Вот, собственно и весь комплект оборудования, которое нужно для литья легкоплавов и многого другого:
Он состоит из пресса - вулканизатора (слева), центробежной литейки (в центре) и плавильной печи (справа).
Для заливки используются круглые листы завулканизованной резины, как правило с диаметром 30 или 40 см, но бывают с диаметрами до 70 см. Толщина листа может также варьироваться, самый популярный - 1 см, но бывают и до 5 см.
Большой диаметр все равно не позволяет разместить изделия в два ряда, поэтому он нужен для крупных изделий. Самый популярный - 30 см.
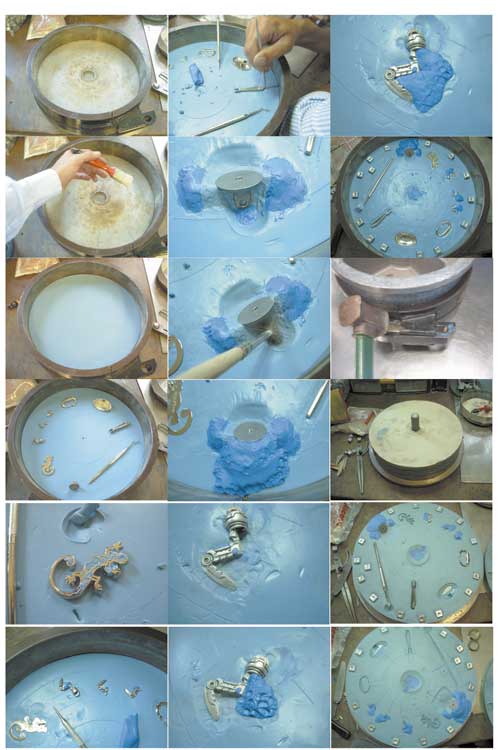
Нижний слой резины укладывается в пресс-форму, после чего укладываются мастер-модели, утапливаются до середины, облепляются более мягкой резиной в самых критичных местах. Если толщины листа недостаточно, набирается нужное количество слоев. Ставятся замки.
После этого резина талькуется и сверху прижимается новый блин (или сколько их там потребуется). Питатели к изделиям на этом этапе не делаются, формируется центральный заливочный литник в верхней части пресс-формы с помощью специальной оснастки. Резина запекается в пресс-вулканизаторе, разделяется на две части по тальку, примы удаляют.
После этого начинается работа по вырезанию питателей и выпоров (для выхода воздуха из заливочных полостей). Кстати, дяденька - из Gucci, это он проходит отработку технологии литья для новых моделей каких-то пуговиц.
Процедура логичная и понятная - все питатели прорезаются скальпелем (или полукруглой стамеской по дереву) от центра, на входе в изделия они зауживаются, чтобы готовое изделие можно было отломить от питателей.
Вот еще иллюстрация, где все видно более-менее наглядно, в том числе и металл, вытекший по выпорам в специально прорезанные для этого канавки. Это свежераскрытый блин (или, как говорят итальянцы, пицца) :?
Литье более крупных и массивных изделий (статуэток, шкатулок, машинок, требует более толстых резиновых блинов и более серьезной работы по подготовке пресс-форм и их разрезке. Но, в принципе, отливается практически все.
Качество передачи деталей от прототипа до готового изделия вполне приличное. Модель для Сваровски. Прототип выращен на Вайпере, его же использовали для запекания, белый металл - литье, полученное в конечном итоге. До какой-либо обработки.
После галтовки, гальванической обработки и (если это необходимо), декорирования эмалями или стразами, изделия приобретают товарный вид.
Вот еще некоторые образцы.
Рыболовная оснастка. Крючки устанавливаются в резину до заливки.
Здесь видны корпуса часов для Swatch Group.
Всевозможная бижутерия. Цепи отливаются целиком, а не по звеньям.
Брелки, пряжки, фурнитура. И птички, которые делаются для Картье

Можно отливать как больших, так и очень маленьких солдатиков.
Степень детализации и качество литья вполне достойно ювелирки.
На этом нераскрашенном зверьке видна проработка деталей. Его высота - менее 2 см.
На той же литейке можно лить полиуретаны - в этом случае резиновую пресс-форму предварительно прогревают и полимеризация идет около 2 минут при постоянном вращении.
То, что мне понравилось больше всего в свете ювелирных приложений - возможность лить инжекционный воск.
Система дает уникальный результат - воск заливается в расплавленном состоянии, вращение круга продолжается в течение 7 минут - до полного застывания воска. В силу центробежной подпитки воском, изделия получаются без утяжек, с хорошей проработкой, размеры восковок удивляют. Большинство из восковок, которые я увидел, вряд-ли возможно изготовить на каком-либо ювелирном инжекторе. Судите сами.
Диаметр пиццы - 40 см.
Этот тонкостенный дракон отливается из золота и им декорируется фарфоровая ваза. Важна не только проработка деталей, но и точный размер, а также форма обратной стороны, плотно прилегающая к поверхности вазы. Фарфор не подрихтуешь. Литниковая система для заливки металла сразу формируется в восковке - при отливке восковой модели на центробежке.
Ну и в завершение - несколько вариантов установок (по производительности).
Самая простая система (литейка с установленным блином - в центре). После закрывания верхней крышки, сверху будет заливочная воронка (ее было видно на фотографиях, где заливали полиуретан и воск).
Более производительная система - полуавтомат на три сменных пиццы. Обслуживается одним оператором. Слева - пресс. Сзади - полка с пиццами.

Совсем быстрая машина - почти автомат на 8 пицц. Обслуживается одним оператором. Он извлекает отлитую пиццу, вынимает все литье, кладет ее на место, отламывает литники и бросает изделия в коробку, а литники на транспортер (справа), который сам забрасывает их обратно в плавильную емкость.
Ну и еще немного технических подробностей. О подводных камнях.
Пресса и литейки, как водится, бывают двух видов - дешевые и те, на которых можно работать. Поясню.
Как при вулканизации, так и при литье в этой технологии, очень важна равномерная и неизменная сила прижатия верхней и нижней частей пресс-формы в течение всего процесса. Тем более, что в ходе этих процедур объем резины в пресс-форме увеличивается в силу нагрева, химических реакций (в ходе вулканизации), вливания горячего расплава и пр. Если прижатие изначально недостаточно, будет облой, если избыточно, будет сплющивание или потеря формы литых деталей, сдвиги, опять же облой, усадка и прочие неприятности.
Путей решения только два. Первый похож на струбцину и на типичный ювелирный пресс-вулканизатор, который зажимают винтом, чаще всего по наитию.

Второй придуман и запатентован Nicem, давление прижатия создается сжатым воздухом, совмещенным с ресивером сообщающимися сосудами, поэтому независимо от стадии процесса, давление прижатия одинаково, при необходимости пластины пресса немного расходятся, пока давление в ресивере и в системе не выравняются. Разница в цене - порядка 2-3 тыс евро на установку. Разница в качестве - на дешевых машинах можно замечательно лить номера квартир для дверей, дверные ручки, некоторые простые технические детали, при определенном навыке - простейшую фурнитуру. Добиться ювелирного качества можно только на хорошо продуманном и добротно сделанном оборудовании. Впрочем, я вряд-ли кого этим выводом удивил
Вот такой вот отчет о загранкомандировке получился. Ну и антикризисная информация к размышлению.
Надеюсь, кто-нибудь откроет себе новую тему для размышлений.

































 ), их можно полировать.
), их можно полировать.



