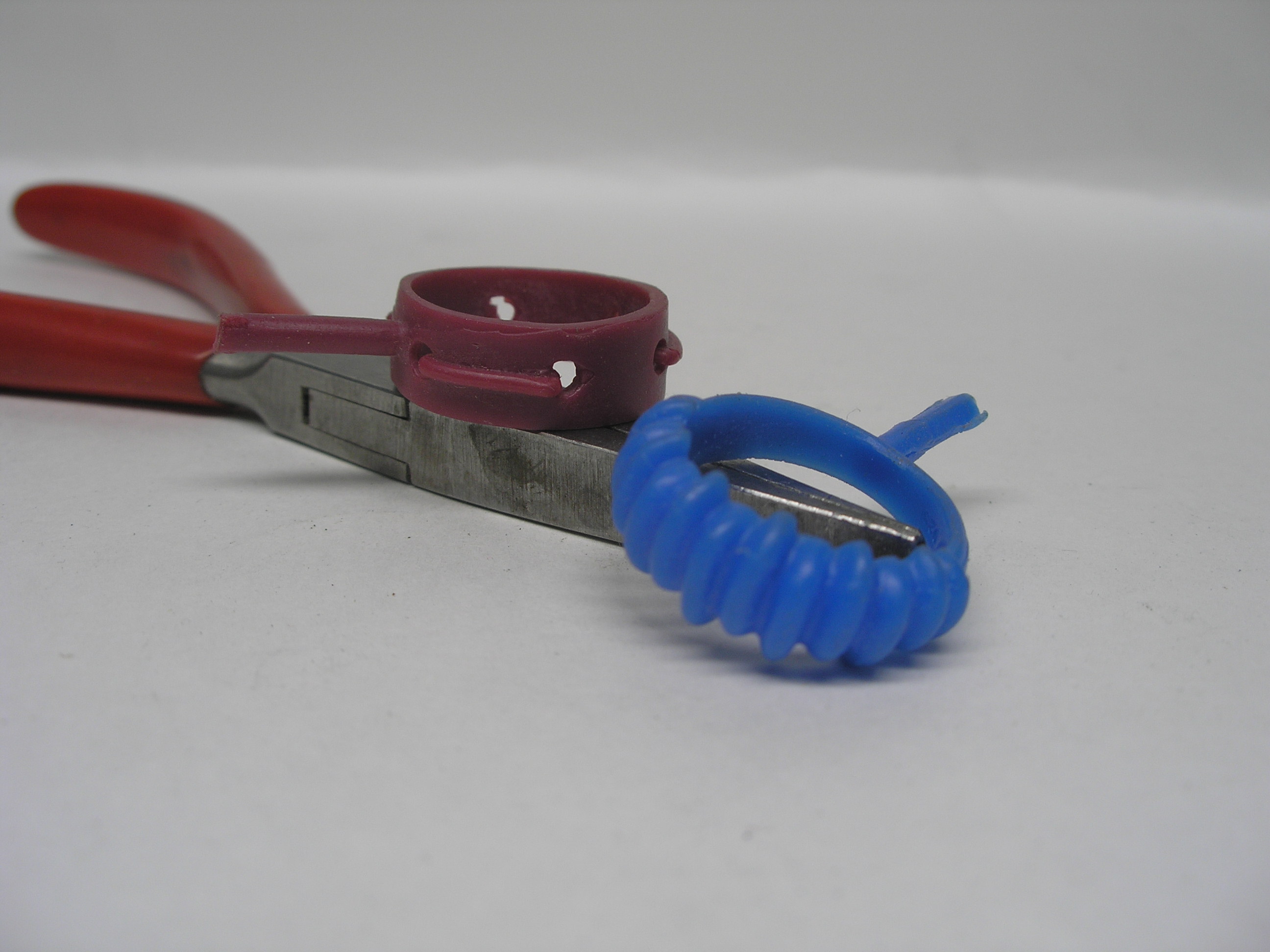
Буду рад конструктивной критике. |
|
Offline |
|
|
Сообщений: 252
Регистрация: 09.04.2010 Откуда: славный город Барнаул |
 
  |
|
Offline |
|
|
Сообщений: 1434
Регистрация: 04.01.2013 |
Приветствую всех коллег и гостей этого форума!
Итак, льём. Можно так, а можно из плавильной печки - кому как нравится. Остужаю опоку, размываю, отмываю ёлку в узв.   
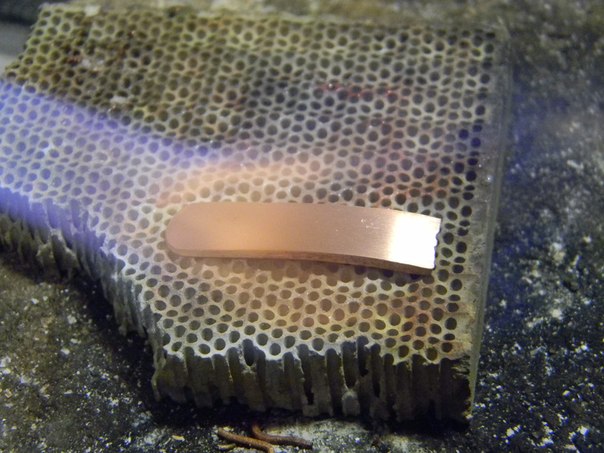
Затем мокрую ёлку хорошенько пробуриваю в борной кислоте, выкладываю на поддон(тарелка из нержавейки и плитка для пайки) и в печь разогретую до 680-700 градусов.  
Через 15-20 минут достаю из печи и горячую ёлку аккуратно ( если шмякнуть могут быть трещины) под воду. Снова в узв, чтобы с большего сбить глазурь из борной кислоты и в отбел из лимонки   
В итоге имеем правильный равномерный цвет, металл пластичен и хорошо обрабатывается.Не нужно отбеливать в ортофосфорной, азотной и серной кислоте, не нужна химполировка. 
Одну из печаток чуть тронул муслиновым кругом. Можно кое где заметить косяки в виде шариков-подключил слабоватый насос, а 2нвр-5дм отдал в ремонт. Таким же способом можно избавляться от зелени на пережаренных при монтировке изделиях или отжигать тонкий прокат      
Будут вопросы или критика - пожалуйста. |
|
Offline |
|
|
Сообщений: 1569
Регистрация: 30.06.2011 Откуда: Москва |
Что то надоело восковки с Миры фотать. В металле после литья, они как то повеселее что ли...

 |
|
Offline |
|
|
Сообщений: 7239
Регистрация: 30.08.2012 Откуда: СПБ |
|
|
Offline |
|
|
Сообщений: 228
Регистрация: 16.05.2012 |
          |
|
Offline |
|
|
Сообщений: 4091
Регистрация: 15.02.2005 Откуда: Vancouver Canada |
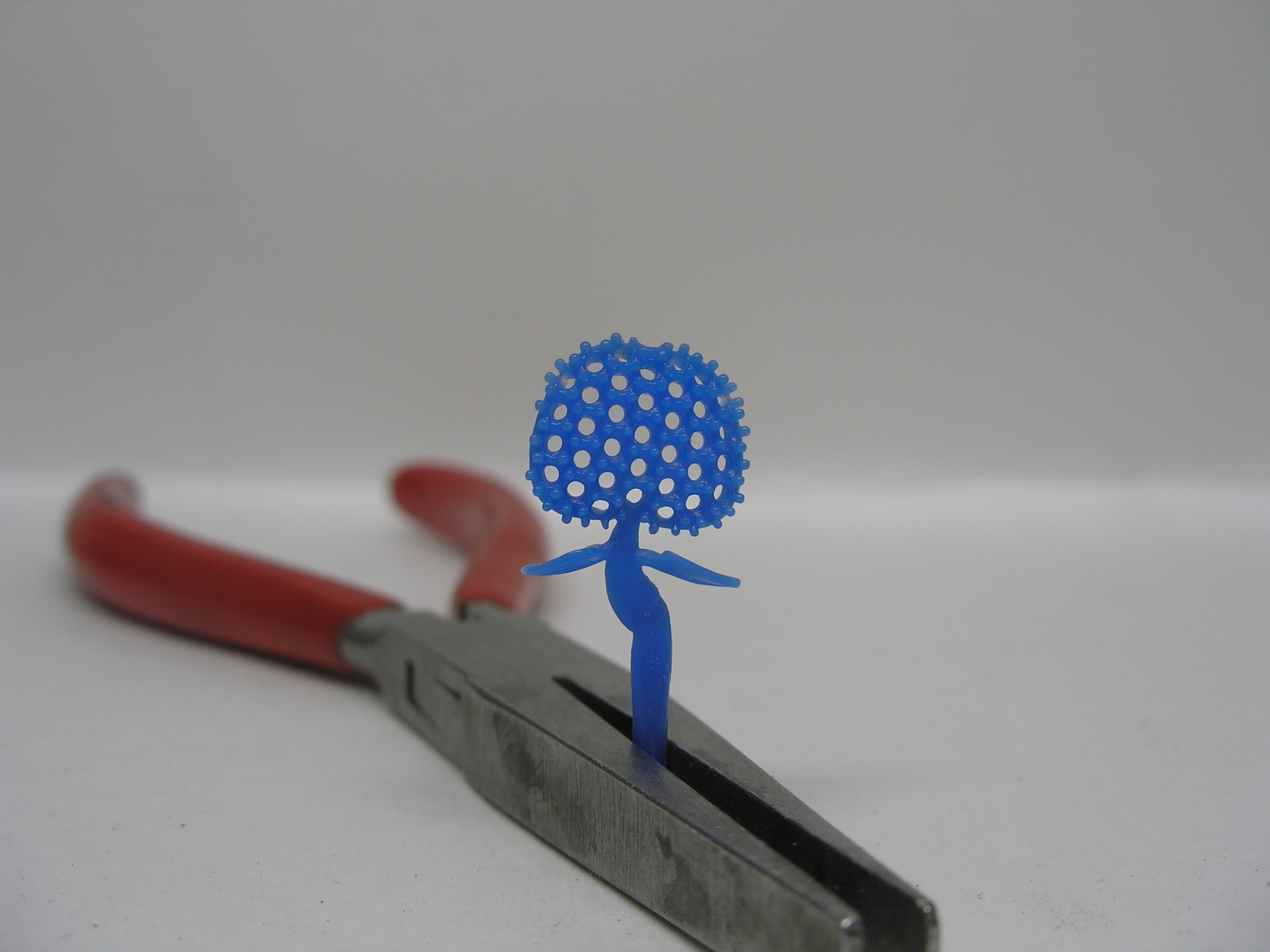
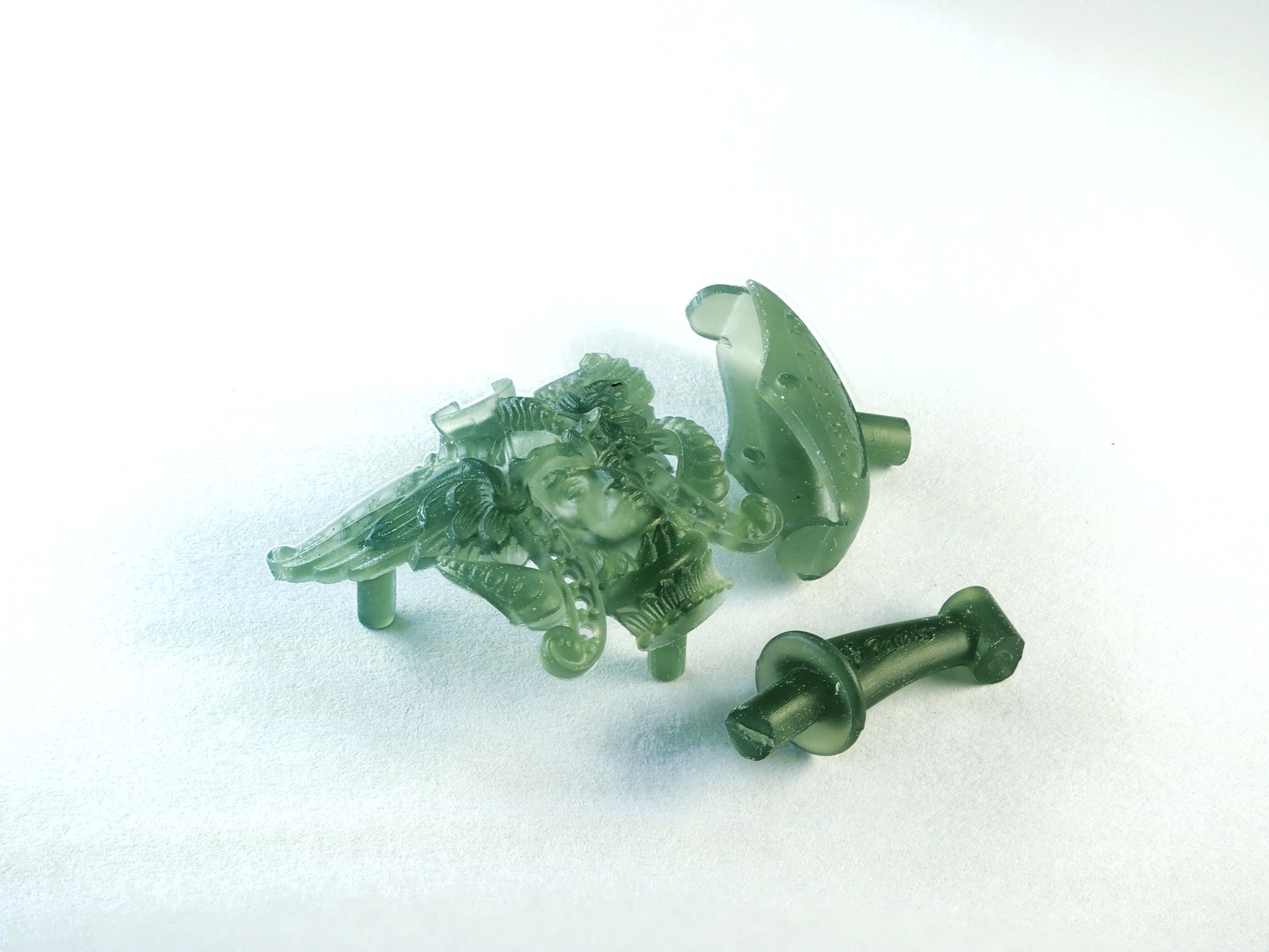
Очередной самый свежий пример изготовления изделия на Мире. Запонки Раймса. Последнее фото - это уже готовое изделие.





 |
|
Offline |
|
|
Сообщений: 886
Регистрация: 29.03.2012 Откуда: Харьков |
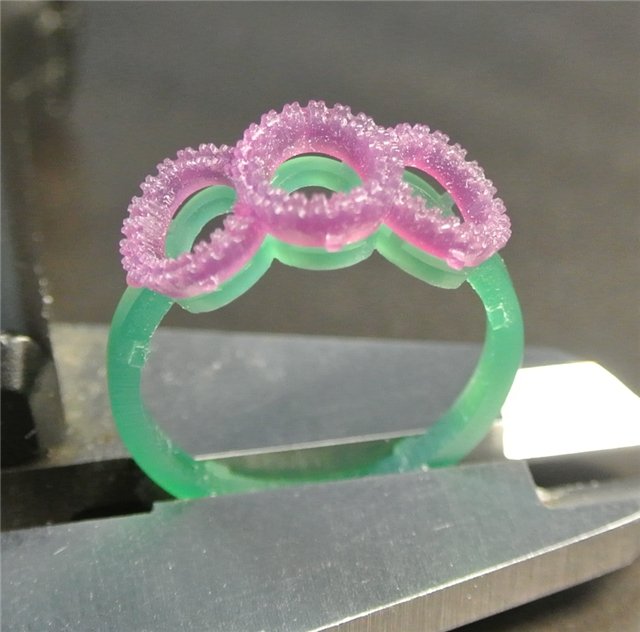
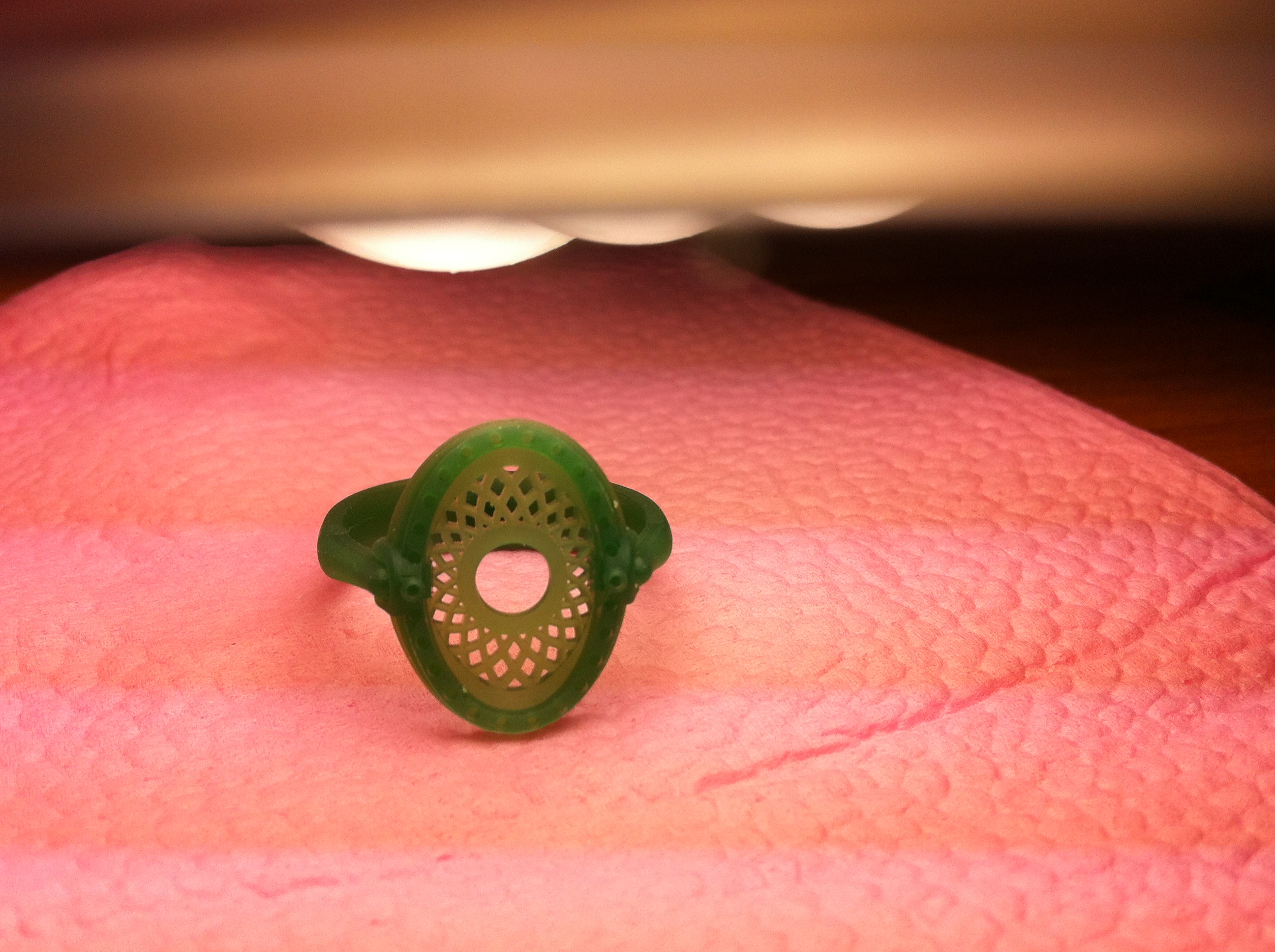
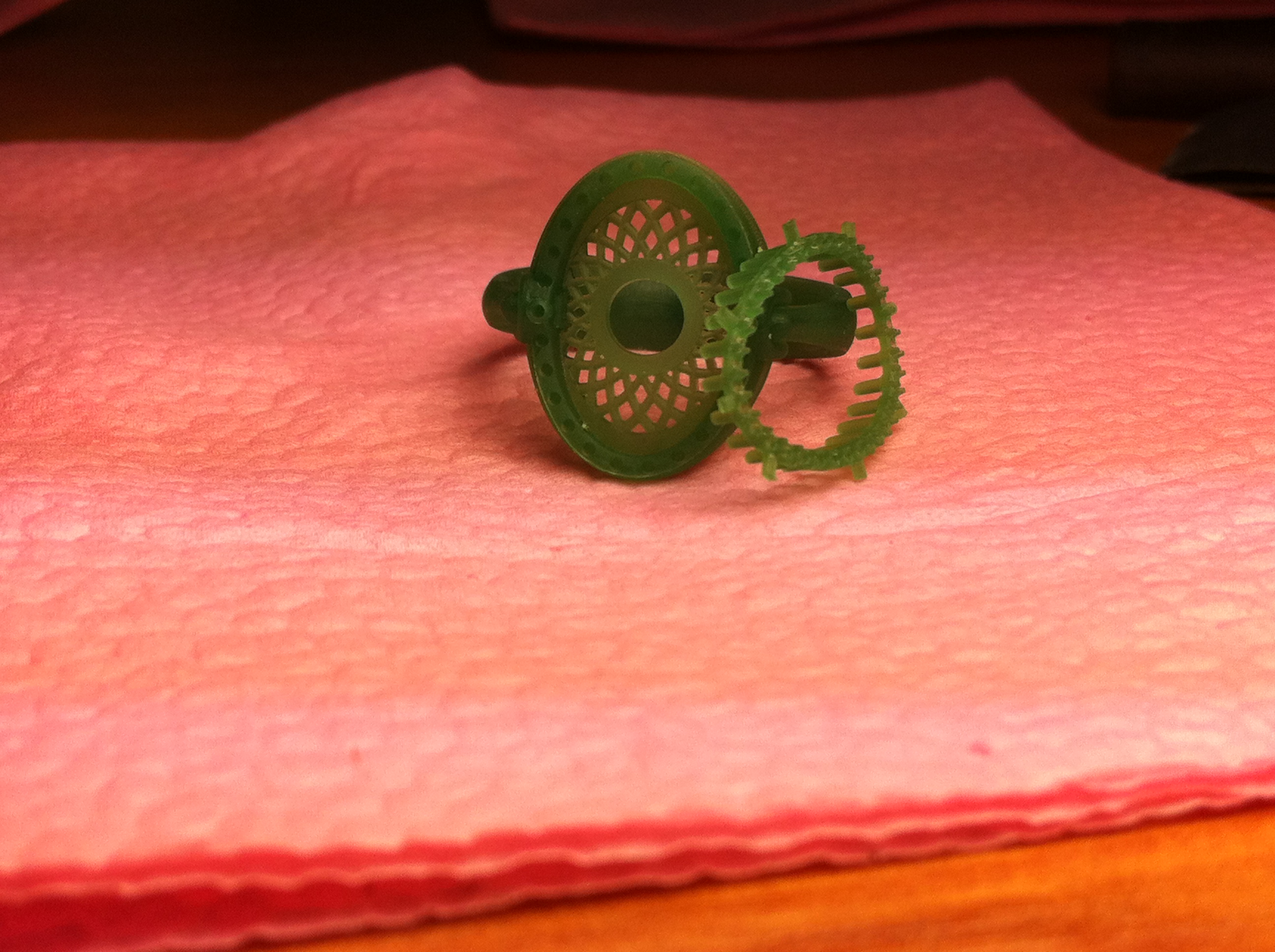
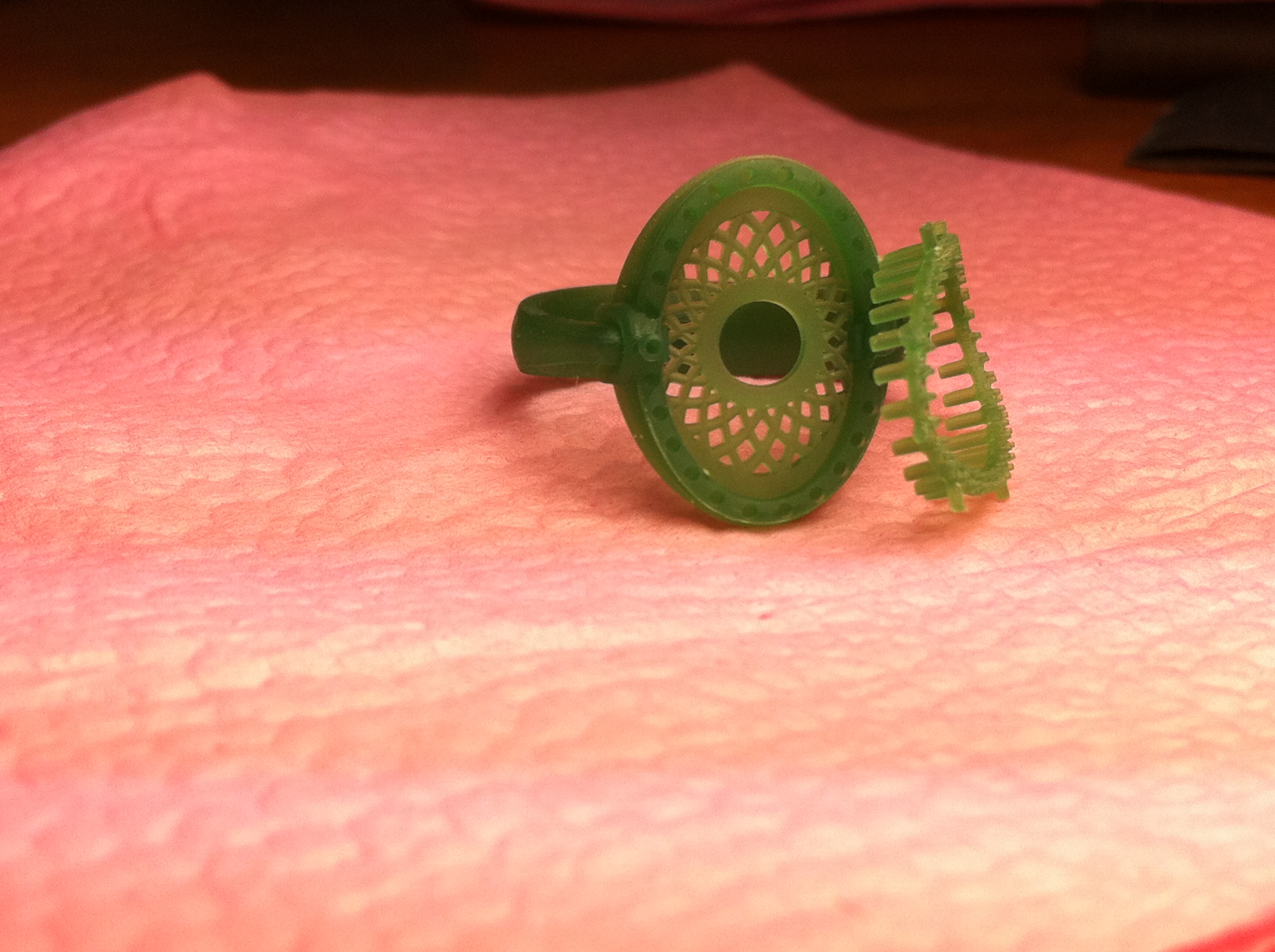
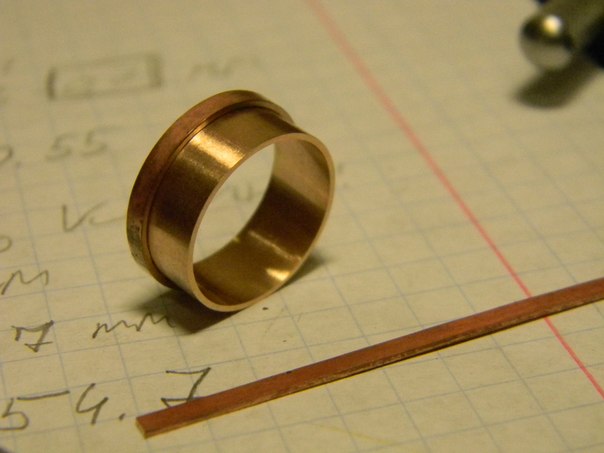
Вот простенькое колечко .
Что в нем новенького ? А новенькое - это скорости обработки . Перешёл на скоростные режимы , не успеваю всё переработать . 
Прежде всего все резалось без черновой обработки . Каст и накладка на скорости 700 мм/мин . Шинка 900 мм/мин . На весь проект понадобилось 1ч. 28 мин . 
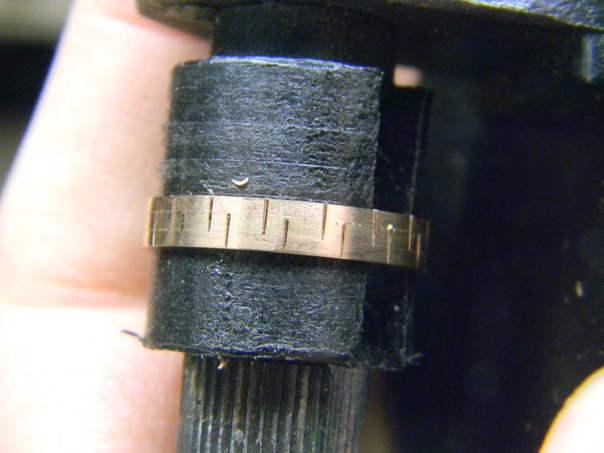
При порезке шинки усложнил задачу , взял брусок намного больше изделия . 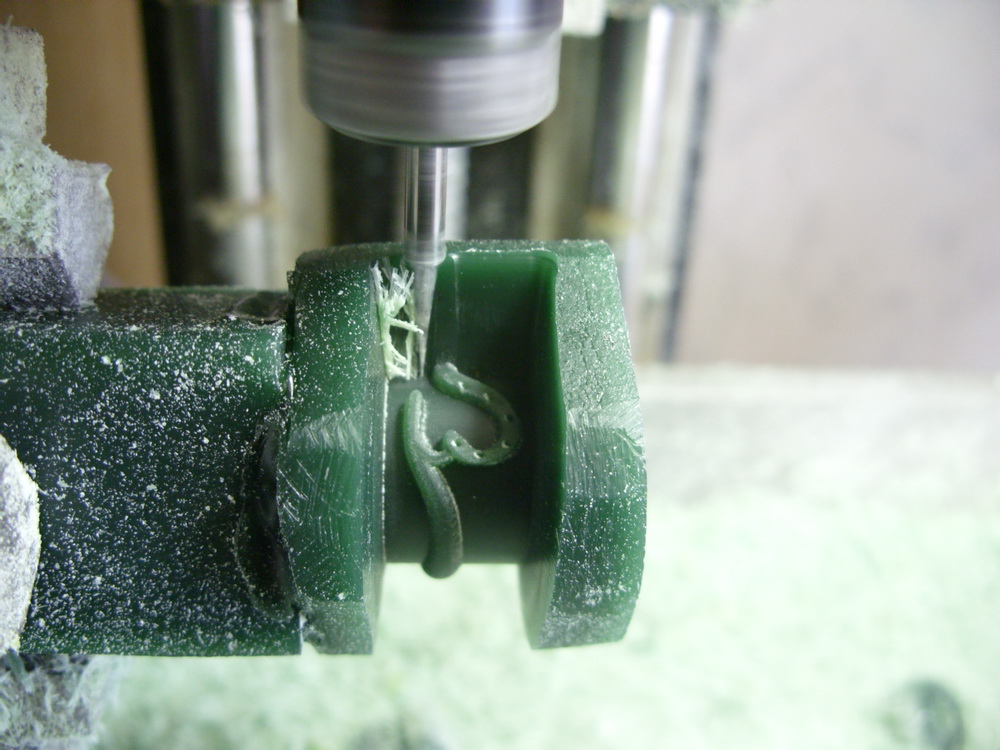
Теперь хочу предостеречь . Прежде чем попробуете поработать на таких скоростях , убедитесь , что ваше оборудование в в состоянии поддерживать такие режимы . |
|
Offline |
|
|
Сообщений: 1434
Регистрация: 04.01.2013 |
     
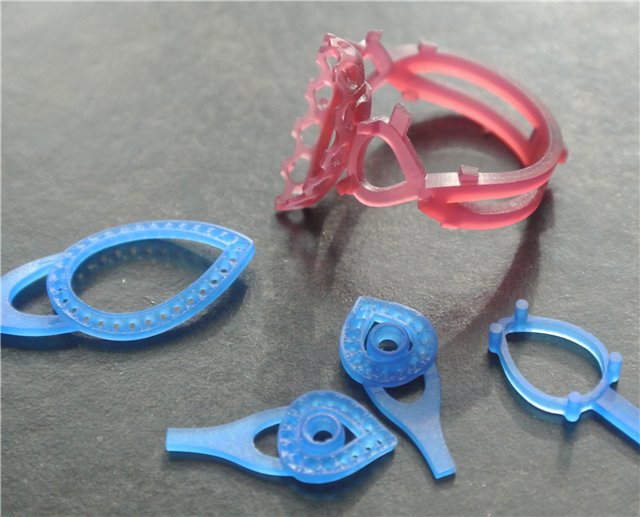
Эти фотки в доплнение к тем, что выше. |
||
|
Offline |
|

|
Сообщений: 145
Регистрация: 15.12.2012 |
   |
|
Offline |
|
|
Сообщений: 81
Регистрация: 24.04.2013 Откуда: Саратов |
tof71,
больше тем, больше шансов помочь, эта тема уже известна и на активно посещаемом сайте. зачем ставить на ней крест?, не вижу смысла,имхо. вот хотелось поделиться по поводу выцарапывания букв и линий одной толщины в воске, на мой взгляд этот способ проще чем вырезать штихелем. я брал затупившиеся посадочные, подрезные и шаровые борчики самого малого размера, шар 0.5 например, стачивал зубья под корень и получил вот такое[img]/upload/forum/upload/a10/a108b6a1210e4fedfc12ae3549b0315c/a5cc1b53d87a23c5a700c7c3420d9524[/img] и этими "палочками" выцарапывал в воске, держа перпендикулярно поверхности, плюсы в том что можно водить как шариковой ручкой, во все стороны канавка будет одной ширины, минус в том что нельзя глубоко вдавливать, зеленый воск от этого крошится, но понемногу режется прилично, прямые линии можно делать по линейке. извиняюсь, что размыто[img]/upload/forum/upload/814/8143b9af4f9d1c560738c26adf1f5142/bf751f40e32e22a4c16dee3cd6ee16dc[/img] [img]/upload/forum/upload/17f/17fe4e77a4d7c51440883e8bc49a2ccf/625dd352318b7cab147a61b5880c3bec[/img][img]/upload/forum/upload/331/331d351a842aefc26ee5ff0ea8ca89bb/55dd0ae7703d179539c620d52eda7cb7[/img] |
|
Offline |
|
|
Сообщений: 171
Регистрация: 28.05.2012 |
normi, +
 эта модель при просмотре не вызывает режущих ощущений)) Хорошая такая толщина металла, я бы сказал в самый раз! В тех кольцах жаль конечно что заказчик Вас ограничил металлом... Но благодаря кромке, они об этом всю жизнь будут помнить)) эта модель при просмотре не вызывает режущих ощущений)) Хорошая такая толщина металла, я бы сказал в самый раз! В тех кольцах жаль конечно что заказчик Вас ограничил металлом... Но благодаря кромке, они об этом всю жизнь будут помнить))










 |
|
Offline |
|
|
Сообщений: 16
Регистрация: 09.01.2013 |
|
||||||||
|
Offline |
|
 отменяется - хотя зачем , может ей обычные яйца надоели и ....
отменяется - хотя зачем , может ей обычные яйца надоели и ....
 - ждут люди от тебя более развернутого дела и постановки вопроса , а именно - на чем и чем лить, размер ( крупняк или филигрань)- тогда подскажут литниковую систему и температуры расплава и температуру опоки. Ещё напиши как лить с ложки или в плавилке собираешься плавить . И ещё тогда советов дадут. От себя пока на вскидку мысли в слух _ если я при литье серебра плавлю в плавилке то температура 950-1050 и опока на 400 то всего лишь мысль от того что чистяк остынет быстрее при выливании ( забыл указать - сам лью на вак в ведро) не индутерм и прочии навароченные)) то в твоем случае пробовал-бы так не зная если советов и опыта . Для кулона наверно достаточно металла чтоб он поместился в тигле(ложке) - тут видно когда металл готов к отливанию а вот опоку наверно после калки понизил-бы в течении часа в муфеле до 450 - больше опоку очканул-бы т.к хоть чистое и остывает быстрее но в опоке ещё может кипеть и будут поры.
- ждут люди от тебя более развернутого дела и постановки вопроса , а именно - на чем и чем лить, размер ( крупняк или филигрань)- тогда подскажут литниковую систему и температуры расплава и температуру опоки. Ещё напиши как лить с ложки или в плавилке собираешься плавить . И ещё тогда советов дадут. От себя пока на вскидку мысли в слух _ если я при литье серебра плавлю в плавилке то температура 950-1050 и опока на 400 то всего лишь мысль от того что чистяк остынет быстрее при выливании ( забыл указать - сам лью на вак в ведро) не индутерм и прочии навароченные)) то в твоем случае пробовал-бы так не зная если советов и опыта . Для кулона наверно достаточно металла чтоб он поместился в тигле(ложке) - тут видно когда металл готов к отливанию а вот опоку наверно после калки понизил-бы в течении часа в муфеле до 450 - больше опоку очканул-бы т.к хоть чистое и остывает быстрее но в опоке ещё может кипеть и будут поры.
 так и ты и ждёшь ответ.
так и ты и ждёшь ответ. 
 [img]/upload/forum/upload/ed1/ed12a91d49f8fc38d17ca1b63b17fa99/3b85cf6eacc42b6bed381c02c15a4cab[/img]
[img]/upload/forum/upload/ed1/ed12a91d49f8fc38d17ca1b63b17fa99/3b85cf6eacc42b6bed381c02c15a4cab[/img] |
Сообщений: 16
Регистрация: 09.01.2013 |
|
||||||||||
|
Offline |
|
|
Сообщений: 1569
Регистрация: 30.06.2011 Откуда: Москва |
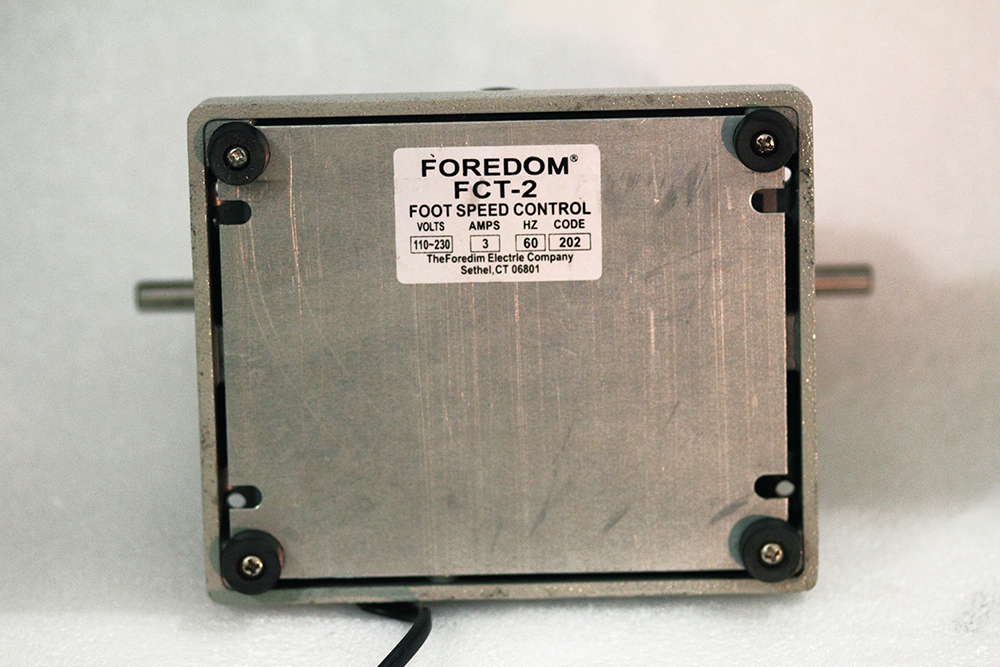
Но что то выдавало в нём китайского разведчика. То ли форма корпуса, то ли криво приляпаная наклейка под регулятором, а то ли ошибки в адресе фирмы производителя...


 |
|
Offline |
|
|
Сообщений: 319
Регистрация: 09.02.2013 |
 
Расширяет возможности при закрепке,монтировке и во многом другом. |
|
Offline |
|
|
Сообщений: 171
Регистрация: 28.05.2012 |
Qudrat aka,
1) Отрезать можно специальным кондуктором  , но скорее всего Вы таким не располагаете, иначе бы не спрашивали . , но скорее всего Вы таким не располагаете, иначе бы не спрашивали .
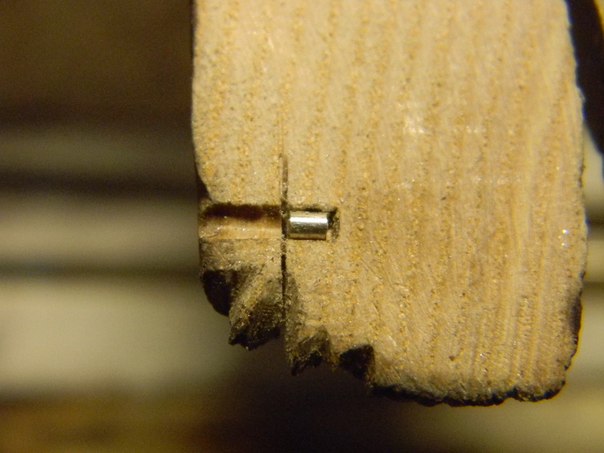
2) Можно сделать приспособу из уголка, сделав в нём ровный пропил. Упирать заготовку (трубку, пруток) в угол ну и т.д... 3) Запилите торец трубки (сделайте его ровным), штангенциркулем (кронциркулем) выставьте нужную длину и отметьте на заготовке. Зажмите заготовку в цанговый карандаш (фото), берите в руки лобзик и пилите проворачивая карандаш (делая пропил лобзиком по всему диаметру, плавно углубляясь) , это поможет отпилить заготовку ровно. 4) 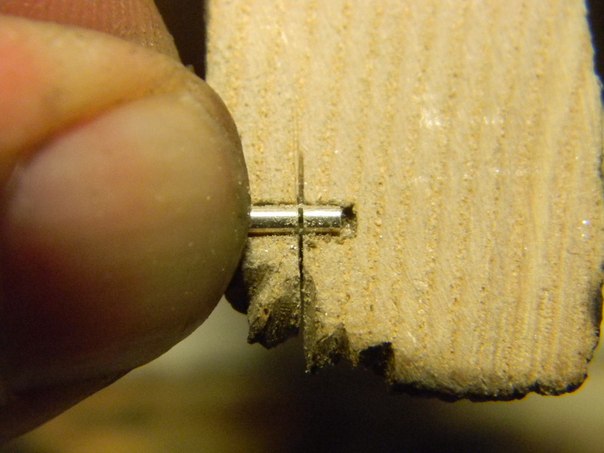

Ничем не придерживать. Теплотвод... бла бла бла... ни к чему, вообщем. Отталкивайтесь от поверхности. Если поверхность к которой Вы припаиваете округлая, то под трубочку нужно с делать запил круглым надфилем, либо бором цилиндрическим. А если поверхность ровная, то нужно срезать сегмент вдоль трубки, и этой образованной плоскостью она будет плотно прижата к серьге. Это всё - "запилы"..."пропилы"... "сегменты"... - делается для того что бы увеличить площадь соприкосновения деталей 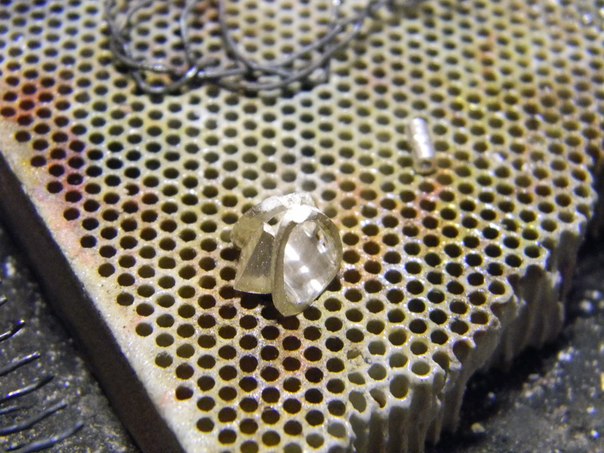 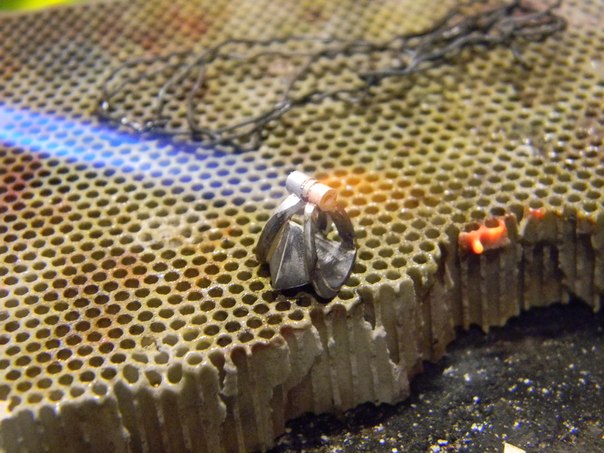 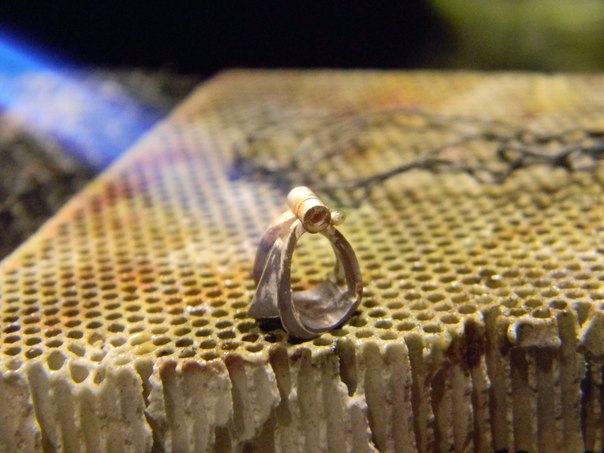 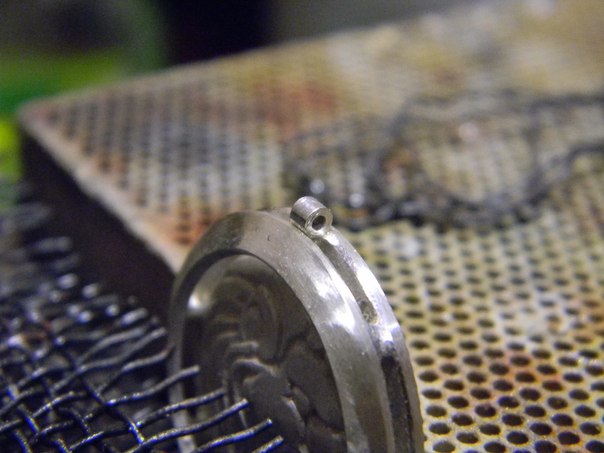    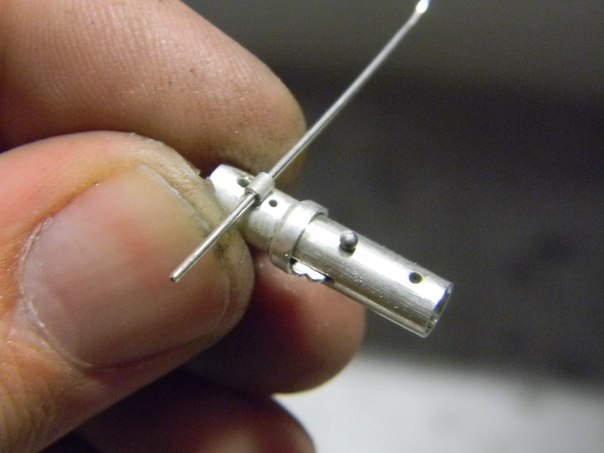 тем самым прочность соединения... при пайке... тра та та... ну вообщем это и так всё понятно... тем самым прочность соединения... при пайке... тра та та... ну вообщем это и так всё понятно... 
... пойду работать
P.s. Трубку припаивать к изделию фугой (швом). |
||
|
Offline |
|
|
Сообщений: 173
Регистрация: 05.05.2012 Откуда: Карадабардинск загорнокузнецкоалтайский |
по этому у промышлленных электролизеров не бывает торчащих платин. Это уже Ваши фантазии.
Для примера покажу фото промышленных электролизных установок. Установка СЭУ-40М 
Установка СЭУ-30 
Установка СЭУ-20 
Установка СЭУ-40  |
||
|
Offline |
|