| Цитата |
|---|
|
То есть, мне надо будет изучать еще какую-то программу? Могу ли я сделать это заранее? |
Можно...
Там все просто ...старт....стоп
|
Сообщений: 748
Регистрация: 19.12.2009 Откуда: Это город на Неве. |
Можно... Там все просто ...старт....стоп |
||
|
Offline |
|
|
Сообщений: 542
Регистрация: 17.06.2008 Откуда: Киев |
Afonya, станком управляет Mach3 а УП пишу в RhinoCAM.
Многие советовали мне попробовать DeskProto, говорят она проще и удобнее но я до сих пор ее так и не попробовал, привык к RhinoCAM а другие пока и пробовать не хочется. |
|
Offline |
|
|
Сообщений: 13
Регистрация: 28.04.2011 |
В общем я перенастроил порты в Mach3 и в слот для Z(ось драйвер которой перестал работать) ввел данные слота для A (подумав, что раз двигатели одинаковые, то и драйвера должны быть одинаково настроены) и воткнул кабель оси Z в слот для A. Поработаю пока на 3х осях. Закажу 4х осевой котроллер как у Вас(или контроллер и драйвера отдельно) и соберу замену своему незаменимому блоку из более взаимозаменяемых комплектующих на случай поломки.
Изменено:
- 14.11.2014
|
||||
|
Offline |
|
|
Сообщений: 542
Регистрация: 17.06.2008 Откуда: Киев |
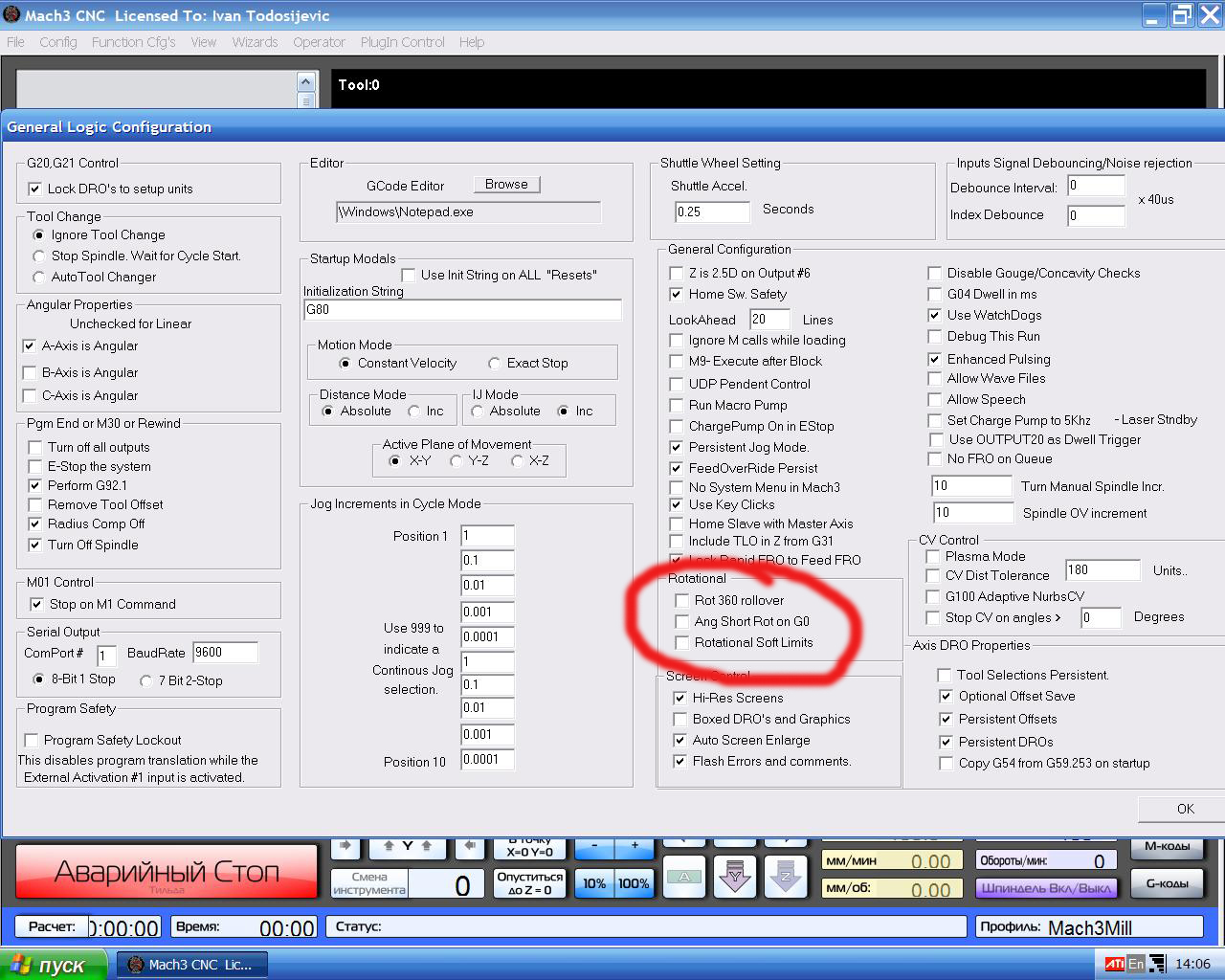
Некоторые форумчане мне в ЛС просят помочь с настройкой поворотной оси в Mach3, для того что бы не объяснять каждому, что да как, решил написать небольшой гайдик по настройке.
Настройка Motor tuning в Mach3 STEPS PER Для расчета STEPS PER можно воспользоваться специальным Для поворотной оси в поле "Шаг винта" вводим значение шага для поворотки, а это: 360 градусов деленное на коэффициент редукции вашего редуктора(передаточное число) у меня это 45 то есть 360/45=8, при 200 полных шагов на оборот и делении шага 1/16 у меня значение STEPS PER будет 400. 16*200/(360/45)=400 Velocity Значение скорости подбираем методом тыка, находим максимальную возможную без ухода ЩД в резонанс, затем отнимаем 15-20% и вводим полученное значение в данное поле, это будет наша максимальная скорость мм/мин без потери шагов. Acceleration Ускорение - его тоже подбираем методом тыка, это ускорение нашего ШД, как быстро он у нас будет стартовать и останавливаться. Step Pulse и Dir Pulse - Это длительность импульса Step и Dir , так и не разобрался с этими параметрами оставил "0", все работает и так) Как то так))) Если возникнут вопросы, задавайте не стесняйтесь, если кто то что нибудь хочет добавить к вышесказанному, милости прошу. |
|
Offline |
|
|
Сообщений: 3053
Регистрация: 22.09.2010 |
Потом отпишусь! |
||
|
Offline |
|
|
Сообщений: 1770
Регистрация: 17.10.2005 Откуда: все эти мысли? |
OsinValeriy,
Воу, воу! Не кипятитесь так, мастер по переходу на личности. Я просто немного интересуюсь околоЧПУ-шной темой и хотел бы знать возможные причины пропуска микрошага приводом на таких скоростях, кроме нагугленных:
ну и за одно понять как можно резать такой крест вероятно часов 10...
Изменено:
- 25.12.2014
|
|
Offline |
|
|
Сообщений: 1770
Регистрация: 17.10.2005 Откуда: все эти мысли? |
Xikol,
Всё равно не понимаю вопрос)) Мой дом всегда xy=0 по датчику, всё остальное в Mach3 Homing, Limits & Offsets |
|
Offline |
|
|
Сообщений: 148
Регистрация: 29.07.2014 Откуда: Ванкувер |
Для пользователей Миры
Сделано небольшое дополнение к 5-осевому NS-Mach3 Добавлено: Кнопки для перемещения Incremental: A+180 A-180 A+90 A-90 B+180 Строка с именем и адресом файла с рабочими кодами, который загружен в программу. Скачать это все можно с нашего сайта из личного кабинета пользователя Миры |
|
Offline |
|
|
Сообщений: 345
Регистрация: 12.12.2014 |
xgecnc,
Мужик, Тебя что с днем ювелира не поздравили. Нашел в тексте - ОДНУ описку. А зубы оскалил, как - будто на хвост наступили. В том тексте, в предыдущем предложении речь шла, как раз про повторяемость. А то слово, которое Тебе глаз замылило, действительно звучать должно было как ПОЗИЦИОНИРОВАНИЕ. Если тебе так легче. Хотя смысла общего это не меняет. Насчет концевых оптических датчиков - в MIRA3 - пыли нет. Я не разу не резал без СОЖ. Насчет энкодеров с оптическими датчиками - назови хоть один ювелирный фрезер с обратной связью по осям. А MACH3 - эту обратную связь с грамотной коррекцией обеспечить может? хдеЦНЦ |
|
Offline |
|
|
Сообщений: 542
Регистрация: 17.06.2008 Откуда: Киев |
 |
||
|
Offline |
|
|
Сообщений: 542
Регистрация: 17.06.2008 Откуда: Киев |
Единственное с чем еще столкнулся так это с отзеркаливанием вырезанной поверхности при резке "4-axis Parallel Finishing". Исправил изменением направления "+", "-" поворотной оси в Mach3 и исправлением того же в постпроцессоре, но это ни как не относится к данной проблеме. |
||
|
Offline |
|
|
Сообщений: 542
Регистрация: 17.06.2008 Откуда: Киев |
Serjakos007, на линейных перемещениях не вижу ни каких проблем а вот с повороткой у Вас явно что то не то, мне кажется, может Вы изменили настройки ШД поворотной оси в Mach3 и не смогли вернуть все как было.
Если это так, то возможно Вам поможет мой пост о настройке поворотной оси Конечно же не исключены и проблемы самого ШД или подклинивания, перекоса червяка. Наиболее рациональней подойти к решению данного вопроса, это обратится к производителю станка. |
|
Offline |
|
|
Сообщений: 528
Регистрация: 15.10.2008 Откуда: Столица ювелиров |
По поводу звука в первом видео, то в основном все с ним в порядке, странные звуки издаются редко, видимо они и ведут к пропуску шагов. например отчетливо есть этот звук на рубеже 11 и 12 секунды, на 21, 22 и 23 секундах..
по поводу "вокруг оси А" Вы правы, я был невнимателен и машинально прочёл там "Along A" вместо "Around A"
Игорь, может у Вас будет время в гости забежать? станок послушать, так сказать? Чай точно будет, а по поводу покрепче обещать не могу - не пью) Я на полном серьёзе.
Подклинивания, перекосы и прочую механику исключаю, разобрал и посмотрел. что- то на програмном уровне и не у меня у одного. Пост Ваш обязательно прочту заново(я следил за всей Вашей темой) и сделаю выводы.
Изменено:
- 02.02.2015
|
||||||||||||
|
Offline |
|
|
Сообщений: 187
Регистрация: 09.01.2012 |
У Вас будет неприятный звук у мотора ка будто его заклинило.... при этом возможна потеря координат станком. После такого лучше перезапустить MACH3.
Изменено:
- 19.02.2015
|
||||
|
Offline |
|
|
Сообщений: 528
Регистрация: 15.10.2008 Откуда: Столица ювелиров |
Думал об этом, вспоминал свой первый компьютер, который пищал при одновременном нажатии 3х клвиш. Но вот что после этого придумал: если программа не способна выполнить 2 команды, то она, не должна тормозить ось А со странным звуком, продолжая при этом изменять координаты... она должна либо отказать в запуске шпинделя, либо остановить вращение оси А, перестав считать координаты, и запустить шпиндель. |
||
|
Offline |
|
|
Сообщений: 53
Регистрация: 11.03.2015 |
Приветствую Вас, уважаемые.
Жизнь хитрая штука и я опять убеждаюсь в этом... Открыл тему для саморазвития, а теперь могу утверждать, что без нее уже не обойтись... Похоже что я вступаю в ваши ряды стрижеводов и станок скоро нарисуется... Но если по теме... Я изучил материалы, полученные от уважаемых и любезных форумчан. За что им еще раз огромное мерси. С собой у меня всегда флешка на которой лежат дистрибутивы нужных мне программ и в этот раз, несмотря на то, что меня постоянно отвлекают от отдыха на текущем месте работы, скачал со своего сервера эту старенькую модельку, установил на чужой комп DeskProto, запустил Blender (как скоростной инструмент) и начал приготовления к обучению. Попутно буду делать шоты и сохранять их на флешку же и после в процессе добавлять в тему, что бы если что мои уважаемые учителя вы могли ткнуть меня носом и сказать пару ласковых если я начну тупить.. В течении рабочего дня ( если конечно мне дадут расслабиться) сделаю почин... Думаю. что в этот DeskProto ставить постпроцессор Стрижа смысла нет т.к. и нет станка и резать как бы негде... выберу просто Mach3 RotAxis А вот граверчик пропишу.. например: 3.17\15\пятка 0.1\градусов 6(3,6 запишем) ... И какую-нибудь прямую фрезу для размера.(?) нужно почитать какую…. Значит мысли: Все будет делаться на поворотке. Считать нужно будет 90гр в размер (может в Арткаме по вектору спиралью?..или наверно сразу в Прото..подумаю…) Обсчитать текст и внутреннюю поверхность для выставления гравера После ротари и отрезать… Но все равно пока что нужно подготовить модель и вывернуть руны..Сейчас время появится сделаю и выложу… Значит было так... - 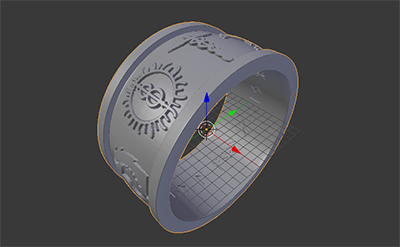
Стало так - 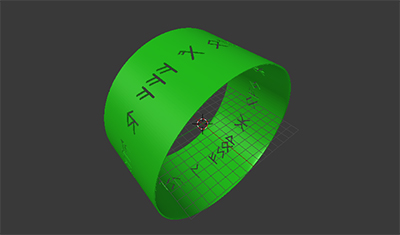
Заткнем дырку и сохраним... 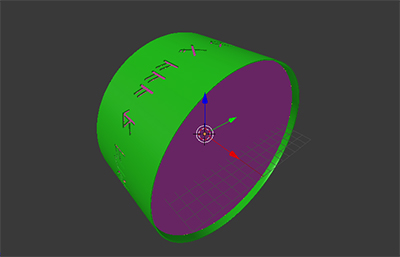
Теперь в задницу наверно нужно вставить поддержки...Но это чуть позже - ну не дают мне отдохнуть на работе..Все идут и идуттт...Пишу пост уже час)))) Ладно пауза - продолжу позже.. Всем спасибо. |
|
Offline |
|
|
Сообщений: 542
Регистрация: 17.06.2008 Откуда: Киев |
korobtsov-alex, очень даже неплохой способ, спасибо за идею. Добавить только пару кнопок со скриптами в Mach3 и дело в шляпе.
Ну где же Вы раньше были......? |
|
Offline |
|
|
Сообщений: 142
Регистрация: 06.08.2008 Откуда: Владивосток |
Ну и апну тему картинками результата работы Mira-2E 


Изменено:
- 06.04.2015
|
||
|
Offline |
|