[img]data:image/jpeg;base64,/9j/4AAQSkZJRgABAQAAAQABAAD/2wCEAAkGBhQSERUUExQWFBUWGBgYGRgYFhgZHBgaHBcXGBgdHBsbHSYeGBwjGxYVHy8gIycpLCwsGB4xNTAqNSYsLCkBCQoKDgwOGg8PGiwkHyQsLCwtLC8sLCwsNCwsLCwsLCwsLCwsLCwsLCwsLCwsLCwsLCwsLCwsLCwsLCwsLCwsLP/AABEIAL8BCAMBIgACEQEDEQH/xAAbAAACAwEBAQAAAAAAAAAAAAAEBQIDBgABB//EADsQAAECBAUCBQIFAwIHAQEAAAECEQADBCEFEjFBUWFxBhMigZGhsTLB0eHwI0JSFPEHFWJygqKyM1P/xAAaAQADAQEBAQAAAAAAAAAAAAACAwQBBQAG/8QALREAAgICAQMCBQQCAwAAAAAAAQIAEQMhEgQxQSJREzJxofAUYYGxkdFiweH/2gAMAwEAAhEDEQA/ALsUmqVMMw/AAAaJJrWDpULi4O3tBVYUrSQoWP8ANYEVLSkE2tq/EXT7taIqZ7Fp6vKP4kgK9IBIAuGsL3c9OkA+FQTUJCnCBmUw1ByKdhslyG+LuY0lVThTEbBudWub3H6WhMMNyTkKAsfSXDtZmZI/Dpp0tE+S09UYUvc+nT1J8tfASfjL+kZChrAzQdi9XOkUk3MMyilnGyS4JPt+UYukVMKVLQXy3UnfLyOW3hmLKri1gdKgCMbhniKkCSFpFjY99vzgvwuQJaydSQPgH9YztfjRWltoNwEqW6U63U3IDfrGq3rlfxbxke02mASvNmLILEtLSeCq5PsLww8deKjTBFPKdKlZcymH4AuWlQ90r17wF/w9W6VKII3SW1KiXIPQJb3jO4/WTJs6coqTmBASk5PxLEtKc77hiyTx3eRVLO2Q+T9h2/3/ADOEF+P1Bduw7fx+XJU+LS5nlTihCUpV5q3mH0f2IVlAdROUNrc6RssIEwIeaUqWST6LBKf7Re5LbnmMDQKlkquhcuYMstNgJi5dhYoJ9IS+yfUwBvG18MomFH9SYZpJcOEgpcD0ukAKIL3aK0uVZvluO/OHLHpvFU+UhRB37N9I6Ylv3ihc/wBRYO1j3ht1JVXyJKro80tTajbkcQXgREyVkWHKHSHBBbUW13+kLV1ZcZQbHl4Mo6gi7EdNjC2IZaaeyKxx0fqJaujyKIP+/WAsqkzMw4II5SdYbYoH8tQOV2HNnBb7h+sUKS5YsG0g0Ni4rG5K2Zi0YvMkVBlKSFpKjl0BCdQX3AB+kMqUErM0pBOgfUDgd4MrVoe6Qsg2B092v7PF0irzBlISOMtmHHWCo3OkcnpBC/UyE/FxLQVLSqwJNthFtNVJmJCkuygCC3MeKShR1foofwGFlVjqJSpcmW2ZXpTY5U3AFwLdo9e+8moHsKjapACC2sV09KFpDD+axKRSG/mLExdrC2V+BxBaJaZd9HcHh+Y1tTC/EUDuXTJQCQBw8LauYlIKiWABgfxFihlyCrpHzUVc6sUUpUUywfUp2AHAG5aEs9EKBZMPDhIXkfJm7pJafVlDBVxbm8OZVclCA/vz/tGWpJ6kEBP4RZjxFGITFTVjhOg2DwxwJc/S/FYAnU10yqzXTLfgtA9ZUhKcy0KLaAJJN+ITYfOCQQo9nDwzkDPcKdtm09tYzgfES+AY/p7yf+h8wh2SkF8puT0PENfJfS8VyBzFykWt948BW5G7EmJKumLuDlsRo8dDSoNi5SO7x0Zcrx5jUy9diapWQZMwJLlu23zFVRNCpqkAKHpCgpP4VaP0BBLNBdYq4Cstr29oX11GZqSkBSSd02Ov8ELIbdTFBA5CCVM0y1BwSFWDAt78RxnJLkWNn0BLc8iJ01PNCEzZgUi6ksFOlwdSDcEgctbrHk2etT5U5/8AuYD5aFhiRvtKcb8hyM0mAY7cy1MUFLgm7bEau386R3/IZapmeVKyM7kEgEHYJ3ELcCo1FYZgRchJtta4u+m20a6USR6QxFmJ+h6xzSjo9pYqR5GGNiU8z454jEuTPUClswcWsQbaf2qBBBgbCp5lusEuzWtZVtY+jeMMEVMmy5iKf/ULHpYXCSSPVdrPqTYa2vHtN4BSlZnT1Zpj5jLQB5YIIIGbVQcXsmHAZHyFQDU5/wAXJybGDojX8zQ00pMqXklpASAkBthkSA3xGDxkpTVKBCUJUSSFAEFbEIPp0KioqfX07XjUSpyigqf+9RPXY/V4XVNL5qilLB7klIUx2N9wze8dRgDsTp4MXAncSCQSEpSEnLnQcoUAMyblOfRIZIGV3L6B30lLLmAIKWDJAYHWKsNw5jmtluAGIIyrUwYpBZmA245LQzh22EaBUa7eBuWGpmKtYDs8XUtIBoHMDJBUQW03NvpDGQi1y/0HxANqQ5PSKE6XTly3uIskEAnMwA+trwDOnrJZNk/WCZcnMm/7/wC8IMSykCyZXiNZZPF2Hv8A7QPUV2ZsupjzFZLlKdW+ujwMiSGt9RFa/LUqxovAGTTIffWL/I4iMtI5f7RCYVaOB2jx3CNkyxUvgwjxnAnlgAsqZOluo2LklNvZRPtGhpktpAuIJepphm/Bnm5ewABPFz94nZLYXBR2VtflRRjHhudLUJi6hSdgtINiAAnMAxu1zf8AKAZ3iifTjJPSJgLZVgsFe4F9RsDG7xc56dYJ1AYNu4NoyFRhKZyfKX3SeFMwP7QTc1Hp3DwZviKPi+DMvXY/OnIyLV6NMoA04fUxLwK6FTpKxqAtJ7EA/IP0geooTLWUL/EkkML3FofYJLyy1qIymyQ/DOfuIJV2GnX6jCnBWXVdq/eXzatCQTmA1ueXb7xRS16Q4UFBQKdncq0AhBiuK+Ys7gEWI1LNqLWc/EX4TNUn1fiFsp/ETubv0bpAl96mKvpmrk0gVBdHhZ9SnPpIFt9Ypw+qGUOlj2gidjiJJZSsuZz30hykyRzkJKrPJvmhXpWQ2jiD6TzFm5L9LQrlYmZqzlT6eDr9IE8QVU+QgLSshS1ABKdOT3t94Irq4tsZPpNAzR1dCvKfUXMeRkJ/iOrSi63UdHSnT4vHQvU3FhzAaI/P4nmH1BWCorTMSFMVJcFrfiB0U79H04gysr0oyy0+l7JzEgltWfXWGMxIShQCEoCtWAc/S56wtlomKsySBuoP29+0KHICT4/UtmtQJVRNSCyiAf7Rv7H7wHNXM1USTsHsPYQ8nSmuYCTTld2OV7FtYKvMpGYVofzDPDKFsoOCHB4Yh7gi4tGilg5nBvrYt+8DYLReixYu5sCemukO/IgCLM52XIOU4FYF1FuCT+sBV2It+FhBqkbaNA1XLDa/ENURePjy2Jmp1cnMU5g+rP8Ak8e0FWHICFE3vYC+tyRAniLD0/jSAFp0VuN/iBk4pMmy0qlm/pLFtNwON48TU6w9QoRtW4lODBEvdi6k2F769o6or0SU+ZMUQMwSCA7km2jnk+xisTEKkKWpWVaCHClM4LCznUHbrBuHS0qspShuPVaB2b3uKagprvDJ2Iy5UtUxfpSkOSdR07vZuYNo5wmIStJdCg4LEW2N4ClS0eYUKZSTYvcPs721jq/E0f6lNKVesoKyzskXIzHYkB26jmMbWyZBk0wBPeXzZyXZAf8A6j+UF1M8Jlagkt7HWAkrEvXkfLtEJ1SLJDgDWC+HdQjj5Ee0ozEl/qYsTL5+unxHgnAXERTiYNmh1GVEMewl6Fe8SUBr/DFEycW0Z+kRSq/3vHuMDh5h8k30aF2LMmchYFygpJ6BTgfJMGJWwfaFtZUeYQRdrC0eC7nsSeu/ELNb5hKXshhvq19bHYWeK6iYmWkqPYd48EwAOq3EL/EU0LCEyy+pPTYfnAn2gogLhfEW0lLK81UybMTmUXANm3PcvAmOYmA4Att+piKqfK3pFi7m8RnSkzACSG6H9OsCx1QnUYi7uZuokBKQxcncnT4hlh8xOQBWoY3drHYbF4Km4Wi3A+u8cJaGA40tCgtbjgQe00lFU5haAcZp0zp139IA131MCUNbkTZ3gqnAcl7m8PFRXDi1xhhc8U4JyqWDbYtxGdxzFpk+aSQQE/hAuAN77mNHLyEFK3ykbfMKVYHMM0qlJWr0swuluo2jMpevTEE8X5kRTJmrUMqiSH40joYqpVoAC0hC3e4LZenWPYVyPgR/xh4WbmfSZrq+B+ZihaBttxoIvnJmLDA5X+YqnSxLTdy3F4wT51T4nuE4eiZMJmMUpZknRRLs/S2nUQ1xiuly0qV6QsghPwdB3b4EIV4kqRIVNSLrICH93UfggCMVjHiOZO/HMzKA9LpYAk2uAHc8mAyd/wBo9embI/Jjoam7wfxEFrSJgZQBBUCAD1Y/Yc2jSGYlTZSDr/seDHxbD8cKSjMp0kkH05Q4v/dcW7iNng2PIBzFZSGHrsQ3B2UB00+zFptgw8/Sqx5J/ibGbTvGdXVFc/ytg2mrl/0h3TYwlZCUlM1+HSQP+0j1DsfmM4rE5MzEyiVnC5f/AOiVIKbgOCnNcjq3BDgvDl0dxHTniSrjwalPiOV/SKRw3zCbDMNKQALNp04jU4rSuocX+0VSqbKe8CRZlyZeKionqSZipSJlP5iScyiE5UnKXZSne+XbptaGCMTkmeqWCQ1xmSRrsX3GkXspRUkkltHO3SKKhZbKUvMNgRuOo3tCApXYmVbWPwQbDPEKVzFhYSnKvKh7Zy7Mm/qPqQbaZhGlkSwp3SlKjYltbNfcWhThnhsiaJiZhUlKRlTkSwVuq9wo3+Y08hOYMsDMN+YEWR6hIsziz+GBf8mSQkMXT8aN7wnxFa5KlJCUKUzpCiU+xPeNfTKsQdvtGc8QgKdQD5SEljyPqxDQ7GxOp7psrNk4N2gVIJsyX/VlJzH/APmuwu45gPF8MnJQVSpeZThk5gPe7aRfIUgAnPlb/K31g/A5k1aP6qwlblgPUMr+m55F4Z/xBljO2LSn+/8A2KTMmiScreYw9BfIFb3N2F/5eJUcuZlSVkZwBmYWJ3bpGgXh5cqBSSNW+r9Y6fhSpktWVQQSCAoBykkWIB3EaNb3A/UoNxJPQtRtcC7NoNPe/wBo8ky3+YOwzCP9KMmZUwFJClK1fUG220VU8ggq6GDUk94xc1rKqqSLDXftA+VANmgiWAtBWC4JP3aFvmIzsXB23eBWj6hGY/lk6+WkiEmFTpUpakqQSMwuBZLkC/Fy8aNdJmYktwOjRnFUqAiarM6jMHoGrC2ug3heYULnjTCoTXUkpas6CyTmToWCgfpAsnDi94unTClwm4P9p3BD/IicmV5qBoWYkBwHF3aAUUIzExRalqcLbaJS6VtmhzTIzCxHQhiDFkzDydT8QY9xM/Un3inyTzHi5S9Ao3g6bREXvFDHXjaDjBmuU+WGAuTdRd2ADADjeOjyorE6LZJF+p7COjVHvM4sdzQ1FehOjqVteLKKkXPSkrBSl78qcvoNB8RkTjAI/R4IxLxPMWjy0KyoIALaqDaPqOLawhjwFjZnNbp2UDh394X4zxeWsJkyFBk2cAEA6ADoBuH1jA4tOdKSFljYtYAjTe3a79IcBaRteBqqQhbF8p6/vAkWJVjxFUCiIJMskj1AFTGxNyLu+mliLi8P8CpiUMWCQu9zmUQG1DDXL3uIWSsOUlYNlaEl26aj8VtiGhthSCgWJIu4LEOVO/ItbWMQbhDGRuaGmnKQQpJYjcbQ2wdKps4TFMVD05z+JtQl+NS20JUTQQIJw+sKFmWSxX+AclLEgnZ2fsDDMjcVJgOtgnzNnXUvqB4H5GF1anKpI/n81hnhSzMkJKiFKDhTEHQkfZoDnqGZLjUkPxcgR7E4cBhOdiY3R8ai+df1JcFJY9ue35RKVTpJzZnXyeOkMkUyQSYEqqeWHL5d2Eeehsyhcg7RjRDKRsT8H2hnlCozc3F8gcZVAa5jkUCOQbRenxrTAXU3zr7CJHybr/qSZMGRvUoJ+kcGcJeZR2ST8XjMS5jyzme5BcbFz+sHYlOTNV6VXZjqCB23/aFVbLKWQDu57Xa/1ivp/lJMp6bGAN9zX2kqmgRNSEzE50ODbdrh+kMkUwIZJAszFw3ZtIRyq0oLTLObKH5jmLKxMxQ/ozim4LpCVb6XBb+doMqO9SjJiPiMcGwD/TJmeUBnmFSipSiRmLkOAwYE7X6wzwWhqESx/qJiJqyXJQnKltv5YdOQJdcrKWJSWN3HGv8ABCHw3UCSVzJc9U7XzAtRJOtxZncG939rBVEACQtgcmhU3SpIa41hROoilR4NxDDC8dlz7PlVwqz9tjF+Iy/T12jS5U1Eo74n4sKmA8TeJjSzEy0oSsFLrexDn0t7D7QqlY8kzpcxI9KzkPKVN+cGeJMHQuf5k5S8mVLpQnMokOG10sIqoMOp1hggylHZyxa4JBJY9iDaCDkHjOzhZQKIjOsnkDzCddBCSTLcqzH8V366wxmKCraZX/giMqizu1mhtchDPpi2ePM8tBAzBRdgzpTofd2i1UoIV6XBN9WbkNrE0STLmKKtFJKHGoHI6vf2guow8FIYksAxJc+5hHEzeXEhfEpocSKGGgTYWs3aHlLjaSCGc7fnCNFHmHChB8mgdIO+8MDeDPZAh7w2b4jlpfMhQA4YwtqMURMGeW4YwJiywhYQrVQ05hEpSkKeWbbj9RBGhAxY1uaqjnhfqBfY9O8dCXCai5UBrZaRxyI6PXKDj3LEUcSXTCKVAlWVNuTxHplLUWSo+5hfGTb7kyE2nAgKYwhlPpUgsHWeSS0Lqix5+g9oW1CEhuUgE9oh5pQfTtqOsSqJuVD7ksOg3MUU0slSU/8Akf58QPmO40Lmgoqt2tw4/SLP+JUsy5cqfKPpzBlDYs4+zRCkotCPmGxw5M+SunmFgsW3CVj8Jbj9I3IOSESTqBYPExl4DxNM5QmIOUKlnMjYLBAI73Ps0N8QpXS13a/zaPn3/DWUqmnTETVJSpRFiSGUHBubXCv/AFEbrGq4qeXLPrUwCht39niHpicR4V9JAqZC4sUSPwwbD6xyEKBUrTbR7Gxs8EV9ZS05KZqylRDkZVKN77BmaMximICmR5ctTKvmKSMzNsX1N9LsOsZtVaJigSoEFhvmzEOB3IBt0i3KOWjLx06ub5UPvNPS1QrBMSEstJKpZUbqQC2U9QC/t0gvD/DwmgFYyB7o1NrFzbX84UYCsgInIdO4cdwX6G49411PjQUr1ICSd0m3Rwfu8MRIWZnTWPtL59LleF01ioE2bmHa7j+fzmFdTJAB+YeJJif3gOKTpa0G10tfkEsPcPClCGLoUR2LXiWN1wlJJUDfLo178RVhtQVhICCAHUolg4J9IA1530jD31OniFJ+0aykzZoyyySpVnVZKOr7nVgIJleEpdFIUUnqtRZ1KYt9ywEZTF8cn+eUSpoARqlMwpUVNd2csNAlms5iUysnTAkTZiidsyyv4JteEd2uJON3YEEARjTVlxZo00nxEJclWcFSQHG7DfuN4yUhBNyCPiHVGBlyqsDuf5aH1yG5vU40cbErUhNS01CxlULekpDfWKZ3h6ZqliRoyh+sHmkbQqI6F4SSa5RnKlTZa5fpJQbqdizlgQAQ/wBIUzhaBMmDlao/aeVVPOlepcpRH/Sxv7HSDKaeEhKrssBwQQUlyLgxn62pdYVLW5SQ6VAgkF3Itt1bUQDifi0SUKzh5hslLjS5dgPSGbVyYDFkHIm9RmbJSc2Ovp+fabatp0kNC/D5hCjLOu3XpGe8LeMTOTkU3mcHfqPzEaKkaYrhW3TqOYfYYWInC4deQNiH0coKzHRSdR0g0ICeC9+8Qk0pSpKgWUzHr3iFQpux/wDU/pCT3hE8jQM+T4/WzVV85V0gKy30ypskD7+8STiKioEm/MazGvDonz8zsyQ43Otz7NCquoKaWAokpYfhB1V3MaEYWZT0+IYrIPc3uXyMRRJKZqi5V/YnVuvEdFmG+KqII/qU39UWTooG9rnSOhljwRGNlDHsYxkoypJ11JYb8DTtdoLp5IKQrKUuLuQb9Gi6mp/6ipapS2BdKiQAodWOvaGFRKCRp2AhfPlsTnNls6marKllFJlnLlsXFy/AuAzQvTSlSr6n4A3+kNasMrlR+n7xUpJS4UVEkMwaw1Ye+sAdfvKVJVaETzpGddtBYQywvB1O4DhmJOj7tHtMuXLMszUqY3UlhZXUA3DxtqBMqakKlFx0uB0I1EEopbh583FRrUXyaRgIMTS/MHS6S/3i+npfVC3acl80y/iPAkeV5oJzggEG+YE6v06xlJ10sGckBtWcs5DgtG88bKyyfLB9SiC3QF/a7R87q1EBiX5fj9eseRiy3L+mZnx2TAK2ZmXl9IKdWZiQbcnsNrx7SVrHKoOBdmcqUS7lTWuAbHQR1LIS7c+zxXLolbXYjUa3cbO9/ZzGC5UE0CJtMJZYCzMQ6uAHcG6bqVbsxDiGQUFKUE3y2Nj+evtGRwybkTlU4SRlyllA7ObanqeN40VPXuAXtFKmYQe80NPWLDAsWIF/kX30g6cjOkEDXaEhr0y0FcwgJG/2HWDsOr3SCPUk3tp3hlSN8Z+ZYvxKkcH0n3HzC6urxSylzVMXdg9idEu3AF+xhj4rnFEoqe7Bh1KgW+AfiMTWzjPbOSyQwA0Htz1hfLUsw26QCgmqmKNylSySSE5gd7kgh3eHdMh2SySkuS5e/QF7PwbRRRyilGW3eC6ZJCR3MCqx/aMZMwjZ4b069yHDOw45hdLmZRo54iryJitV5PYKt0uIeBUUV5d42qhKWlhNMk86H2s0UKxREtAQkrmkWzFVz1JAv8RR5s5OlWojRjJQzdLxWZ6EvlOZR1UbqPxZI7QribsxIwrdnf8An/QibE6pMtQmLA9WjXfdunWPnePqmLnKmLDZzYjRhYAHoAI+l42UKlLUqSFlIcOVBtnZJDtr7RlMMmuoJICkqIBSbg7Ql8QPpEHqelHUpwuq7e0x0qYQoFJII3BYj3j7Z4GnyqiQhSVZpsoAKSbEFtb6ve/SMTjfhGQlX9KYEE/2m4fpuBHuD4bNoZgnJmMRZhoX2I/uEAgfG1EanL6fo+qwvxA0fN/n9T67MOYWseCIBmArSTZxZQ7Rn5Xj5aAnzJSVP/iSD9XETqfGKArPJQXWACFbH2N4oIEsCFTXmD+IZUvIFqKkLdrGyxvbYiMZVSPMOZz0HEM8YqVzlZlnMf7dgBwOIElU5EAzctS1XsU0jh1EkuCHBG+57x0HSSE6x0aFFQ+PtPq6aUB1anrCmeZjLK0BHqITcF0/5FvhvtGm8oN/LmMvj2cTgsTDlSD/AE2sSwGvAsdHcm92ChZM4GEln1MyK5SKhaFJDJS4J1DgHM+hJc2aCqFGZJnKSUpvlSVBRfRyRbWFGIzfNnKUCxDAnt1g+mmOjK9tblyTySbkxoDFp1WRlo3LcZpA7Ju1h1gTBxPp5omoUEndJc5huCBp3dxDjD0q0JdI03Y9OLflEqvKnWKTHDJyXhNph1YicgLB11G6TweIz/ijHCAZMsFyLrzEEPw1/qIQSp68wUl0kcW/3i6ZKJdSjc3Lwk4QTvtIF6ZUyWTrxEM5Cg5JLn+e8KiXmHoPzEPcSNvtCiXKY/EYwC+kS67oCeGT6X4MeU64sp/wHvEaWVdowCUAAQlIMFyKhg0RkI2ME+UHY2gxc8WBkJlYVJyEOl94Z4PLKAyLJPBLDqAYolUL2PtBVGVSy0GDALaoQfxFRzl+tawpCWAszAlg40J0DwlCMociNL4omv5csWcFR6nQfF7dYQ0klQDLIU54YQPnUTjJCgieS53SCqedwxvAQpyhR42itCylTj4gpVppoJSnDkRPI+gimirw3bWHUiUFMReDEQzlYpXK6PFakhrQbimKyKdJ81YBOgFyewH3jMVOOomLQqWpctAcLJSkk9g5c/aMZgveAM3vO8W4iJcsyxdS930T++nzGLkzbxocXpZU0KVLnEkAqV5uVJLN+FiXPRoz8qTd94kZ+bailcubEYJL6wZSJK1JBJIBivD6Qq1hymgEsApdyN4eq+Z1DkCLuL6ydmVwBYRdKlgpiurkMXi2gUCcp3tA+dzkKTzJPmQ8wqPlqsRoWu8HeUk2BDgXG8dTUCZpfOlC0WOYsFDl9jBFQUhOdDF7P+8YvHwYwsB2MBXKaOi/yrAMWHWOgqhq5An2CYoD8oxfiaYfwAsSXPUlsv6Qfi3iqRLSCCZqhoEH7q0+8BKxmQU+bMN1Aekeo6CwsNOrQvHdkkanN6VCh5VMpOkZfSm537jWIeWoEZQ5JYcGH83HqQpJ8lRN9EhLnqQYF8MSlT5q1lOUISWAdnUW9/S8NsTol/SSwqo1wuiSZZKj6hqxLPC6cpiVMD00aGlKrKZiCAykH2IsG51+kLsSpiJZA1JAHvr9Hho3NQ94HLxZalZUJSG1Ny3dmguYt98x3LN7AbCKKWkyhkgt9+8GSqf0lRgiNbgtxiSsSSf57QIqTftDbynJPv8ApA0lDqUDYG2bYMlSr9yAO5hDe5h8qNwFFPa4cF48QghYP8t+0GyhzoBYdy5J52HzHTwkjKCywMw6gEacm+nSA0NmNDgd5ZNlOm1ja7PbeIBKmYHN0P6wbTy8yAQHt8cx4A3SHAXAVqsS7CqrN6T7cgw28r1JfXeM8idkmBQD/wA/3jV0M3OQ4sziBbUDL6fVF/iGVmUkf4pDnuSR/OsBSae19tXhnj0ohQUHGcZe+Uv+YhfOoFTpeVBSNHCw4Z7jsQ/vBA+mxADegEQWvVLQUBRYrLJDEvoPzEB4hh6k3a3MaakwyWlAQhOTLtc/UxRXYeopUASAQQcpYsYGm8zEykGY5M5STY94f0E5RAZZD9W+sAqw8oSEuSEuxOt7wRRkKl2/E57NBLfmdAsHWyNxZ4xoAFy1KIYJIJdybuOpNzGdmVLqCQGSBYfr1h34mxALUmSGIQ5Kh/kzN1aEdOhypXT84myfMZyXaiVg8wEs8Rk6ge0XqlxKkpiualKdSf3jF71NxPTVNNh8gpYgOzQbUzUlTjTg7dIcYL4fEseYVFRIjB+IMfKZsxCUsQpQJPQtaKndcYtofWdUiCzGlexFrwvCIowapeWXJJKj+UH+W4eFk8wGEmGTmA0NHqCZiA6hZaeRy28BSajKSzlIVmy8X6xFIIL6RJCWgdk99StLbvGEmuQtZUVFOZvSbJHXvHkZGrxgy1qQpDsSLR0EMirqSfqca6v+5qVLzaRDy2cu3MXpIFnv0ioJJI9JIBduY0Q0s9oxkThISFKA00PLfXtBXhDHV+dmUr+ip0KBAYPcHox+hMZ2uUFkqUQ52D2gegqzLW2ZkqLKDPyxHUQotvcYy2KafYKnBErBUksoaEb8jrCCqTZlG+ZIFm5hdT+MZsiWPLKJydAFAnL0cEEdjF9LiaqiQpU7IiaSpSQn0ghBBYAkklnh2Ow1eIOJci6bt4MMMixMeVkvLK9mi2gnCYkWuDd7Rbi8v+mT0JhpnuzAGZ4EZTFFNTvKUToVfkI9U5ATtvF0pSnQkAZM3rezDkfz2gH0Lji3GzKUU/qbkEfT9oplHQ8WMFoqUmcEpOimG1ja/HaBKqeJXmBQs7bAAvYknQcmMNCM5UN+0ITRBMwFyBdmJAu2o30HxB1RRiB6GpMyWjLKzg2JzhOUc6HMLHTpDgSHSH4aPIRZifiC7ESzKUCG8isFPKC1JzKIsl27P0v9oqq6Yi4ELqqYpQdTqg2TnqGSHAB7SylqzPWStQzbDbn08bQ3ppbG9lfeMhiqAgKWXA3y6jhuo2izw/4iX/8AnUnzEN6Zo1/8mu+3fmPcgPTMyAtXATReJMUNOmWpASVrVlBJZOhJBuHdh8wZT1i1TBLXImIOUK8wMUPZxm9z8QpwXB0BaV5fLQh/JQokkE6rLvc7CHkmoqDUZShHk5bKBu9tXPdmHDtrCgX7t9hI2te8FxnBTMR6VeWXdwAQocEcdiITpo8pOgL7DKPYbRtilho4jKYhNSJygbM32hwUXcowMbNTJ+IpSZSswlgKIfM7hRe7pP5GEQqCouwGY3ADAdhtDLxFiZnqtoFFKRuQBr73MK6cWvEL0XJEmZrYyS5BGvtEqCU8wNY7d9omUW7dXizDUp81Oawdj72jUBsXCRqYEz6lhKVeSjzNd/yj5h4+wJaKhc4AmWsu4H4ToQeP3jS4nh0/Ll8xeTYZrfMVmRNnSFyVLU5SzcxVmxjItRvU9KM2Im/3mO8OTEuUnU3EahFPtGJqMPmSlMtCkEaOCPgxqsI8RIKAmYcqwGc7/vE/TuK4NozndLlAHw30YTMpYFeHlP602Y9oArKAgPFDJ5E6YtdzNY/hJJ80XCtehFr948hzLTrmsGu+jbx0KKA7iMvTK7cgauDy61Msh78gcbvD6qSwzIPpIG/MLsG8NkqzTWZ35+ee0H4zVBKwlN91do26FR/Y0IqmoYwJOVrc/ME1NQCNYXLVmLbDWEEbmMQYRhc9KJmZYJSbFtdm76aRopldJmKQqU58sgkKSzPr7M8ZaXL1iSKryi762I5faGJl46PaeXJxO+0+uUVM2m8SxlDSldso9/4fiI4DOzSJSt1IR/8AIgrEZWYga5QVe+0Pkxf1iYqWADvvs/8ANYrrcSEpBUQ1iU/9R2HvaHqqApYjsYxni7CilYvmcOOgfRo1iQCZclO3eToKolSZh5e3yYOx0pmqIQQoKLqylwAOotcxDA6FJlJVYONh837w7l0dj1b3a35wtkJhP6Wl2EIAIGx0PTb7Q7NPoIBwWneWx1Dt7GGmawMaTIsr+rUFxSWwA3NoUTKYGw9j+cMaxfmKL6AMBCzFZSspKXBHHaHKNXGYwaAmX8aLKUhOjm/s5jJyyRoSI1HiOv8APyJI9SXfq7N+cCU2HSkh5pI3bmEOOTSzGaG5osA8boWlMuoDLsAvUK2v/ieunaNDOxgpLGXl93/KMxOoaFCEKSArMNyos2thv3EaXCxIXIKpZLJsxUq3cE2hyk+Yplx96l9Hi6yWYEEPxaFuNUgmyvMcBRCkqDgFQDhwOe0QqPKTkUsNazEuw6CGqJFPKl+aGAZ8+56cntGsaniAhseZ8rnyEoUyVKJGl9D3iEqVeD6tAXNWoaKUSPmPDJaJPh+QJI22MpVLtFMxLQWBaB2zGPVMKzS4T44TLlhFQkqy2CgxLdQfvF6vGdCoE5lJI2yKf2aMTW2sYUqhgykd4Iysh1ProrZcyQpakvLDvmANmdzHxysm5lKIDJJLDgPaHK/E840/+nBGTQ2ue5hV/p+Yj6jMr0BOf1WZczALKaWqmS1ZkLUk9DGhk+PZgQRMlpmK2U7fIEIPLAuY8lJcwKPkTsZqB8fytLcS8RTZ1icqf8U2H7x0UTaJi+0eR48m2TEFXY2xn2SolZSRoBGPxOYxJ3Ufp/GhrilWuXmLkscoBLuo/YCEVPMKyom5BYnr0GwipnBPETr/AKhb4DvBRmO0XoksGHvBolRYmTAUZ7lBfLYREU5UwAckhI7m3tBE8XbZIcwPNnBaUlGl2e13I+4MDrzPE6n1DB6XyZSJaS4SkB21e5I7kk+8OpKW9/40fMvDvjJcogTAZiSEt6rpsNH1HeNIv/iLJBAMpaR/mSCx7BzFHIEACJdSe00M+QA794wHicebMzgjKwykaEdNot8QePVTgZcgFEs2Ki2ZQP8A8j69oz8qavJlCiGsNC3Z9I9zHYx/TsU2Y88JVQC/KWQCr8Omu4Hf+axtFUVo+LzpCgq5OYF3e/zH0zwt42ROQmXNOWamxsSFtoqwt1B3jL1Ubn5fMs0GHIyBiLufrHVS2BHxAaMYkqS+be9lav2hb/z+XMWyCVbOxF/eDUWRcSmMsbMZyhrzA2LylCStSA6gNtX5j3DqvMmYr/Gw7s/3inEvECZUpbfjBKS4LBte7Q86jSSpnzKtxMIfKXX8ty8CUeIlRZZc7E7wsnzcylK5JPyXiAMchspJuchutyHJy8e00qQXtB9JWLQCyinMGLFnjPUWLNZenMPUIcAg2MU4zexOvhzLlFrGUutCRe/MXrnAhKklw/wdWjIY5NKSkAnS9+tvzi/CMWMtKkkZgq/Yw5cwsqfE8OsAynGfHmMsRnmXPIUGStlpPRV/h80ETEhnHEIZ88rJKj+3aK5WJLluBcNodo98QdokZRZhsydcgRxSUjNCkYgXL6xysSJsSTC7mnJQk6uocl4WrVBik7mAZozFhC27GTn5TcuRMAiyUsmLKfCjupP16dOsFqoiGFrlrP8ApEyoLkWPDvkYDOlOI8pqWDDSFncXbncPxE5dAobp+vTp1hxqUsRBFq2MdF5pSo6gNa7/AJDrHR6ZY8z/2Q==[/img]
Дек20
Суббота
Текущее время Сб Дек 20, 2025 22:57
https://www.traditionrolex.com/13
Поиск по форуму
►
Поиск по фразе "%D0%BD%D0%B0%D0%B4%D0%B5%D0%B6%D0%B4%D0%B0 %D0%BD%D0%B0"
|
Сообщений: 702
Регистрация: 25.01.2012 Откуда: Московия |
|
|
Offline |
|
|
Сообщений: 702
Регистрация: 25.01.2012 Откуда: Московия |
[img]data:image/jpeg;base64,/9j/4AAQSkZJRgABAQAAAQABAAD/2wCEAAkGBhQSERUUExQVFRUWGBcYFxgYGBcXFhgWHBgaGBoYGhgYGyYfGhkjGRcYHy8gIycpLCwsFR4xNTAqNSYrLCkBCQoKDgwOGg8PGikkHyQsLCwsKSwsLCwsKSwsLCwsLCwsKSwsLCwsLCwsLCwsLCwsLCwsKSwsLCwsLCwsLCwsLP/AABEIAMIBAwMBIgACEQEDEQH/xAAcAAABBQEBAQAAAAAAAAAAAAAFAAEDBAYCBwj/xABAEAABAgMGAgkCAwYGAgMAAAABAhEAAyEEBRIxQVFhcQYTIoGRobHB8DLRQnLhBxQjUmLxFTOCorLCFpIXY3P/xAAaAQACAwEBAAAAAAAAAAAAAAAAAwECBAUG/8QALxEAAgIBAwIEBAYDAQAAAAAAAAECEQMSITEEQRMiUYEycbHwM5Gh0eHxI2HBQ//aAAwDAQACEQMRAD8A8PhQoeABodoUKABQmh2hNAAoTQhHQgA5aHjuVJKjQPCmySksoMfaIsg5Aho6jkqgAdoZoWOOneADkQ7R00cwAIiFhhxCaABoUO0O0AHLQwjqGgAUKHi9dt6dVieWheLD9WQYk6Z1PkIAB8OqDP8A5GXBEmUAK4WOEkEkONgS7cMzFOw3j1SlkIScQIAVUJq4zzZhzbmDIFEQ8F5l/wCIN1aAnCUlINMLuGcUIFHrxjpHSMAAfu8igYODsE1LueykDmHoSXAApEJoeFAAzw0PCgJGaFChQANCh4UADQ8KFigAUKHBhngAcw4EMkE5CLUm7Jh0aIbSIDNy2XsppriWOGnjEl8KlqCsVCPpqCxikbFMSkla1JSe5z7mFYblMw0BCeJr3n2jM6vVZFAiXJKshGgu66ZaUjGHJ5j1g7YLoSiiQ5Gugi+q7Rmqp8v7xSee9kSwIFykfRLxHJyBk2wrAO97IMWIIwJatGYjgeYjYTZbKYAAjhRvvEF7ywqSsKNQC2Td3GIjPzWQpNbGCeE0W7NYXLrCiOFH7zEguZZNAopOwctzZo16kiQeY6l2ZRLAVgjJsSUretNM24wYsdnCXUoPiFBtxff7wueXSrRaKV0zKLBSWUGIhlRsLwskuYkkg/b7RkrXKCFEAuIMObxFxTLZIKL8rs4aHjkLeOhDhYiITQ3WQsYgAeERDgwxgAaERCMOYAGhoRh4AOYeETDPEgdCFHDQ8ACAhEw5EGuj3RhVoOJXZljNW/AcYrKSirZIOu26Js9WGWkq46DmY1Vk/Z4CO1MUo/8A1pcDmpTCNhYLtRJRgSmmiP8Ass/BEtttCkpAAxqP0hmQOQ1MY5dRvSLUedXp0KXLqg4k8Slx4EiKyOjhCQshRRr75ZNHpKJOLCZiXNMVOwjQlROZB/CNPGBd6oQpRTKLv2VLbssaZZU0gWaT2IaBlkuNISMmOWxiO22pErspSFLOQ15nYQV6SzkSZhk2clSmTiUQyUFu1Qa5EDxgfdlyfjU5epJzV+kKl5d5leSnYrpVNPWTC+23JI24wfs9mDMKAfKRalSXalOUT9VSum0JllcgI0IbKg3itaLVoPGOLVa60NHb+0DLValN2AebU5A5REdwO59vSgKGaj5frFRSFzf6U7/bU98KwWVJ7SqlzQ5czxglh7hv8yh11wUfJTl2ZKMkurc1PhFC87yI7CSytW/CPvwjq3XxiOCR/qXm35dzHFhu4JqanOu+53MMS07yJoawWPVQpoDmeJgimW/IQ6UPyhWqZhTTPSKN6mSCL5tOBJApXxO3dFa57qSuWZiw5JLP4eJPpE3+Gmcp10lpJDA1UrVidAzPB2VZWALMAOynQDcvmYc5qMaXINAG87lQyurR2gBlqeWX9oDy7vWVAFJD66NGzkSaEnN3Ht84xWkS8UxiXSMQ2oM/ZP8AYReORpbkJsez2ES0JOAdrIaNX5xitabpk5hAduQc5U984NdViUX0+BtmHrEK7O6gnTXSunoYzqb9SN0Yy8LAZS2IOE1SdD3xUJjQdIWICsVAqg3BepgA0bscrjZe73GhAR0YYwwBiITQnhjxiAGMKO2jl4AEwho7ENABtZ/QoTJoWlTBczJqMToY3Nnu9MpACQAlAYZCup+bGKqlGXgU2IIUwA0JduArrF+zpMzCJjYRUAFwTq+8cPx9UN2a54WnwRS5wLpQMWuT4juTtzjtcxMrMY5qtM+7gPWCFoJQlmroBkOYjPW28kyC6VBcw5sMWHhSItsU0X5klSm63tH8MpNEj8zaQJ6R9hODEMaskpoEjfj3xxIvy0BOFErGtdcbF22bcQ9ksSpiyZicKzRQNW79aF34w2K07sowdc9zBgTl5k7neDcuz4uAHc/CCguyjJDJFCe7LnHM2SE00Hz4IXOUnuyhVW2lB4wNttq0emsTW61OKUHwxnUyJltm9TKJEsfWvTiBE44ObAqW3pDLStgMQ12fblu0RTel34RLGHuT5CNkj9ntnTLcoJA/EVHEo77AchF+zdB5EqWUqlIJVU4hiKR36+ka34UWkMUWebzLxUgpnpQ8tdOAWM0nY68RDLtU2059hH8ozVzO0ekWLoBLMtSQkiQSFYSScahkquWejRn7X0em2dZCRLwYmBLlWF8s2cDWJ1RStIo4UC7Hd4QKZ+Q5CLUuU/vpBWZd/CnnFKaWOHXQD5lCHKyCCYw+ZxRmIUstuw89Pm8T2mYEpKlH9OAju7kEgEjPyf3b1MQm1uBbkWUEpSBRIy4AfDF6bKoX2AHnHNjlUff0hrQrtgbA+NIiyStPkM3AgcM4GXepgpRFVHwGZ84IXgqmEfCaCIAgBkjl3Cpi7ltRVliSlkudan58yiBSwAVEkUJVwFR/xeJZxyG5buECOkloaXhT+Kn3fuH+6Jxq3QGevO39arYDIRRaCZsKcLUJo6qu+qRw0iG22HDhKUkhu01a/Zo6EZLhFmq2KkIQ7Q6E+MNIOCgwwbvhCHKIgDkGERHZjh4kBYjxhQi8NEAe2iyZAE0ApmCO45Ui7ItoSKpQFB/6fMuGgVdss9XMUpRp2nJypkOERXfYZlrqtSky3ZKcn3JbxaPPY4K6R0Ms5y80gvYbEq1lSlqwyEu5SfrI0B20fWCCrslpzQAlIxFI0B+lH5lanughJlJQhEsABCakf0pD+ZaOLUKhJ36yZz/Cnu+0a00o2ZZbFSzXWVVNFKqs/wAqfwoTtSILRdaAoKSkgBw6VEKVvUHLeNCmzskJJYqLqO2pPcKQ06xOMVQGwoT8yfyiFGiEjN2G3mzBWFZMokhUpVTX8Uskmoo48qgiheNqeuScwM4JXhYUhKiT2UA9rdZqSDwyjC3jeYMtisgimFqvlwaKz8yXoQsblKkVL5vIzFiTKqpZYq2HDuePRei3RsWaQlAH1EYjkSTn9oDdAOhhJ6+YGJZgRUDPx1MejosyddNeRcxbWkqX9svGFMH26SlJQDpU7UFO4U7hEd23aZ6sa36sVY/iO5HzMxPMkdfaBXsDzAzPi0E7wtYlpwp8vTnCU7k5PhFnsDr0tuFkIzdgBnyH3gJPuUmiu1MVp+FCdSY0FmsfVpM2Z9e239I47+EOizkCv1zTU7D9BESm5Pf7/khI84vW7VWdJCCkIehUDVRzCSMshRt4AznQCqYQOX61j03pNZkGWUsC4ZKeG/I+wjyW87DN68y1Vws2lCHBI4e0NitQqarcoz1Fag47L0Hzf3jSIlYUAPXzJ19YoosI6xCBkKk7kn7Dzg1Z7MVL3IH9otN7JFEdSlgBmOWx+ZmIVp7Vfg+esXZ0tk89fnKBtumMk+EVRJTUrGv/AHH29vOJEye0TsG7zU+0c2NFHOvoPuTFqWhkvzMRJ7lClOPb4AMB6+UZ+3EzZxD9kUPrBm2TCEYsyTTvoPIRTsllwp51MPxvSrJIpNkrowHnDzgEh8jWvD48XxIYcTnAq+1kJYVMMhJtkmdWK7wkLaHbQhmzGsWLsshmTEpZ3z7o3t0rAhVJUGoWORbMw02UR9QIOnzWNbMkpcJCaZU34U3h7Tc6ZiWIyBavaSdSPAQnxt9yLMcow2GLduu9Uo9tiDkRvy0OsVDDk090SJ4UIAwoAPZ7VI6wy5IGHEe3RuyK+tI0cqUEFKEiiQPnl5wDu60qM11YQySwHEjMwUkzSVPqT57x55yUI0uWdJxbe/CCYTiUBkGdXBINfE+kPYkBUwrVkTiL7D6R6eERomYJUwv2jQeQHmYV0qcOqmRbhofsOMNjNRSszODlIKWeUVqKlUSMhu2T+rRJaHWogUDVP8qdf9Rh8RYAZk/PAQD6R3moEWWz1mKqs/yg6k7mLuVr6/sVexn+k174piZMkFeE0SA+Ijhzi70Y/ZiQv94tZxTCcQQKhJfXc+Q840HRnokizdtXamH6lnQ7cOQg6u2hjh7zw9hEKUYLz9+xMYt8EM5SZQwoAJA5JSOJinKCljFMoNEh3PE6xYlyXLqy2257mKMy1qWs4aI0oz8X2jC8znLV7JD9OlUTSZnVEkB1KIetEjbmNWiSyyXX1kw5ZDfjFOVaUZP4VPJI94nxTFkUwJGWOn+37wKfZblXG92XJiwpQKsh9KdzyjmbZ1rU4ZAZty3pCTNRLzVn4n1MQWm/UCgIHE/YVMaEk/xGLuuCO02NCASak5k1JPzSPKekFoPXTJh7JCsLEOCAzDfXSPQLbfIpQqUosCQQHOz5DjGQva7wLQgqOItjI0fExPHs0A4w1ZILZC5W0Cbuu21EhX8PEe0XB7AyAzrSDdiIR2ZpYnJQBwkf9RzpB2xWcS5RK81dpXLRPt3RBOsLuVDtFirmaJR7mJ1J8lKBa1JU5SQQC1CD6ZZ+cZ28puJYA7vnP0gtbLuUFqw5FgXKgC2vZ0YwJsshYnrExOFSdAXGHJLHx74lcWir2J0y2AHId2sdW09kga9n7xFaraJa2ZS1NRKQ5rmeAhTbnt8xmlykYskkvMANXLClBExxtkJNgy0zQpQSMnb53CLsqzOW7zEtm6NTw6jLDIL0U5JHOgo/jE374lKSSlQW9E0JPIPkOOsS7JpleZKgb1IUqu/l8bwgxbVASwRqO+ub+kULPK17u7X1i0XsSCr2u0K4EVcAPFa4LESXGanSDwGZ78vGCl4fSo7uBzyETXRZ+rlvqzJ5b+MPjN6WgLkuzdtA0HCn6D9I7tCBiDFjVXHZ/OJrvU4KtiwPKGmSv4gyybjX4aRSwM7f92TZyyUAqws9ABk9DlvSM9b7D1SgCoElIVQEAA5VOcae879wY0pLkk00bJz3RlbXMKyVKLk67xowa3zwNyaElp9CJ4UMDCjSJPX7rWpZJFW7II2dyfH0jT2GSzEs7UFfH9Yq2WwpQHYJA8O4RIZpmkjJAzrVR2MeVilyjs5J6npR1j6xVPoTX8xyflWg1eC9kQCQK/rA6XU/A8EbPNw0GZ8v1i2OSk77IjJDw413JLwt3VS5kwZhko/Maep8oi6N3X1aDMmF5i+0tRzc6RRviaDNlStjjV7P4mL1rtqkoAJGefD7xolkWON+n1MkMfiSoIzbwxDbQD53mITaaFhQZ1YDv1LwCtV7BOFnfJn3ZzwoG74nkrVMbGWAyAzPdHO1SlbkbXFR2RdVbSugYJ8zz2h7RIUQ2LAlu0r8X5Ujc7nwimuf1StzomlBx+8SpmKmKc558BxgUhTjW/LLNnmCUDhSEPoGfvUcvOG6wqcqLjgH8DlHMopGyjufpB+bRXt9vTRSpjBJJKQAMQbIHSrF+DReOS/LAXLG1vIkVPlD8ClHiWHDWKlovMhglKEPkwAJ7zAr/wAg6xRCUYW1JfSkRzZAKcSu0oOxdiPmecXprllFHV8O5xfUqYkhSia5NucnJivcNwKM0LmLKyo4RoAkEFXmAO7jDSJa5ywCtRBLuoqDDN2dvbKNXYpSU9ofSkMNvjxbXvUeBUqr/Z1Mk4lkn6UV79B3CvfHKpASjErMnF3nL28IIYAlABzJdXqftHE6W/aIrklPzWH2Voz9pspwl88KieZoB7QC6Q2RpmJIBWEpIej1qCRo3oI2S7O6mp2TiWdMX4RyGcCJdkE2cScif9or85wyM6KNEHRbozh7Uyq1Mtav6jVKRsEjTjGnnyQgBTdsO2uhGm5PlEthlYUFWiySBsMgPACJZMnEesUOygMlyBuSrxNIfKT2ihkVSB1vspShKaAmgHHMqUTtUwIldHhMViAZCXCeLZq7zBmZIVaF6hOR/Ls+514UgjbVCSjCkOrIAa8+A1MVh5nqfH1IPJekl0TpSml/xNQgntNmavU5sPtA+yWpK5bp7xqFagiPQ7wu4FC1zKkhzviLsB81jzn9zACVuUk/UNXyIJ1ru/BobKq3FzVMrzZGMpQN/wBfnOC02xlScKWDUird0oqWpW3v+kGZIq9aRF7FRS0BKQBQJHH5p5xVxuSdH9NYnt8/ChRyYE15QOVaGkFZDOKd4oe+
 d+xKMTes55yjxikpVIntKnJO5iEpaOnFUkQzh4UdlAh4kg94tElRUkuMRZgHYDc/HMTzFsyE5jP54xXn2jAihdZJJOgqYeygtuc8jXePIzk5vRE7mHEsMPEnz2LYOFLDP3hTLUUdlIdbOEvRI/mV+sUZ1tADIOJT5lyAdkvnFiXakyQB9SzUpFXO6j8aGwVbR/r+RWV2tc+H+v8HRkFJRNLl3BJoHNR6M/ERFf95YUGhctXMV1G8cXjaStYCiWNQHZsmLjXPgGgfbLSlSUiYGYlL6KbPlu0NyY2o0KxT81lOwzSVhSno2xJbRj7xbXbVpU6HSncKc14+zQOVYVJUrCWq6QBkPzPXnFyyyE/UVFRfI/3jLoTTaZslqi6a5/X3CMuctbMWGp1bvoILokqOFKcjkVOR4HOKV3oBwpZ3KeDV0jS2xFEkZio9IvjxwlFylbr1FZJyg9KpfL92CF3YiuJS1l2ABwgndhpEtv6Py0SGKf4iqpw5vxJzSBv6xYu8AKXMVpkNic++LFheaVK3o/9Ow5/aNOCEV25MeVtvcw0uxYZhT9WhwvmPSsQ2+zdo4lKGgJJPmIO2ywKkqUgsM1Ytw7uePDhFRKcZGL6C+HjrUk0GcZ8klGVFseKT8y4+ZBNs57LHDQAjI5Zcs6wQs1sWFJRiGGjJpiJDUcULZwlpQpw4xPTCQS7AHPMFogtIYY0DtavTvAqHirabst4VJpI0cmeFHskqOpNG8vIRZWWolipqnRI9oCS7YFMCGWzkih4xxa78lSE9qYhI/MConk9TF8eSPYXPDkTqSCNtUEoCE5qLP+I7sPeLF1XYESlKIqQW5afOUCrutgnEqQlQf+GCogkBsSiGJDEECNHarSBLbKg9QGjVjcXcn24KPG06IZsxmTkRRhuKD2iO81Fky00fx7+Qr3iOLNMK1kghw5z1zbziaySusmKmE0yA0AFD4kecLg3kbXr9BmSOlJFhITJlgJFT9I1J35xWKWClKqdTp+UCFMUTOJURQAjdy4bkzw4s4yDpR+IkuTrrl8yjWm5Py+wuq5BdoRjBWoUFANBphG6jkTpWPN7zcLWFAO6ssql3849PvSelCCpVEJ+lO+gLccgOPh5lbF9Ys7qJPj8MNkqpCZuzu7ZWFHOp+eEEZUtk1q757RxIQ7CJlEVZuMVKEM8DbxjP8ASS24UYdg/sBBybMzJjC3/bsam4k/aG4o6pABgoQgH+Zw4zrHKVN3x0SBPCjpTE5woAPXrVb6MCX1LOeT5DxitOtxymLLfyh8uLZ+UA5t4rJZNBXTb2jqZMIDqNTkBU8t48njwuPlvk9TPRWura++DQi8sIdAY5Opqadkb+EVJsmYlXW1pm5HmH8hAdNrmBQIlqbRwW58PKLKULmVmLy0AJA9vGNcYKHByM0pSbbtsKW688BlqcGnNjUeB8niK0rCylKFY6urYZOcR1LCnOAlvvqTJ0xqOf8AN3tlASd0rmVwJSjiHJ8y3lGuOGU1stjG5tHp3VqwklQfYeQ4QLss95uHFhxHIVJbNgft3xi7otk20zAmZNXgZ1AHCToA44nyg9IuSSmaooC1LP0pBUSE7AuwHMxjy4cWGe/PokdLp55cmNp8er7GsVe8vEky3V2s3oGOm+sbRa8SApNaP7iPNpd0qnKSFgy5aaEUTMUdGwvhTx+DZXVbBKASonCKJJOmxJz4QiGaMm8b2v8AQtnxaKktypaLaEkh2UuuHKod6coPXbPEuTU6P7+8CL4sUtausQMSgKdkFTO7A+Px4qKvE9iWQoE9liCHqGNdKesUg3i5FTrI1RZt9g/eFYlLbPssSz5ZaswgTbLJMksli9CxYprGoE1KQnIV8eJ+aRFbrqEwEoxFSsyVFm2rlnEpvImVrQ7M1+9HDiCRjyDCo4gcYhlzhLlkrUA1aqGT67H7wSm3aZKVGYyQBViG8jWM9YLtFsmibNH8IP1aKsrTErg+W/LOskscblshmO8k/V/QK2CcbR/lJPVHMqoVDQJ/pfXWCsm6paQoKs6cnJKElJ4AmpgpdyQlhlwZuQ4RZtloAQa/YDWsczxNb229EapOtnv/ALB10WGXJ7IYS5YYONXxk61dvARzbLw6xTsyEucmcxVkzVLAA4q5Pma0faFKUAFBVQKJff8AvG/N1KhFQXIrFht62WbvPYUQGVMq5J3YAaUS0aax2cIljYhoCplgiXwUAYOKLJ/KwMa+mmnic18jLmi9dA2yWt37JxEnRhsKnRhElsnhIGPuQMieO/pFaTbGBA3Lncuct+eXOILx7KXFVEE8e+NK6iMUox3YqUHdmY6V3kCcJUHD00rkkb8TxjLWbtEnag5xs70uNKkzEkEjDiGdCUkuNi4PjGKsNnVLUpDlQGTs4zfnzhy9XyZZLcM2TJ+6OJqGViH4gH56eXpEqQwAiCcuAqDr3nYZfE0EYW0JxEnUxo+k1rP07ep/SMuhTRu6eNKyGclGrfpHC05Q6y/vCWXGsaQOCIUd4YUAG1kzECVLUC6ilNDVwRU04vFhMou5z0BqW1OwMD7hpKQomrU5aCCloSrCFISMiXJ9do87m2k4r8zu9NLWtUnt6CTO6upoBqSwaAd+9IQOzLViVqQ7D7mA1vveZMopVNhlyiglNax0MHR6alP8jDm6lO1Be7HE1qkGuXHlvBaX0WnKQlQUjEr8Bd0jjTPhF6wdJJMlCUJlEtVy1HzZ3h1dL+1iTLSCBvSnACLzy9Q3UIV8yMeLAleSXsg1d/Q8SZ4UJijLwgFJBBNE4qvQEg8n740lpkAYRKCUgO7DPbLvrGMsvTkk/wARAY/y/U/eawVR0yEzsWeUoqOZXhYcSQcuEczJg6qcryV8zdHNgjGsbfyDcy1IRhwvMVXECGADNQ6njFskKwKBDEszPmMuGsD7PLZBCyCsuQshlYnPgMqcIksy3YjIMpQ20cfPSFTwaaaKrNfIaQQhIWkkcCHBHJogtNux5tQggAFnyBHH7xZu9CVp7R/p7gdomtkpIQ2fCjN30eM+TFJqk9h2LJjW9KxXTb0BR6x8QLVBOHiTlsO6NJbLemWlydPjRipyEpJcYVDc1LxatK1TwAQyBo/1cCduWcMx5fBTvsKy4tbTi+QPettmWycJctJMoKGMh8LPVL6lo00iyhKUgJwgUDBssojuxYQcNEpGwFOEFjaU0qK98c7qcjytegyEfD2RWCl8xA1UqdaVEYsMpJLBg5rqRoIJXpNIQptQGrRjR/OJ7Ck4UpSBsP1jPelbDFxqKEu7ylNFF938aZRXl3VTETUH9RSNHMsgSKCrecU7ShknwhNystHInwRrBwggu7NvT3i6q9AoFbHCzl6VHDejQOkzn7Ozc+ccKIUlSRkSQ3dnGvps7h5ezKZMdq/Q6k9oFQyfMZOf7xZFlJSa/VQeLRUu8qSgIUXKiC+7UfyHjF2ZbQSAnIR1sOOMZXZzcuRsgvADDMOqmQn09T5RlLfdYCUzBTtKJ4pxBPuD/pjU2l1ctB7+viTFC+ZLSinaWfEkH1BjoxMjVmbtHDL2eKc5bB+ZPzlBO2S2prrAS+ZuFB4+kWrcWY2+p2Nfn9uVIouG0gndNxz7ZPEuQgrUongw4nQAbxqr3/Ynb5MozR1U3CHUiWolYAqWBACqaCsdSC0qijkrPPVjQGI8PfBu5bgVaQrCQlIStalH6UoQHUtR0Ay3JYaiAoS1YsEZqTaXYd1fBCjkzoUBYP2W8kJZAOJLCoBOTfHjZXUk4c6HLjzjyoKjf9Fr9llCZSlOoBmOtHp5xyer6ela9zo9NlvYr9I+i4wqVKSygXIBod2G8YzARXjHpt9XoiWO2pny3jze3KBWrC2EktyeG9FObTjLhcMX1UYbSjz3RXmKhR2mXCUmsdExEoLV2840HRqYASSFFyHaAKS5qOMWbNe65dEFq7CE5oOcKQ3FNRlbNzaLXQzC6UANU+PGC9zWwJly1EhiklPo1dNxw4x5labyXMHaWT6eGUaLorestcvqJrApJMpRpnmlxxr38BGKfStRvuaPHTdJbG3u/q1zhRwXcAkB93BgtKlowmgDmj1IDGjk8Iy1nlLlrSpLltH+Cog3JvAO+Yd2P4VcRHNlDVGlybILS7ZHbk9oJSkKGf6HhBIKw/SX58vWOJxxDHs2vHLx0hpYdyASHzAd+EcrNCaWlmyLi3ZxPUWch+UX7KnsAqAcfO8wLmLUssE4W3oIG2hM8TCOs7OTBj6wvwrVehYKTVrXNwj6EnzjWWFeBgGc6+kZKxSMIYnEcqmr7/pB+y3gkVVQsPI+sJbp7MjLG40gqpbgnXaBVpU1CXfTXgIdVsKnYYUmsDpysZLVIBZt+6KKOuWxTHj08kchPaSNSK70JcvpSsXApMxagigSAA29YGTkqMozJYIUGSpCsw7Vpp7RauhpeIqOh8hHaxYo6aaW5jz5Jatmy1NdRZBbst+VzX0844VZkoZIU5ZzsBy+8cqSFYjxfC+4+ecVFzGyZztF5TUBMcTyMKSyBU6VMV5Ejr5pSThB7RyokNhHeoj/AHRUNqZOHMnTXl80igi0TBiIUUlRL6gtTbiY29K73kJzR0vSiG80jESMnLcvnpGJ6SWuhEaa8rxCkMS2GqtHY5cowF52zrFvppvG/HDVKzK9jf8A7Kb7k2JU7rWSpSZSgWJ/hntqNKnsqSW/oO0exm8SuSVlQkJLFKlkOBm6gSwcaPzbKPnQXKudZ5U9JSOqT1ahjCVzUpmFsA1ICyC+yWePTrOvqkp6yRNlrAwJFoKgrq6JZC0qUmgAGAFyAS1a6J5dK2VmfHF6nckl9/aPK03Ha5i7XZ5QwgKUqYykplql9aSAFEgKlkgENng4RlzLKSQaEEgjIggsRXjHs/TSdIl2W0TsSk2nrJKQ5WhQQFAslL0OLEtsx2XYimCufo3JNgXaLXjlCYoJkTUgKAUMTlacYJQopUl2d0ljQgzjnqVln/jbVfzf3fuZYSX3hQyLQwYZQ8O2GWUolkzVJIUksQQQeIjh4ZIeKklqfblzFOtRUTqYiPjWOZgyjqVTR4Eq4JFjamvpDozcwzuXiVIiSBBRjqWRCNecdIAeABxk0dS6QyUGpNBDu9RlBRJpbhvxSewpZCWo9QPGNHIIxJIViUR2iKDy8W4RhrBZVTFhKc+OQG8aSyzRIlk5gPlk5/SON1mKppxe77HW6SVwepbLuXbx6VGzshDEmpxVYaMNDDSunygAMFfzU9Ix1snlaiVGpjgzNI2Q6SGlKW5kn1MtTa2NzYel2NbTFJTs+XjBWfeSXDqDaMzeUeYPFyzzmoHA5wrL0Kfw/kNxdVXxL3PU5CqYh6xc60EdpgzdrQwF6Pr6yzOFVAYu9eUWVISVGWpXZIBarjcPtrHnMuBa3F7HUjPbUg1/iKTQinCIJdpYnQDJ2p+kDbJJwlUtSqp+kkM6cw/mItXfeKUAj6jmXYmuheCGLwlu9iHLVelF2XPSoqp9Yb1BgRZlqZQVQZeFPNoLWlQCUryc8mDbc9IGy5RUNsyBkz8tYhZ6b9A8BTjfcsS1HAK1AAHKhc9xiWyWck7uWB8/SOZMjC2WI76Df9ImsE4ylgKqlyxIapDeBMacUIzknPgVP/HBxhyTSbvGN9gfHT3ilaJA6lalA5qIahBejeEHV9mWoggmrkVqYH3lKwycOpSB/qNPeOzppbHLb3PP79seOQyQ6vqG9VEt4U74GdCJtmRaALRLSvEQlJXVABLFOBwManw41FkB1MSA26VZQ0w6DCkdxSP+ojz/AKaWASrQSmgWBM5E5+YfvjVh22MuWOpbBW/uiFosajMlImTbOhfWFJxIMvDMUGUhRxEYUP1jVSoKIS8Hrw/aau3pElNjmJmoXjIM1IAZ0KBCwn+fXItxjF3H+0G02WWZacExDlWGYnF2qEF8yykILO3YAycHQf8AzGvrARZ0hAEwqSFdozJhmEqClAhI7bs1WDvRnyipRcWtmZoueOSklvs7+RSsFwWq81pM9PUWYLlgp7eJSyQkAOlRCz1iaqCUALTk7xS6c33KQF2SxzJirOVBZQpjLlFnwygQ6C5L6gg1IMR3l0+tlowyZalS0gYUhKjiZIWGxUzQQktRWBLhxAAXDPr2OJqngTV/6hBDHGCqKpF255ZashRlu2kKJp12rSogpINHDjZ94UMGgpEWpQ7KucKFEAQpyjuXkYUKADsaQ51hQoAFL94lRlDQokCZZ9R6Q8zWFCgIQZ6Nn+IeXvE9+TTiIcsMg9MtoUKMP/v7G5fg+4FXn3xyn7woUbTEdp94nkwoUSSbvokr+Afze0E7Mf4o/wBP/IwoUeV6r8Z/M72L8NfIiv0/xT3wSsFEI4gPxpChRg6j4UPiTXiaDmfQR1K+k/l+8KFFMHYdP4Crd6z+8Cp19IM21AcUGYh4UdP9znS/4/qyrZte7/lFq9f8yXzhQo6GL4fv1OdIEH/LV+ce8Yr9ov8Amy//AM/eFCjbh5ES4MOrOODl3woUbULO5cwhiCQa1FDHf+ITW/zF/wDsr7woUAIozJ6lFyok7kkmFChRUk//2Q==[/img] d+xKMTes55yjxikpVIntKnJO5iEpaOnFUkQzh4UdlAh4kg94tElRUkuMRZgHYDc/HMTzFsyE5jP54xXn2jAihdZJJOgqYeygtuc8jXePIzk5vRE7mHEsMPEnz2LYOFLDP3hTLUUdlIdbOEvRI/mV+sUZ1tADIOJT5lyAdkvnFiXakyQB9SzUpFXO6j8aGwVbR/r+RWV2tc+H+v8HRkFJRNLl3BJoHNR6M/ERFf95YUGhctXMV1G8cXjaStYCiWNQHZsmLjXPgGgfbLSlSUiYGYlL6KbPlu0NyY2o0KxT81lOwzSVhSno2xJbRj7xbXbVpU6HSncKc14+zQOVYVJUrCWq6QBkPzPXnFyyyE/UVFRfI/3jLoTTaZslqi6a5/X3CMuctbMWGp1bvoILokqOFKcjkVOR4HOKV3oBwpZ3KeDV0jS2xFEkZio9IvjxwlFylbr1FZJyg9KpfL92CF3YiuJS1l2ABwgndhpEtv6Py0SGKf4iqpw5vxJzSBv6xYu8AKXMVpkNic++LFheaVK3o/9Ow5/aNOCEV25MeVtvcw0uxYZhT9WhwvmPSsQ2+zdo4lKGgJJPmIO2ywKkqUgsM1Ytw7uePDhFRKcZGL6C+HjrUk0GcZ8klGVFseKT8y4+ZBNs57LHDQAjI5Zcs6wQs1sWFJRiGGjJpiJDUcULZwlpQpw4xPTCQS7AHPMFogtIYY0DtavTvAqHirabst4VJpI0cmeFHskqOpNG8vIRZWWolipqnRI9oCS7YFMCGWzkih4xxa78lSE9qYhI/MConk9TF8eSPYXPDkTqSCNtUEoCE5qLP+I7sPeLF1XYESlKIqQW5afOUCrutgnEqQlQf+GCogkBsSiGJDEECNHarSBLbKg9QGjVjcXcn24KPG06IZsxmTkRRhuKD2iO81Fky00fx7+Qr3iOLNMK1kghw5z1zbziaySusmKmE0yA0AFD4kecLg3kbXr9BmSOlJFhITJlgJFT9I1J35xWKWClKqdTp+UCFMUTOJURQAjdy4bkzw4s4yDpR+IkuTrrl8yjWm5Py+wuq5BdoRjBWoUFANBphG6jkTpWPN7zcLWFAO6ssql3849PvSelCCpVEJ+lO+gLccgOPh5lbF9Ys7qJPj8MNkqpCZuzu7ZWFHOp+eEEZUtk1q757RxIQ7CJlEVZuMVKEM8DbxjP8ASS24UYdg/sBBybMzJjC3/bsam4k/aG4o6pABgoQgH+Zw4zrHKVN3x0SBPCjpTE5woAPXrVb6MCX1LOeT5DxitOtxymLLfyh8uLZ+UA5t4rJZNBXTb2jqZMIDqNTkBU8t48njwuPlvk9TPRWura++DQi8sIdAY5Opqadkb+EVJsmYlXW1pm5HmH8hAdNrmBQIlqbRwW58PKLKULmVmLy0AJA9vGNcYKHByM0pSbbtsKW688BlqcGnNjUeB8niK0rCylKFY6urYZOcR1LCnOAlvvqTJ0xqOf8AN3tlASd0rmVwJSjiHJ8y3lGuOGU1stjG5tHp3VqwklQfYeQ4QLss95uHFhxHIVJbNgft3xi7otk20zAmZNXgZ1AHCToA44nyg9IuSSmaooC1LP0pBUSE7AuwHMxjy4cWGe/PokdLp55cmNp8er7GsVe8vEky3V2s3oGOm+sbRa8SApNaP7iPNpd0qnKSFgy5aaEUTMUdGwvhTx+DZXVbBKASonCKJJOmxJz4QiGaMm8b2v8AQtnxaKktypaLaEkh2UuuHKod6coPXbPEuTU6P7+8CL4sUtausQMSgKdkFTO7A+Px4qKvE9iWQoE9liCHqGNdKesUg3i5FTrI1RZt9g/eFYlLbPssSz5ZaswgTbLJMksli9CxYprGoE1KQnIV8eJ+aRFbrqEwEoxFSsyVFm2rlnEpvImVrQ7M1+9HDiCRjyDCo4gcYhlzhLlkrUA1aqGT67H7wSm3aZKVGYyQBViG8jWM9YLtFsmibNH8IP1aKsrTErg+W/LOskscblshmO8k/V/QK2CcbR/lJPVHMqoVDQJ/pfXWCsm6paQoKs6cnJKElJ4AmpgpdyQlhlwZuQ4RZtloAQa/YDWsczxNb229EapOtnv/ALB10WGXJ7IYS5YYONXxk61dvARzbLw6xTsyEucmcxVkzVLAA4q5Pma0faFKUAFBVQKJff8AvG/N1KhFQXIrFht62WbvPYUQGVMq5J3YAaUS0aax2cIljYhoCplgiXwUAYOKLJ/KwMa+mmnic18jLmi9dA2yWt37JxEnRhsKnRhElsnhIGPuQMieO/pFaTbGBA3Lncuct+eXOILx7KXFVEE8e+NK6iMUox3YqUHdmY6V3kCcJUHD00rkkb8TxjLWbtEnag5xs70uNKkzEkEjDiGdCUkuNi4PjGKsNnVLUpDlQGTs4zfnzhy9XyZZLcM2TJ+6OJqGViH4gH56eXpEqQwAiCcuAqDr3nYZfE0EYW0JxEnUxo+k1rP07ep/SMuhTRu6eNKyGclGrfpHC05Q6y/vCWXGsaQOCIUd4YUAG1kzECVLUC6ilNDVwRU04vFhMou5z0BqW1OwMD7hpKQomrU5aCCloSrCFISMiXJ9do87m2k4r8zu9NLWtUnt6CTO6upoBqSwaAd+9IQOzLViVqQ7D7mA1vveZMopVNhlyiglNax0MHR6alP8jDm6lO1Be7HE1qkGuXHlvBaX0WnKQlQUjEr8Bd0jjTPhF6wdJJMlCUJlEtVy1HzZ3h1dL+1iTLSCBvSnACLzy9Q3UIV8yMeLAleSXsg1d/Q8SZ4UJijLwgFJBBNE4qvQEg8n740lpkAYRKCUgO7DPbLvrGMsvTkk/wARAY/y/U/eawVR0yEzsWeUoqOZXhYcSQcuEczJg6qcryV8zdHNgjGsbfyDcy1IRhwvMVXECGADNQ6njFskKwKBDEszPmMuGsD7PLZBCyCsuQshlYnPgMqcIksy3YjIMpQ20cfPSFTwaaaKrNfIaQQhIWkkcCHBHJogtNux5tQggAFnyBHH7xZu9CVp7R/p7gdomtkpIQ2fCjN30eM+TFJqk9h2LJjW9KxXTb0BR6x8QLVBOHiTlsO6NJbLemWlydPjRipyEpJcYVDc1LxatK1TwAQyBo/1cCduWcMx5fBTvsKy4tbTi+QPettmWycJctJMoKGMh8LPVL6lo00iyhKUgJwgUDBssojuxYQcNEpGwFOEFjaU0qK98c7qcjytegyEfD2RWCl8xA1UqdaVEYsMpJLBg5rqRoIJXpNIQptQGrRjR/OJ7Ck4UpSBsP1jPelbDFxqKEu7ylNFF938aZRXl3VTETUH9RSNHMsgSKCrecU7ShknwhNystHInwRrBwggu7NvT3i6q9AoFbHCzl6VHDejQOkzn7Ozc+ccKIUlSRkSQ3dnGvps7h5ezKZMdq/Q6k9oFQyfMZOf7xZFlJSa/VQeLRUu8qSgIUXKiC+7UfyHjF2ZbQSAnIR1sOOMZXZzcuRsgvADDMOqmQn09T5RlLfdYCUzBTtKJ4pxBPuD/pjU2l1ctB7+viTFC+ZLSinaWfEkH1BjoxMjVmbtHDL2eKc5bB+ZPzlBO2S2prrAS+ZuFB4+kWrcWY2+p2Nfn9uVIouG0gndNxz7ZPEuQgrUongw4nQAbxqr3/Ynb5MozR1U3CHUiWolYAqWBACqaCsdSC0qijkrPPVjQGI8PfBu5bgVaQrCQlIStalH6UoQHUtR0Ay3JYaiAoS1YsEZqTaXYd1fBCjkzoUBYP2W8kJZAOJLCoBOTfHjZXUk4c6HLjzjyoKjf9Fr9llCZSlOoBmOtHp5xyer6ela9zo9NlvYr9I+i4wqVKSygXIBod2G8YzARXjHpt9XoiWO2pny3jze3KBWrC2EktyeG9FObTjLhcMX1UYbSjz3RXmKhR2mXCUmsdExEoLV2840HRqYASSFFyHaAKS5qOMWbNe65dEFq7CE5oOcKQ3FNRlbNzaLXQzC6UANU+PGC9zWwJly1EhiklPo1dNxw4x5labyXMHaWT6eGUaLorestcvqJrApJMpRpnmlxxr38BGKfStRvuaPHTdJbG3u/q1zhRwXcAkB93BgtKlowmgDmj1IDGjk8Iy1nlLlrSpLltH+Cog3JvAO+Yd2P4VcRHNlDVGlybILS7ZHbk9oJSkKGf6HhBIKw/SX58vWOJxxDHs2vHLx0hpYdyASHzAd+EcrNCaWlmyLi3ZxPUWch+UX7KnsAqAcfO8wLmLUssE4W3oIG2hM8TCOs7OTBj6wvwrVehYKTVrXNwj6EnzjWWFeBgGc6+kZKxSMIYnEcqmr7/pB+y3gkVVQsPI+sJbp7MjLG40gqpbgnXaBVpU1CXfTXgIdVsKnYYUmsDpysZLVIBZt+6KKOuWxTHj08kchPaSNSK70JcvpSsXApMxagigSAA29YGTkqMozJYIUGSpCsw7Vpp7RauhpeIqOh8hHaxYo6aaW5jz5Jatmy1NdRZBbst+VzX0844VZkoZIU5ZzsBy+8cqSFYjxfC+4+ecVFzGyZztF5TUBMcTyMKSyBU6VMV5Ejr5pSThB7RyokNhHeoj/AHRUNqZOHMnTXl80igi0TBiIUUlRL6gtTbiY29K73kJzR0vSiG80jESMnLcvnpGJ6SWuhEaa8rxCkMS2GqtHY5cowF52zrFvppvG/HDVKzK9jf8A7Kb7k2JU7rWSpSZSgWJ/hntqNKnsqSW/oO0exm8SuSVlQkJLFKlkOBm6gSwcaPzbKPnQXKudZ5U9JSOqT1ahjCVzUpmFsA1ICyC+yWePTrOvqkp6yRNlrAwJFoKgrq6JZC0qUmgAGAFyAS1a6J5dK2VmfHF6nckl9/aPK03Ha5i7XZ5QwgKUqYykplql9aSAFEgKlkgENng4RlzLKSQaEEgjIggsRXjHs/TSdIl2W0TsSk2nrJKQ5WhQQFAslL0OLEtsx2XYimCufo3JNgXaLXjlCYoJkTUgKAUMTlacYJQopUl2d0ljQgzjnqVln/jbVfzf3fuZYSX3hQyLQwYZQ8O2GWUolkzVJIUksQQQeIjh4ZIeKklqfblzFOtRUTqYiPjWOZgyjqVTR4Eq4JFjamvpDozcwzuXiVIiSBBRjqWRCNecdIAeABxk0dS6QyUGpNBDu9RlBRJpbhvxSewpZCWo9QPGNHIIxJIViUR2iKDy8W4RhrBZVTFhKc+OQG8aSyzRIlk5gPlk5/SON1mKppxe77HW6SVwepbLuXbx6VGzshDEmpxVYaMNDDSunygAMFfzU9Ix1snlaiVGpjgzNI2Q6SGlKW5kn1MtTa2NzYel2NbTFJTs+XjBWfeSXDqDaMzeUeYPFyzzmoHA5wrL0Kfw/kNxdVXxL3PU5CqYh6xc60EdpgzdrQwF6Pr6yzOFVAYu9eUWVISVGWpXZIBarjcPtrHnMuBa3F7HUjPbUg1/iKTQinCIJdpYnQDJ2p+kDbJJwlUtSqp+kkM6cw/mItXfeKUAj6jmXYmuheCGLwlu9iHLVelF2XPSoqp9Yb1BgRZlqZQVQZeFPNoLWlQCUryc8mDbc9IGy5RUNsyBkz8tYhZ6b9A8BTjfcsS1HAK1AAHKhc9xiWyWck7uWB8/SOZMjC2WI76Df9ImsE4ylgKqlyxIapDeBMacUIzknPgVP/HBxhyTSbvGN9gfHT3ilaJA6lalA5qIahBejeEHV9mWoggmrkVqYH3lKwycOpSB/qNPeOzppbHLb3PP79seOQyQ6vqG9VEt4U74GdCJtmRaALRLSvEQlJXVABLFOBwManw41FkB1MSA26VZQ0w6DCkdxSP+ojz/AKaWASrQSmgWBM5E5+YfvjVh22MuWOpbBW/uiFosajMlImTbOhfWFJxIMvDMUGUhRxEYUP1jVSoKIS8Hrw/aau3pElNjmJmoXjIM1IAZ0KBCwn+fXItxjF3H+0G02WWZacExDlWGYnF2qEF8yykILO3YAycHQf8AzGvrARZ0hAEwqSFdozJhmEqClAhI7bs1WDvRnyipRcWtmZoueOSklvs7+RSsFwWq81pM9PUWYLlgp7eJSyQkAOlRCz1iaqCUALTk7xS6c33KQF2SxzJirOVBZQpjLlFnwygQ6C5L6gg1IMR3l0+tlowyZalS0gYUhKjiZIWGxUzQQktRWBLhxAAXDPr2OJqngTV/6hBDHGCqKpF255ZashRlu2kKJp12rSogpINHDjZ94UMGgpEWpQ7KucKFEAQpyjuXkYUKADsaQ51hQoAFL94lRlDQokCZZ9R6Q8zWFCgIQZ6Nn+IeXvE9+TTiIcsMg9MtoUKMP/v7G5fg+4FXn3xyn7woUbTEdp94nkwoUSSbvokr+Afze0E7Mf4o/wBP/IwoUeV6r8Z/M72L8NfIiv0/xT3wSsFEI4gPxpChRg6j4UPiTXiaDmfQR1K+k/l+8KFFMHYdP4Crd6z+8Cp19IM21AcUGYh4UdP9znS/4/qyrZte7/lFq9f8yXzhQo6GL4fv1OdIEH/LV+ce8Yr9ov8Amy//AM/eFCjbh5ES4MOrOODl3woUbULO5cwhiCQa1FDHf+ITW/zF/wDsr7woUAIozJ6lFyok7kkmFChRUk//2Q==[/img] |
|
Offline |
|
|
Сообщений: 702
Регистрация: 25.01.2012 Откуда: Московия |
[img]data:image/jpeg;base64,/9j/4AAQSkZJRgABAQAAAQABAAD/2wCEAAkGBhQRERIUExQWFRUUGBgYGRgYGBoaGhgfGR0cGB0cHBscHCYeGB0kGhocHy8gJCcpLCwsHB4xNTAqNSYrLCkBCQoKDgwOGg8PGiwlHyUsLCwpLCwsLCwsKjQsLCwsLDQsLCwsLCwsLCwsLCwsLCwsKSwsLCwpLCwsLCwsLCwsKf/AABEIAMsA+AMBIgACEQEDEQH/xAAcAAACAwEBAQEAAAAAAAAAAAAABQMEBgIHAQj/xABCEAABAwIEAwYDBgQFBAIDAQABAgMRACEEBRIxQVFhBhMicYGRMqHBB0JSsdHwFCNi4TNygpLxFSRDslPSJaLCFv/EABkBAAMBAQEAAAAAAAAAAAAAAAACAwEEBf/EACoRAAICAgIBAwMEAwEAAAAAAAABAhEDIRIxQQQiUTJhcRNCgZEUobHh/9oADAMBAAIRAxEAPwD3GiiigAooooAKKKKACiiigAqHF4tDSFOOKCEIEqUowABxJqHG5wyz/ivNt2nxrSm3O5rzP7Ue1rWJwyW2ilSA6lSjqF4CgPALxqIMmNhbjSuSQ8IcnRNmH2vKfWpGBQAgf+Z0Hxf5UcPNRn+mrOT/AGxNphvGoUlYsXWxqbPUpB1pPMAK+g8wOKIHgGgKAkDjw9K5wrAUYJAnieFR/UfZ6P8AiQo9B+0r7SEqSyzgnwQtJW6tswQn4Uo1C6CTJIsYA51kcDnDiNKtbgUhBQjxqlIIixmUiDwpEnDDvFxe8dLUwbFRnPky+PBGEaNXlX2lYrDtBtIQ5BJCnNalXvE6r3mtHlX2oOutrBw470WCgSG/UElVuQN+YrztDf5VJjcQttttDZguAqJ9fp+lYpy6TJ5MOP4HzmMdQ73qMTpdKtTitQMzMykyk7wARAtEQKsYrt5jcOUlvEMOp4pe0g+igUn86xK8Cd9StQ4z9NvlUX8N4+K1HeYsBtfhxqkfb0xJY77R7J2K+0tONUW3kJYdJhAC9SV+RgQrod+FbRboESQJMCTEnkOdfmbFNq0glKRG1z7WipULWDKE6YuSohUz9evSqrJ8nPL0+9H6Xorxrs39omJwqNLv/co1feUQtI4gKMyOIB9wNtcz9qzFu8aeQDF4QqAeJAVq9gadTTIywTT6NvRSfJO1mGxdmnPFvpUChRHMJVBUOomnFOSaa0wooooMCiiigAooooAKKKKACiiigAooooAKKhxWLQ0kqWoJSOJ/IcSegrDdq+1Lq2Xe6PdDQvSJAWswYk8L8B6nhSuVDKNjftJ9o2EwSihSy69/8TUKWP8ANcJR/qIPSvPe0P23YlSD/DMJaBMa1/zCN+EBIPvXnmRslxWniSSTtM861+E7Pl3Uy6VACFJjYjblc1CWXdHcvTxirezFIPeqLjqy46skqUqSSZ4k00xKO7bVpACQB4gnY9TFzTTMMkZbMNkqI3JiLdONKM3ZVoUSTFjAsN+QtSOVnXFa0T4VReCbJBiN+k3qc4fQYsQDwMg1RwCLTxIEfX9KastnjSOQ60VcKnVf97mrqcMfLzqLL29K1D+on0JmnC2vnU7Gk6F4Bg1wD3jxHBtDaB/tCj8zXeYYtDQlRjpxPpUbGL7kai2Vd4dQAMKAgC9jNUiiEttF1zBx+dVchGpWqJ1SY9LfKKkYzxLqXVaSgoBOkkTta3KlOXpeLGtuU6AATYTzA9P+adI1vY3zWEIJ47AcydhSh7BpSQDLjikhRHKefBI5U1xmSqdYLms60eIJ1EiP9R3g70ly95RcUoyoqgExcaR0ERF6aqQl8mfHWXW0rAUEjfj4Y5Em1V28wXaEuRxUTq9gTT3PGw6ptKQIWNZPMW/M/lXZwBbAkC/CizFDl06KWE7UuslHdkFSSFJWkeJBHTjYkEGAQSK9RwX2wtlILrC0jiUkH5GI9TXlr+JSCnSnUBMkDjaBJseNct5gSsI7kmdxIMefCtUmuiU8cZfUz9AZH2tw2MkMuBSgJKCClQ/0qAnzEinFfmlzLlboRoIkghZBB6QLe9N8k7b4vBxpWv8AqQ8ouMk7kg/E3JnaADVVP5OaWBp6Pf6KoZFm6cVh23kx4xcAhWkiykyLGFSJ471fqhzhRRRQAUUUUAFFFFABVLNM2Rh0yq5NkpG6j0+p2FSZjmCWG1OL2GwG6ibADqTavKu2PawtJLqilTyzpSmZCBvEch6SfkkpUPCPJiz7R+1OIU80gL0a0k2tovEJPDqrc9BasthlgJWFJLrhPOT5zcxVTHvLeIdcUpagePAco4CeFabKlIeSCAAtPv8A8VyTnR6cMXGOxAxlbjf80o0QZmInoJ3rdKxkYfWncgQeUxNJ86cK1BJsABbz3qPLcRqbXhzZQujrxFTlp2VrkiRLAVUeNy0FCgdorlhxQMKsRwq85i0gDWoCRxIp0bK0ZjDAWiwAjz600acEXqg7iEBSoWklPCQLcIve1qoYPGOOd6pLgR4YgxJG/ht/ekjBsfJJeBytfj1JGoReCOFR/wD+k/C2spG6o/SapZe40QlPdErcISCZETa3M9ae5rkzmGbWpbsMqhMJGrTqteRtwkVRQQkmumxExmza3it1sEEQJuEj2ud6cZalbiEnUWWlFQRcyAPEJvYQDH/FJcbiGFMBKBLmoW5cD0IJA961GR41hvCoDkX3ESZ6/Sn0jGrjpCDP8vcK20hxLoX4UkAA78Y68au5LgwlCkPgghQgE8QJ24/WvrC1B5xDCklJV4SbxabHgBtUeZh5WptwKU4qFQiJToMhXKDt+tNox8kqX/o6czzDoQkxrcJJUALiBxmLbUnxZddfDrWls6bgJ1dJVMAnlA9a4yDLgE/xDrukA6VJFjeBCuMXuI4UwZyjDFWlt5R1AxcE2i4MTx+dFiOKTsRvPP4dSFEByx8OnStIPiMDaJmIn0qVOapxHEpSBqVO/l5fqKlzDEuuvqbUTLIOlUQTEbkbxO/KlqlpDzMjSZV3mvwpk3BkwALe8UOntGK49lnH4tSEoQlJBcnxbQkblI36SePCmGDW000VrPdlIkpJ4G4j8RPzNV8Kf4p0uueFgnukbAhKZg7QATJNVFpONxLTaB/JZsFRGoT8XGJ2E8B1paJvI+xq1iHHYIT3STtIlZ9DZPzqN/J1RPeLJ8/ptTjFOBoBCkqU9YiBZSRaf6YtM/Oqow7qzClaR+FNvnuflQVVM47N9qcTlq5SS40TKmz8J5mB8Kv6kjzBr1rs59oGFxqkoQoodIkNrEE89KvhXHIGYvFePYvKSJKVq9SVe4MilRZKbWSqZG+lXl+FXkapGdEMmBPaP03RWA+y7ti5iQ5h8QqXGgCgq+JabgyfvlJA8W8KE3ud/Vk7OGUXF0wooorRQoorN9tu17eAYUonxkWAuRMwY52MDoeANY3RqVukZj7Ve0K20ktxDMJvtrXIJHMpT81K5V44nC60E/e3860mP7Tu41tTehCGje51LJmZKjxm+16z+FWUHSbQa5m9nrenx0tlvLWSU8I4nf0i1XMG13JlPPf+3KrrGCQkakHUFwrflIr6UDrXPk92mdMfktPfzkBxHxo3A4jpS1bWsSDChtUikqbIUgkdOlM2wjEpJQAl1O6dtX96nFte2QzXHa6/4KMyzr+T40kPJIAPOeJpjl+QNrw2t2HFOJkqn4Z4A8I/OluaYTW2pJFx7yKsM4dDuGAaMKESmTE7HUONXhpE5Rv7FHM+yobcbSgyFi43Ijj5VVwyG2luIfBBA8NiZMmDFvuwPSnwy7+HhbjiFAlN1/Fa0JvVDtbi2lqbU0fGNyD+nGqGKrSR9azwkJC20lu8QPEmeR6QKafw6cSdK3XdASFBBVM/1W5cqx7bmkb9PI03yfEqQCvQHALyZMeUbetGyk4KtCLMcP3alAfdMexpxkuGW8k3hGylWt6elTY//uEpX3MXglN59ONMMNmeGw4SWknUQUrbvIjjfkfeaOzNpaQvGJbbbWNPiSSUuDeQbenWtZh3G2W++EHUAVlVlG3XjPCsmnMEKS6FAJClBYSIFxzP4bC3WmzWIYeKDiHNFj4JiIvJkTBAkGhCZErt9FLNcSrFLToATJjRxMXk8D9K5xeHWlxpLaCh5YHKxBsRytM0wzlrCtpC8O4NcjSAqesxvtTD/rCWkMPnSpTkSSBIgXAPAT+dFM3muK4ozy3HcK8047p8SyVb/dHdkEeV5rUuO/xDwhvVrAQg2SieB9tX+2wtWf7Sufxbbj2koQnSUSRJMwTHAEGPSvuVY1/FlrDpOlpuVQJHEmSRfjFOtEJrk78lftdlqGFhtmUBWlt4cEKn4kgbAppwy9h8vPjA0hIIVHiJiLc52tSnOsi7tJBQVOSVFZUYjVwE3NwL0pWUHvNet0tj+WPEQkbneSKWVNmLHKr7NvhHF4l0Yju4b06UpUYVAJ8RtBmdvnUOKxfeKUGG5AMFSpCQZg+cG3AdajyDPHX1IQ0hLTRSfGfGZEAgCyU3/Wn2MZODbJbJUpf3FSrUTvp3I5nh5UqJpuLozbjThF1j0SPrJpdi8MofEAtMXtB/Q03dedUfC2lPGCSfyFUXHXfvIQfIkfnNadC6FjOpGhbSj4TKSCQpJH4VC4I6+VeufZ729ONBZeSQ+2mSoJOlQ2kxZCumx3TxA8pAiVJH+ZOx8x1/OruAzBxhaX8OvSsctlD8Kh95PMe0G9PGdMhkwqa12e/0Uk7Ldq2se2VI8K0QHGzugn/2SYMKG8cCCAV0HmtNOmM8fjAy2txWyATHE8gOpNvWvDvtPxYdabJcQpzvCpaQoEyUxtOyY0+UVr/tv7QqZwzOHRY4hRKlckt6SR5lSk+xry1eVhtCfGFhQ4VDI9nb6bFfuZUwjw7sGQVbBPLqaaYHBg/GASrptxn9BSkM9yFeHUkmytiD+/enuV4kFrUUmJiR9RuKhO/B6SWtjRpIgJAtECuFs10yvltUryhxtXO5V2ND4Kak8qW4rFhpQKDCxcc6s5ljO7QpQ3G3vFJ28AsQpSTKtpvJqqipLZr0xvic6XiNOltPeR4oET1Jm/tSpbq21FUloyQdJN43jnTHAHuiQoaQehn9a+u5aApsuLEFYJk3SDxPK1OtC1x0iPLMGlxTq1kuqQPCFiASZMmfyqBeIbI1BGlzUNoCBHIcduPWr+d5kkyhOlafuq4+h47b1SeJOgLjTHQKA6jiPnWphtbZ3mbYf0r7vQ4r4SCAFadyQasM5ulpqCSs6fhKR5RIgj1mqxxrbaSgoJkWX89jsfKp8MGidSCpR4piCARttG9aZ7WtlPLMW4FgNmDwCiACDbib1w5gFPuueJOtMAnfURyiL8zU/wD01sNrcc1Jv4QACLbTzvXzIsSS4hvwpCtSZAuePv1rUEt9F/A9lUJIU45YgR8yZmxp+52aw6m1LSstyLLB3tGx4Vm1tqS+jWChE6Qoi0TE3kTFaTCssJU6tDswIiZBkbRxvyovZOSaXZnkZgpwlsKQlWwdWADA28qT4rALaJ0updEE6Ugkb8xtzmm2dYpRQUd022AYMQSSOu9fBg1tNWMpcSDAm/SbDczHnRZTivGiNOcJfQy0RCkCCDEEJFo/F5c6lxGZBKVJQhbZCYBSspM23AFxvb51Bl/ZdTsLSRbgRv6zIqNa1pK2nBKtQJVueUVrbrQsYwb4sa5YAEp7wkhSQSeANo1Hh5+dfM1zFrCkd0pLiVfGgfMhX0NU0NuAEISsoX4QTN9yADXGEyVx2WikI3JWsGR5bT70XfZjxxiT9kc/W2Xwy1rSYWBeEdbelhy4U+wbzhWVd6VYle4t3aBuEk3gf0i4486zvZTI8QXn2W3CiACrSY1pJix3E9I3rQMZYw14Eha3EzZpUARPxGYnoJI4isOeS9zslxrT6lHWoIV/SkAed5nzpa4l1PELHUR8x+lXVYrEFICtCo2KpKo5EiAfaq7mYkf4iCkc0nUPaJ+RrCsVrYucWSSpKSFJspPMefHofOpMChsOoUsqLJP8wIiY5ixgi0jcgEbxUmLTs4jxW4feB/cioHEaf5iRIUPEBxHMda1A0e65DgWGmEDDBPdKGoFJnVP3irdRIi56V9rFfZb2jTBwhO+pxnkQbrSORBlUdVcqK6k7R5GSLjJpir7dsDr/AIZeoAoSuATdUqQCE8zsY5A15ZhsWUgAwb78a3/2k4oYvNS3qKUYdsI6FR8ao5bhP+iswzl4dXp8IJtJHLY+dc0ntnr+mTjBWdMo1NlViNjF486ky7AJ1eExv4SenCqaULY1pKAsTE34WtF/Sq7OIWCDBTB3INI1Z0m1w6YFdvtBQgia+tQRKSI5X+U1IpPSuZSjdMhXlGZz7DoQ2euyTN4vHMCBSrDZmVaQVwEkQPw/rFW+06lF5ANhFrbSb+fCo8bkCAR3ayRAJMWk7iuiCSWiitvZaxb0quvWLeI2FWm8QVNKQlKdIMqWTbnv5UnGUq0gd4I4i/5UwweVIT8SiRub2MdKahn0V8HgC8sC6EH/AMmm3pwq3nGAQy43oWFybyRaOorjB5m0ykNqS5JNyFQDPK+1+Nd5nhQkyllxCY33nzgmK2xeNupMnVgVOtAd0kE2QoEX33jpxpLi8rdbmSESYgk39hBFOFdpCttCSmAiLpOmTsLgW42rnNswdebHgASnyBJ9TJ9KEKotPYuYyVxxHgWFb2mPlw9a5awTuHcS4UhBSREmRPqZP966wucOsCxAmwsk7c4NqMuy44hanX1+EX3uuOA4UPodWnb6Nlgu0qMQUsFF1DxaiANrxzPTlVHPuz/dnU2sJClTpOwJt7dKX5kww4nUxYIhS03kjiUzxFUGsetxCktqUsarJUnWqNuMx7VhnFJ3HX2LCMelLS23GkqNwF2tPWOsyKaZO4leGDZdAmYkFMeStjHSsbpUjckRw/5prhwp5KJeQhI1GDaCnaQAZmbcK0HFPSNMt5nDqAICJHxJJAI/X9zWcxeXoSVPNQpEg6VEkqnmk3ibyeVT4/KdaErQoL0wSAgJB5yqxiOPCmuCzBlDLrKkFCyPh31AiAUm4NamJKHH7sq5RjEuNqSQ5xVYnSmNtCQIB6VPl/apCArvhJT8KgPjG1pi4P8AxVbs3i0oWoSspiVJTvNhfj7Vd7VdmO8aU62QhKfHo4G2/Qx71i2ZNRT4sq5Nh8Qrv3klTXfaSFIPi0mSBzAI4jl7/WH1MKAaOpSTBTEARzVz6Xrvs6X3mUJStQQQUymAfAB4SYn4lQCCLVw6yGPhX4vwG5PoLjz2rCa222hrjHcQohUNJ1AGAlXHmdW/lS9zGFP+I3A5p8Q9RuPnTRjNtLCQ40okglKkQQLwRBIPCoRiUOzHsRBHmDesHj1QrQsJUAmChdwRsCfofz864ea7tQP3FWI4AnZXS+9DmEDbmn7jv/6q4Ecp/OKmQe8SptV1CxHOdj6/rTB9hz9n2Up/j0kulsolaEgDxmFJWmSbeEzEGfEbRRSLLMxU0ptaleJh5BJvcJUD80yPeirwejz/AFEHytGr7SZEH20rR4X1JJ1WhUnVCuJ3MHhNYLGpew6O6dbFvhVy8lDevS3EOEtgAgJSU2g22NjxkVQzbJyop0tqMi/hIk8DERXFy8o7sM69rPNEZgYufzvUqcWIClTBta5nre1a3FdjwrdlSTvI/cV8Z7GQlQKTpMHxGwImDbbcjyJpua+Doc0vIjyDHuLWEydAMkxMDkJ4mtOrHKT8PuRPyqbC9mVJTCQkdP2KtIyFw8U+5/SuXLjU30ZzhfZm8zYS+mFWUDKSmxB/fClrWMeb1oUlKwQSDtsN7A/81uVZAlIKnXEgASY9+NIcNm6O5HdgF10Tw8IPPyFPhxyj3LQOaeooS4DPQhtRIQSr4kqmZ9qW/wDU9XDyA2/OmScOkK8QCo/e9SNoSCbQOMbxXSVSrYoVgVrgqsDxjf3qF9x1sf4hgXHiUPlJFaJb7KjAEHmpXzP6UnfWHNTaBx8S+n0HIVtitWVMG68UqdFotM3J5C16sOkKWP5vepNyTIv+G/Gu8ajSgISN7AcapYlksjwkwfiB57E2vsY3ptMWpQ2PVYRkArbSYECwJE2vKhv+tad8Mu4FSUaPCjUQncEDV+dZvHdrf+2bTbvDOsfEmCCLEE9LHaKUYntEFNhKW9K/hUpJjUIiIHPjRVMSuaXjZLgcWhCjrI8YiSCI8x5edMsNmYbTpw4MAlalESYJNjzteqGGbYcaW464FPn4UwQE7fLrsKeYbsiFKSAvUCQVgEAQOHMmsHk13IXZ1hGQ0FhLhUsjcEJE35QPKkrTiEuGJAtCTcA77ncedaLPMU0wpzDy4U6QdIUDG8glVxsLVnsnwyVvBSgotiSqBJiI34VpkerHWJzRxRag6AbAna9ieFSZphHMJ3T2ppKgsfCmDf1lQ5irWZYVk4VTylnWuSmdMn8KduXAVmc5wTYQ2tt0uKULpO6f042opeTbcvpXWqo9CYYWp0PoKUpxCUz4ZjwyLzxv8qS9tMsW0iQtSmyTqbmBJ2IA2E3jnFLcJmGLcaaQ3KW2wDJgA6b/ABEDhaJqV59RBU+pS44AEj9SOke9JvwLVO5Nfj/hL2ZW82gttFIlHeElEqEiIF42k3HCrCcIpsyRr1XKrap3JqPC5yltKChJ70haVKUDoAmx5kxw2AqxhGSv4yXAdwYj2G3nWkYK9o0WEZDmHKpnRte8HcR86R5hlgV4k+FSbhQ3FWXMp7me7UpGoDYmFDe4Nj6iq7WP8XduCFn4SNlRv5HjFCKL7ixLheQttdnG7GPdKhy/UV9YxZltwGF3bX5mx+cEdDU2MTofbWLJV/LV1n4T/ut61Sx7GlagNnU+y03B9vyFMhJaNd9nuXtuY15DrbbgLOrxpCoKVgSJ/wA9/IV8p19muQHw4wulWpCmwnTAIJSSSZ5pIoq8OjzM8rm6HfcwpxO2lavZR1j/ANqV4rN9CikpJItT7MW9L88HE/NFj8iPassrMkOuq1pAIsPS1/3wrjyvjqy+GPJttWjpWYuL2T8p/OuVYBxZlRgcp+grpWatosAPSLelUcRm6lHw7fOudzX5OuMJeFRcdyz8S/pXDWATMd4RPlPvVJOBec21epgVKvs86IIUPc0Lk/BrSXcjjtLhW28K8dUqKdKbixV4R7TNZFp1laghZS2lsRZQ8UWP76mtS/2ZU6kpWsaTvczXnue5GWHy1qCuIVwM/l1q2O62Ux8XpPZcXjGg4ZJKLwRxr5intABgFJva8cgTtVROWFtIKwIgkeL9/s1dw+GR3eouJ0iSEkz6QL+9P+DpSXbFqcEt5RIsJ5W9OdMHXu6SGkC/lck8TxmrLOaCYZQVKg3IsnqOXrXxnBlHiUJUs7xa/KiwS3tEeGy2CnWoajuZ251TztpCnUttnULajvfj8qtY5wIUZVYWJHXgK5yHBa1FZ+8SE+XH9KFo1q9tnJwLST40JMxcRS/BZYXnilMpbBJMcAJvT3tJj0qICU+FFrcSf+KY5LkobwSnjZapMjccIFbZN1FJtbehXkIawr7iXVIVKLTsdj+xTlzFtMsLca0hRNuguLGbAcuZpRi8C23ikhBJKW/F/mJj8vpVbGpQJIA84E0tfcaK5bEmJbLoGiVKKiSYJ35q2/5prhX14RPdrbCkr3G2o8pi9vyNWMlbUWxAJKlKiPOmmfFtDKO8MPJKSBN5n2iJqlk5d/IofSkiQEoG6RqlKdYvfgrpFL8owKS62hc6VLCSQQBBsIkE7xflWwxeYpLehKNNh4uvtWcxqiFojcLSQesikLq2q6NJjMnHhTqUAiAlM2ATYWPlvVPGoWSUoAKgCr/b+Z4etOFoJAUZv+/rWVz11aMUzpBMX0yRq2tI4VrOOSUVo1AYCgheiErAUUngeI/fOrWFy0JMpAHkIPqONP8AL8MHEQoeIAE+t/kZqyxl5TKTBTwPEUsXaE5pKhPmqQUoPECKyub4TWkxZQOpJ5EXBrfZthAU3tHGsnjEi8U42NqURI45/EYedlbEfhUP73qDGPa22lniUk9DsfnNfWnO7xBSfhe2/wAyf1H5CodeklB2S+i3RSgfzmmROctbPYfs3V/+PZHFJWD/ALifrRVvsc3GG1f/ACOOLHkVED5CvlXx/Sjy8n1v8l7OcOVN6kiVNnWOsbj1TPyrOuZQ1BcABnxcYved+tbGs7i8L3SihX+E5Og8ATug8r3HtwqWWK7HxSfSEqk4cGYST0TXw5igfCgD1A/Kuzk6UnxLPlb60Leba2vXC5ce2kd64vq2RfxrqvhEen1NH/TlL/xHD5TQ9nA3TVF5xxwiD6Cl/UXjY6xy/BM5lrQ/8hjlI/Sl2aZJhnQAoq1DZSTe/C+/lTZrIxGpxUeR+tcfxTTZIQmTz4n60y5eaQJ0/a2zMO/Z4IClPKA5FIJA6+IVkncOlnEFBGtKVbG2rzivWcPhlLIU4bfh/dhWa7admBiF95h0y599I2MWBngeHWqxddlYZ25VJmYVigpUwlPRMQI5c65x+fFxIlQ8OwFqpO5O8gkLbWI5g29+FX8LkSyFFceEX/e2375Po6NWVWMvU9C1BWk8dpI67bcqfYJLaCe88KUpsNj0qVfaFCy2laQEI+6njy+dUczzv+MdsmEJGkHhfn+laFSemqK+VYYYlSgs6Wm5WeajFhNMU49SmS3qCW0X6njFUE6Wk6U+pnel2PeCoSTECfU29LTWDOFlzI29SlLWoJ1m5J2A/fyFVu0WJbC9LKtYi569OdfcVjG+6SETr25AD98qqZckJcCyNZFwkAmTz8hvWhT7Q2wLhbQgAwR97kdz+dU+0jrbmjuyVLiVkkm9udWncVKI0pBMqm4txmbQKrfw2ttIbQVOXBCRJMGZPKx+VI35Rqil9Q1eaUgJKgbibcqjlrEOtNtIVqUQSSbDSQr1sD8q+sYrGOEpUyqY0JkaQPOfStR2X7EHDpDjij328BUJT061rJPMorff2HicoltsGxAkz1vH5ClqstQl9Dh+JPhgi0Gx9qa5m8vRKSFDZU2UPYQaoNvhQ+FQ5mJj1FY9nMvctmmZSJnmK7ddCd7XtS7L8VwJnkfpUWd48BOnibzyp0R/TfKifOMQlLSp9KxL7tMMXii5EmwEe1vpS15MUx044KKM72kYVCVpsWzq9jXWEylzFL7xuI7xgETeTJAHPereaGUK6g07+xTKlOFbh/w21SP8+mB7Ak+1b2qRy+o9srPW8DhQ02hsbISE+wiip6K6Uq0eW3YVHiGErSUqEg2IqSitasDz/tCy4yvSRqFgFbkg2E9eHmOopY3hXV7IN+dq9CzrCFSApIlSLgcwfiHtfzApaHLAiNrECvNn6eKk7PSx+qkoqkhAz2bWRK1QOQq4e7YTAEnzv68hUOPzdcwBfaTsPIfU1BhMJruo/wB/X9KX23UCnvkryP8Ag+gLeNzb5Dy5mrDpQymwv8z+td4vGBsR7VQwWAU8vUokpH7ilcqfGPZqja5S0iId66SE2FW9acMiN1Hn+dWsbiQ2NCN/y/vUGHy6fG5uNgeHn1poqvyY3rfXwfcHhUrClOgK1ggg8jYj1FJsV2UKgsYdwhu8hZkSeSvit1mrmJxilq0N+RNTYzE9y0EDjx+ZrVJS66Qy5Rf3Z5h2lwi2loSpWoRuEx0+ldYDFISiEzwuNgOM9a9Bx+TtYnDhLtlXUFDdJP02tWCxfZZ1siElSTMKGyh9D0NO38nbgyxapjlLuHCVlwJ8KYSkHxew4knjWefyLEKVJZVCz4fDblE1r+z/AGNAWhx1IASAQidWo8zyHStPjlw22esxzvNHInLKlKobMTlf2cuK8T/8tI+7MqP6U0V9nyEYiGnVJEEgKExO49prZuYgKT5iqOOcIS05xESaJdnPHNNvsSH7P0IUgqUVIJ8XA35chMdaa4XKWsG7CUwlY3N49TTXvQ635io8U0HmgfvD5Eb1lU9CvJKWpv7FHMMOJmLcTv5GONR4XHqQdK7p4Hcec8RU2Bd1DQdxt1FQYzB6bfd/9f7VkpVsIr9rLWIY1EKT/ZQ5GoGXS3Kk2GxSfun2261LluLgBKhHI1YxbBB1JiYuCLKHI1lXtGW4viztvu3RsEq6fn1pdmWUKB1AlQ+ddLww0lbXHdP4eYHWp8DmkphXDj+tby+Rk3HcP6M67higTpITwO4PrVN7atlPdK1C6FfEn/8AodenGucwyXDuIKyAkROpJj+x9qrF2jP8intf0eXZ9idLao42969f+zPLgzlmFEQVo7w9S54pP+kgegrHq+ydeLb1d93QJlIUjUrTwJgiDH0r1PDYcNoQhIhKEhIHIAQPkK6Ma1ZyeryKctEtFFFVOMKKKKACs/muGLAcUkSggmPwK/8AqT7VoK+ETSThyQ8ZcWYfF45ISmYUrf0+tVMRmpI8IitBm+QQDoTrRvpHxo6o5j+mqWXYRGjUIURvz9uFebKE+XE9KGTHx5VYrw+WrdIUokD8/Krr2KDadDcfp/eocVmRXKUWHE8/0FT5flwspV+Q4f3oS8R/seT8z/hHOBwf31T0/WqOcY6QUpPrTt9ZXKUep4CshjxJPOeFJOX7V0NhjzlykO8ibAQVGJ+gqunDl5w8ROo+Q2FcNL0ICRxtTLKEfEfT6/2qqXSFk6uRxjcOFEJFtX7NL81w9wgT4frTdkhT5H4RPvaoHgC9J4KH6Vl7b/gWGjjENltsnkKMexLSRyj3q/maf5avKucYgFkHok0ze2LHw/uL8EglsX2ke1SsJllaVCdBP6z86ly5Q0kcQZqTDGFqTaFCfa31o7pmvTZxk6pChMwbVMwopcUkkAKgjz2PyiquCd0LIPEwf37VJnTMo1DdN6y/bfwbJLnXyQY/DFtYWkWJq4ysOp6jcV9wyw+zpO8f8GlzLxZUZ8iPrQmu/DNabVeUfHGFBREbD3G3ypjgsVq8CoJjfnzrnFYaQCN9waWa9KgfhE+cc6X6GMqyIt5iytklxu/4k8Ff3qkVBwa2t/vIpth8d3iTq4fPlUOX4NttaiE63FnwoFyOc8B15U/G+uianw0+zvL9XdyqyI3VaP1q5kmS96dagQyFakoP3z+Ij8PIcfzv4TIyshb8GPhbHwj/ADfiPy86d10Y8PyceTN3QUUUV1HMFFFFABRRRQAUUUUAFL8dkiHDqEoX+NNj68D60wopZRUlTGjJxdox+MylbKtbiQ4nitIv5qT9aleWVwECx+9wjzrV0oxmTEErYISTug/Ar/6nqK5ZYKWuv9nQs3Lvv/QsxGXE93ocKNCpVF9doINx6cuRpBmOWlp1MiUqJ0nYT18q06cRfSsFCvwq+h2I6io8bl4dLerZBmIkGslji1rwbjySg9+TMPq/mEDYCLcT/wA09wyNDQB3i9GJyMBWpJgHcfpVbH4xKUHSQTtAqW422dPJZKUT5lCta3F+QFQ4lcOE7SR+YqTIxCSTxkk8tv36VVzI/wA1QHGKT9qKR+tod4tMoPG1UMvXrYI6H+1Xm3NSJqpkjfxcdxPkbD5mml9SJRdRdlXLD4wDMEfOrWIIQ4hWwBg+tvzqvGhy/BVX8Y2FpPUVkbqimSuSZTzFjSueCqvsPBxHyNVcWe8YBG4APtVXKMZBAOyjHrWrT/JlcofdHzDPFh8JPwnb1qznjWyx5Gou0rI0hWxG1UsrxynpbIKhz4J8zwpF7W4f0OtpZP7GWWY8SEG8ix+ntXD+la3EfdA1FXBJ6ngY4UN4ZoeBtC33P6ZAHmRYCm2C7LqXpOIICU3Sy3ZI/wAxG58verRjKSohKcU+XQryjKVP2blDYsp0jxL6IHAfsztWwy/LG2E6W0xzPFXUnjVhCAkAAAAWAGwrqurHiUPyceTK5/gKKKKsRCiiigAooooAKKKKACiiigAooooAKKKKAI38MlYhSQodf3alrmRlP+E4U/0q8Sf1HzptRSuCfYyk10I1Nuo+JvUOaDPyMGs9mGWFbiiClM3CVaknraOdb2uVoBEESOtRng5qrLY87g7SMZleVOI1alJg8j/avuMyFRJWkyfMz6Vq1Zc2fugeVvyiqTzKUKgD3v8AnNKvTKuJT/Ik5cjPtKWhAT3S7CNj+lWcrEJuCDcxHGamzZ8p2t5AUrxuPWEAhUE+XOiXp5Q230h+XNfksrydSlKMgAz86T5hmS25bMDSItx6zTHL2+9jWSfUj8jWnw3Z7DoghpM81eI+6pqKxOa9uhv1uD9+zDZO86tKgllxaTsQnw36m1MsH2ddSQf4dU7+J1AA47Jk1uYoqy9Mq2yMvVNt0jJYjss8/HeBlAHIrUr12n3q/g+yDaY1qUsD7o8CP9qb/On1FUWGF3RF5p1VkbGHSgQhISOQECpKKKsSCiiigAooooAKKKKACiiigD//2Q==[/img]
|
|
Offline |
|
|
Сообщений: 702
Регистрация: 25.01.2012 Откуда: Московия |
[img]data:image/jpeg;base64,/9j/4AAQSkZJRgABAQAAAQABAAD/2wCEAAkGBhMSERUUExQWFRUWGBgVGBcXGBgcGxoYGBgaHBcbGxscHCYeHxkjGhgXHy8gIycpLCwsGB4xNTAqNSctLCkBCQoKDgwOGg8PGiwkHyQsLCwsLCwsLC8sLCksLCwsLCwpLCwsLCwsLCwsLCwsLCwsLCwsLCwpLCwsLCwsLCwsLP/AABEIALkBEAMBIgACEQEDEQH/xAAcAAACAgMBAQAAAAAAAAAAAAAFBgMEAQIHAAj/xABLEAABAgMFBQQFCQYDBwUBAAABAhEAAyEEBRIxQQZRYXGREyKBoTKxwdHwBxQVM0JSU3LhI2KTstLxVHOSFiU1Q3Szwhc0Y4KiJP/EABoBAAMBAQEBAAAAAAAAAAAAAAECAwQABQb/xAAvEQACAgEDBAAFAwMFAAAAAAAAAQIRAxIhMQQTQVEUIjJhkQVxgUKhsSNSwfDx/9oADAMBAAIRAxEAPwDt02aEpKlEAAOScgIpTL/syQSqdLAGZKgAPGItqppTYrSoZpkzCOYSSI+fLbe8+YoFZxDMAFgOQ38YhknOMkopUUx43M+gf9rrF/ipH8RPviRG09kOVolHktPvjhCZYUHqk7ix9kY7VZzUTufRshQQe4y6wR8s7t/tVZP8TJ/1p98bzNpbKn0rRKHNaR7Y4R2AYKUcT5kFiOIgrd17rCezSuXOluQJczuqrWhoyuRPCB3WN8LtdnXTtdYv8VI/iJ98TSdobMsOmfKUMnStJD+Bjj973OJRDnMAgFNahyMTMpsnz4RFdl5rsxJlJSCrUgOwfhveOc5eBOzF8M7NNv8AsyfSnS081AeuMK2hswDmfLbfiEci/wBrbSEKSRKWC5OOXid83JOsUZN9rQxIyr6IAq9ANBnT1ROWXKuEgfDu9mjtVn2ksswkInylkZhK0luhix9Jyvvp6xx20kzO/wDN0y1gBQUFlMziWBBbg0TWPauYkVwq/NQ9WbrHRzyfKKR6W+Wdc+lJX309Y99KSvxE9Y55ZNoUTfsLB1aofrFi0XvKT6SlJ/MhY/8AHdDPPR3wyXLHv6VlfiJ6xgXtJ/ET1hD+nrPQGYkPk7j1hvOLKFpIxBQI3gj2Ryz3wd8NH2OX0vJ/ET1jIvaT+InrHNb42rkWdQSSVk0IQxKeJr5Res16SpiAtCxh4lvXB7wV0sX5Hz6VlfiJ6xEq/wCzBWEzpYVnhxB+mccl2n22Uj9nJQS+azp+Uaniac4vbPXWGEwqKlLqVEuS+8wO94of4NVbZ0/6Zkfio6iNxekr76esKdmsjadIuCWIZZGTfTxXkPqvaSM5iR4xXO09kxYfnErFuxpfo8B1ygYW782TTNr6KtCM/Ex0skq2Q2PpsbfzNo6MLxl/fEe+kZf3xHHpdpt9izJmyxof19kHLs20kTSyiZatQqldz++EXUeJKisv0/a4u19jov0jL++Ix9Jyvvp6wsInJNQoEcCD6okQtILmK9wz/DL2MhvGX98Rj6VlfiJ6wsTZ7lya6RXJZy7Dp7fdCvKxl0q9jf8ASkr76esam+JI/wCYjrHOLwv8CkvvHe9P1itd9nmzlYpiiwqMhXcNGiL6p8RVl1+npLVKVHTpl+SEh1TUAbyoCLcmclaQpJCkqAIIyIORHCEiVY30pDjdqWlIG5IEaITcuTFlxKC2ZQ2y/wCH2v8AyJv8hj50lz5ZYFWFXIx9F7YB7Bam/Am/yGPmhUvAoOspJ+yR8CBk5DgdJhtCgWZZI0zH6NHpE4uRVxVtSPjSBQfN3HDL+598aqtrEa6M3Dy+MomaQou0irgDgaE9PfEJtiSQW6+8QQ2dvC75gKbWFJmZJU5CQBlkfS4mN70uu78REu0rHChAPQU8Yk8iXI6bYUsW1KFSRKmlmZi2W7LPONp9mxfUqCxwDe018dOFU20WQYiRM7ROQVqQ2ockNlBC55ykF0V38vExVNkmkuAhNnKokt1ds/1ij2xJo4WMiPNvPpBydMQuXixOpu8sUCTRizMWJFIXrRa7QhaiHwFw6WYjQOKHSC/2DDfzRal21SyiWpSsJIxcRqDXKCd522WksZSQ2TKUARkDQ18DCfJtipa8ZZtfbQ+yLl5W3t1ApJBAcMXFA5p8e7NNTcqXBqxygo3IN3btoZOJKUILVDJrzd866mJrRtSmctJmBQYZJo50f4fOFFUtgCQQRq9NdwiAivpF+f6vD6K3EU4uXB0y4psq0T0yVmahKgWBUDXRvB4ubW3cLDLC5a1FJVhZ3NeDNClsLd6p0zHjUgS8lJZyo83GRr+sbbcW+auYJJm9ohLEvhDKYu+EVYcNYCgqsdx/1Ek/3RTmX/LUGCSRxw582yhh2ess2cjEES5afsuMRPRQIEWPk22UllBtEwAkkiWDkkDNVdSacG4xFt3InWecJqFBCF90BHdPdAcqIzJrXluh9DS1BThKbxoltE2XKLWmSUEuEzACpB6h08qxpd18GzLcELkk1auE+zlCRalzZpqVK0AKiot4uY0lTFJZlEHLe3tiUt+DRGGnnyd5sNqRMQFIIIMTB3qnxEck2cv6fLdQWyE+mo94ZZMae2Om7M3384kpUSMdXApR6FopGV7PkyZMbjbXASQk7mERzZZ0UR4PFoqiNcVozplWZZQc2O+F6+Nk5U2uFjopLAwzlLRBOHs845pNblYScXsznM/Zi0SayphI3Gh8ogs8u3WcqmB8JYqB7wfkY6LaLJiSpjhLFlM7FqFo0nIHZYTV2L8IzvDG9jX8VJ7PcSJO1doVRgDvwmPdraJp7xUobv0+DDFNsKAXIDRZlWdKRlCPFfLbKd5L6Yg+w3MB6XSLV4TyhHcSVEfZDB90TTplHiS6ZZW6jk9Pj4yhqSagiMpP6mDZG0Vo/wAMeojotzTSqzylKDEoSSNxIqIFy5CRpBqxD9mnlGnDBxbttnndVkjNKo0Utp0vY7QP/iX/ACmOIzpIKTiSF01GXJjzzjt21H/srR/lTP5THCJkxQFMvjn6opkQnT8Mqz7tSSzYTvS4BbeCCPKB866VaEHgQfXl4eqChnnL3fGUSTFtmGpQNhPjQdfOImppMW513qHpJYHXMeBAaKy5SUmood7x03Z2UhaV4iSri+R8swYktuwcicSQSh6d0Bn5eyBqSdMk9jmplIHohdeTcRm/x0vXTZVKmdwqQoDMEiugz1PIa0i/e2yKpEwsulPSOFxwapOejc6RFdLIUoLFCMwxGebEOfKDaOqRm8rfOCMCyxIYlg6k4gpyX4bstcooS7wUBhSo8e8fHu6jxjSdeKKpS40dT18KsPHxioq3kGoBfez9Wz4x2wFYVlqxCqQcqinkf0iaxowqFMwXHLfwgPIv1SFBSA3MvFu032qaXJPmG5NSBq3qinb2uw3apYVUMN9TUAUIzozfFIBW61JJCUkHMUAdn0o+/OsFbguxdrUUHEUAFyCwKjk7h2infdx9hNKEnEAHf95qhssmPR45ydWXw4o3Te5cu3aH5uE9mCBhIOL7SjqOGW7R4lu275lqWUA1LzFqO8s+Q3EZe6CGyuzki0IXMmHDhdKQFVSGdyfGmkZ2QvWXZJ60TClUtyErZ8svAiFae1mjVFatPKGW5bhtUuTh7dUsJfAkBJ4h6OxOkA9trWZpkJKsaxLClMzOpjQch6oOX5tekSf2BxPTFmE05Z7hCWZScNaEA67+8CYORpKkLghKT1zVFy7ky0YnYqSHQRxFHgXOsakh2dKgFPTJ/U9GgrKulClqTjLILBm4V8orqshEwSUl3ICRo5/vEkq3NOpN0TXTLVLlrlTUmWmbRKihw7NnvbSNbRaV2YdnKWk1JxBDK4By9PGHRE1ckDtg+gUkGh4g19cKV+3qVT0TJRwgOxo5IoaNk1GPGLTUa3MmNylJ7bf2DuzPygLcItFQcltUcwBXnnzh6k21K2wqCgdQ8cbFvxWhK5oSxYFKAz+A1yhp+mwibgsxwAgNl6RyCgas4auTvpVNTir8AyYU3sq/wPc1VYiUWhcTtHPl/X2eYOKQ49o84lsm10hRYqKVblhoPdj5F7Elxv8AtuHFIehqDmOBz8o9blBsIyEB7TtLJSpI7QOqgLhuvlEhnOM4OpPgXttNNkxIBIOVQ3PybOK2IJAGQFGd6DnFe2W9EoOtYSN5MKVv2zkrmdmJhSkFlKCSRxyhHfgokl9ToMXze6ld2WCQ7d0OT+kEbu2jVLQlIs8wkBqsPbFnZk2RaR2c1Ct9avxBqOkM6BJGqfKEUPOqmLPqI/TptC2raW0H0bMrxUIermmFUiUVBlFCSRuJFRAhVqlAekmDdgUDLSRkQ4jTg5fzWYepkpRVRr8g/bBbWC1HdImn/wDBjgMu+CWB5as3jxr4mO+baH/d9r1//nm/yGPmdM8gEADkdH3RTLKmL09U7GqVeEohJPeZwpNQ24U0yPWPT5iFHukh8gchqQK5er1KYn8SPV+nnE/0lzfN9/lSJ6lRoSdjrca5kucAO8VO7EBwxzcUGsNVptoQBio9CUlRHIHr5xzS6rxmLV3CKZkkACGm8r7wyuzWEKxJSrEFMUqdO6jEKHnApXaFkm3uQ3/KQtQXLViB7pqVhJzDurElw7CoLHcYElxueu8HxD8PMxLgSrF3mpWtCHBAH7zga+ERpsDVClEV+KniPKGoePBWVY0rLKCG3mvhSvWK87Z1BBw03MSfXF5QUM6tv1bplGPnQGld+kAarAVq2dWkEpZXhUwLVYpj4cCnNBuf1Q6iZSp4t/ZxGpmGpNeNY4GmnaKGz+1syyy1JwJUCHAJYhWVd70i3f20EqbYZCKmeF4luDU1Cyd+JR045RqbKhX2U9AH6ARWn3KlT72Japq9TUeoiO8UPGk7YLs88hNDhYmo1di3qaC90WWZNIwo7QOCQNWzDCvi0DDcyg7KS3j6hDLsnf8ALsYJmSlFW9IGWTAvTlEmisstJuhhsfyezCkLExsQxJxJZ0kOkq3KycaeZE3rs3MkDvYS2bF9WBOrac/B+l3NtKmfIRNCSULBIBFaEpIzbMEUineWzwtCyuXNKFthwLGJChqGooU1c8Ih3cf0+TLj62alU+DmMizKQ6kuToUijcQ3w0aLBxYsQxbyNfL4MOt13FPscwiYAAo5vilqGgCmBCuBAcaRZt2zsmaoqmDC+qC3iaebRVRbWxtXVQsSkXlPYpVMWU5N3udCfbWMIuuctbBJxYcSQoYXAAoApq+BHgxhtuyyy7JPSiYygoKKFkDMHvDmxHnlDBeRl4HxBLVCqUO/19TFY475YmTqlF1FbM49NlqGIYTR3SxLEPBW4lBS0qUSpvS47ifLpvjFtnKM9cxakqSQWIo9GY8NCx5RZu6S4liXIUGIWokVObgFmAqA/B4VxWlnSmzq6balMtOMOWALkZtXLjEE1NnmenKQr8yQfWIR7fbU2pSJZXMFSQLPUmmRxBm65O8To2RmggykTm3zVyx6i8Y0upkjHGDj9W380HLw2TsE1NZQH5XHkC0CFbGtSTa5gT91VW5GhiK2Xt2LyyjvJzPaOH8E+2kDjtKgOVlQDMMKkmpOblPlDR7v9SRrjHKld/8AItbd2Y2WaiTjKiU41EneSAOg84E2Wejc0b7f20LtHaBWMYQlxwfPixA8IXZNsNI9DC042jzM0nKTt2NSFqlLEyWWPs3GH+6bFNtMlE6VMLGhBAooUKTTx8QY5/YbXLXKOJwsZbiNXEdJ+RtbybQn7ImII5lJB8kpgZcMJ02hsOaULREbjtIoV+UdNuFBFmkg5iWkHmBWKc6SmClhH7NPKOw4owb0oPUZXNKwZtr/AMOtf/Tzf5DHzIUMM/DePV4R9ObZf8Ptf+RN/kMfNQOtC2lfNjDZRMPDKx+PgRtKkYlADM0r8c43UmtR1i9dNkClaDCHYnXnXn1yiDovwFLDdmE90VAdRb7IqSX4V8uEAbzty1zVqJHeNGyb7IHBsOe6HaTaFIlhklwUlbipAIIr9190KN83cJayUvgV6L5gfdOTkZPrQ8AsUzkwebxXiJqMssuHCLVnvg/eYmldQeenKK5l8C3r+DGos4OvUADrDbosp3sxhsV4Yyz118BWvM014wUslsloUTOldo47oDFy1QcR0qWAMK91WYKXRhhGIlRAFPjpEwtJQvG+b0BzAy5VAzcUFKQz3W40UvBLeFvmYyJaRLSC7M+EHIGjdQIri1zhmc9CActecWFTis4yyqscWTvvd91Q2WkWJCFl0ADCn9ocikJyJL5ByHPGJmtcboq/PZmRrr6JzPB84kFrWDVIORbXkwL+MT/OezV3kJUC9AVAZBqjdm3sjSXaglQWt1GhFARSne1050jg0vRlFtJowD7gOochy7RmTalEVCQwf084jII7ixQl/SFaMN/wTEtomY1VSElqkAAU5MHOtNOZJsDS9Fu79qZ8pkSlMkVw0UHzLOKQz3X8pyQsGfLIFAVSyHB4oJfdUGEqVPoRh7pqp3puLBhibLnFabKV0OF+J0/NnxicscZbtEZ4McuUfQNz7Q2a1pJkzErZsSclD8yTVuOXGIb72dTPSoIWqUogjEjLIUKcjnwMcIuq9pkiYhaFFKkqcGjtUKrruIyLVj6Asd4BUlE00UpCSRoHFabs/KBJ0zzs2F4alF7HG9pdlrbJDTE40j0VJGKnFTBjrVjAE2Gb2aTNJKC+FON3bUgGg9cPu0G0ky3WsWOWsS5BUUlSa42BJJL1SSCwy5wJvvY1VmWjCoTsRoljiP8A9QXI4w8VKtRt6eLbXcfO6QBkIcMEhxr+mXSGS8to1z5YlqSkYauC7sMsmD6xFK2ctKkv2K34kDwIMa3Vc85a1ASpa8BKVJmKIDkM9C9N/GD83Hs9CsXLrYpptKpcxBkkpVQgjflv14wVtu2NqWgJ7QgZEpSA53EioihfFzT5WFKpSRiLApJYnQOSzxZGy0/syShCGDlSlmg6lubRyUlsguWF1KVfYDW68SlJxAqmKclyWD7gKPxJ8IGmYUIK1MahgcuHhFxVkU4mKYoJzYs4emLWkZuu34ZvakFWHJJyL6Hnr4QCeR6tkAZ93Y0+kVE6AZc4oSLlnO3YzTxEtZHkIabZKmSpna4VycZJSwWjC5phLDmGpTwg5dG1tuC2Y2lCcwpBJb8yA4J3nFDwek899HTtMTrPc1pyTZ5tf3FeZIYeMdJ2M+c2KzlCZZKlqK1OkmpAAAqCwA8zB+6tp7NOCQ/ZLNOzmApL7gSAFeFeAg32I3R2VSyVTr9iaxRi9xfVtRax6VkWeKTryOkPtyTSqzylKBSVISSDmCQ5B5QCCXyYww3b9Uh9wimCLi93ZLqUqVIG7bH/AHdbP+nnf9tUfMKLQHY05x9S7USsVjtCd8qYOqTHz3atmiSaccoj1WWMJJMzQlQDEzxg1s5MClFBOFVFJVuI+BAqdciwe6FOaU198dG2P+ShbCZaZuEn7CACRwKjR+Q8TE4z1LZl1O0Ls28u86lMolmZVFVKsycypxzIOUR7QzEgCW3fCsbtQJUgOMn9IHKjAQ6X/wDJaqXhm2dSpuBSVqlLbGpKSHCCAAVMD3SA756RztNuxq7OaWqoJUoVSrRznhJDEHJ3o0VspFplTCW3gZ0NA7VLMPONJqQC4eoY5DmMz7IsTZBSWUGLZGkRTlAl6w1jEMp8VNdG+PVG4lhjTvOGYU48N0Zs9VByOm/fkYvWZCAWKQvvVU+Yf1GO8F8a3NbOvs1Bw+H7Jyr5PnEikFZqAlzkHyd2fLIeXCCFvtaFhkISlIIVTeAzGrM5J404RVlEthUCEGpbVizilR4jKJG1VVkap4JCWAZwPF99W6RqklKlDuHC6Q4pkS4+7k7888o9KQMQBISHzIfLo3qiO1WhhUFzkWABGRI4HRtwgnWiSdNqHJZL6MQRrpq/xlrXBlRyl3yYDLru1jQT8JOIEZ0pV8qeJOnBowiej7T1Ltpw+OEEKdmcLkFRYHC5PM1PriO0yMOIpLoBp40+PCLigCasKChdzXNuJGkDrZOOEMWepFWoSwbgOecctxZKi3d0hdomhLV0YClKCmWXXnHTdo7zUmRLl99Mnuy1qSCTgArXOuXWFX5OLGSpayKAA5mpLtQHPOhh5nywTiUAwyHtIjFObeQ87qcq1pVshGF/SrNOUbPLCpZABxYncPUE1A57oISdt5KFKmIlqTNIq7KSptKGnMecUdpClJdIALmgAbozQuWO1zHJX2YSAPRQkl3oCCQzsTR2cRsx5dXBqhWVcf3Gu3/KROmBg0sa4M33OTlyaF6TeBxKXjKakkhTHewYjPlGlikGZNU9pUkE0Ak4g3ANRuUXreuVK7qVrmK+8pIQByAAL8xBe/LNcF29lH/v4BdutmJYAWo6grUSfDjFi12mbMQFLmTJqHbvKdL/AJcn5xpIt0szQqcgzE6jEx/1MT4QyXvPsK7MoSpSETSkFBxlSidAHq5yy98Ktluxpu2tv8f+ge2KPYISpQTLDFgQVKc7huD0oOMELsvCzWS0S5qErKAhi/eUVMoOoZJUdADSFVM4IJCcKgFMVOmrH7PTMeeUON3SLunMlZtAmK0KEBzzQmpfTPhBS9EZtJU+PsEbx2rs1tWmWtKUIBClTJoGJgXwoAepNMzrSK1m27l2aZNTJkJMtSnSAcDMACWIo+fhzgNadl5iFTlSyOzln0lKbu1JGXpBgDxgLJty3HZlyOA3vQ5jm4PsLlJOzoYccl9kOFt+UbtFOuRQJUEpcEYi1SSMmfIawx3BImqskpeNRJQ5qahy3k0K1yXbaZtQmTLSftql4lF86qKierR0PZ26k2aSmUCSA5JyckuS2ldIZfM9yWVwgqgqIrCifSrDiKe+G+wfVp5QOXYwRQkcoI2BLS0jcGjRjjR5fUZFNI0vUPJmflMc/tdjQN3+mOhXj9UvlCtbUIAckgZ5+qPJ/VE9Ua9GVCkLIkTEqzYg+Iyhvuu9QBhUGPGIbis8pasbjF93UDfB6fYULDERDpsc9OpM0QaSpk0u1pIzhI29+TqXakrnShhtAGJxQTKZK/e3K8DTI9aQJKs+R9nOJpt8JSjETQCNfd8T5QXGt0fO1slzEpSkmiXZ31anlFQWg5KSfCOoHZYT1qmKDFRKsPMvXjwECrdsulNAN9Bmaxkj1sXyTWRifZrQGOVdTnSLcu1Majl7OMdQ2X+SaQEiZa09oohxKchKR+8zFSuGQ45xttb8k8lUvtLGns1pqZYKilY4AksrgKHnHoxvTbNEM9cnLETAQS7NoR8V9sZlXmn7QORIYAd77IP7r5tXjF+VdU1SgGSMLgEBst7RJN2YXvFXJ5k/p5RF9TiWzZV9WgF85BJBUW3g7sgAePvidU1RNcQLAgHQN3ak118YNWPY9SkmoScqgUbwoKxBaNm1JS6lhOHMGn6V3wV1eF+QfFXwBkqSCSzj4d4vSr2QqQuSUguozEqwAqCmapDnDlSsVrRZ0JqmatW8hLh+LkE+cVUWZKk0JGf2feWjQpJq6ZbuSfKZKZ9WSCXqC2bmNFqx0NcIPjmRnGEylBkuW5nLLezQVXhSlk2eWHA7xxOXbvA4nD5gOfGsdLbgpqyPZIY/k8vbCtSCgJC8inIEZhnJr6+Zh2tNmUoOc8/jSOfXZtGbMlkSJbgemVrUS24buAghM24tcwDClCRlRPk6nrGN4pOTZmydNknO0qL16bPqW5GlfH4aFi2BYWAEAEEkFDAhy5alBwgjey57ATpinIxBGIsxOtcPQRQlOFYh3VCoHIcc+WsUUdKPU6bBoj7MTUzCXJmk5HvM40ry3+cD7XKUzIQU1fEak+Dt4x0mVd3aISsJDKSlXUP7Yx9Av9kRVRZ0skWcwst2KKgVKmHeDl5KHSD6pEwyigChzAo+5ycRZhUPDhM2dbJols9xAMVPygtUK8qo5Na7stQV6KkjQSxTo7vxeJbuu+eiYFAqJSXDhQ669DHY5ckI9GWVE/GcemTEZqDnLugN55wWiayNPZCFItc6cUonS/2SaiWgFIJ0Knd23ZQWuu45SrQZiWRTClAbPfSm8Q8WKVLWHCacQ0FJNmlt6IDcBDRg35J5OoUeI0LUm61ioV1/WClnQsZxteFlxqCUhSTvAU3UUiZNlKUsXPEwyjTIyyalbMCeYO2E/s08oEdg4cQXsP1aeUXgYs7TSo0vQfsV/lMIltClhgWPJxD3en1K/wAphUDNHifq31xX2Mol3hapkkhSCrEkviy6Q6bMbVJtMpyQJifTH/lyipaLCheYfnE10XDJQcWEOenSMvSuV1EtB2qB+1M6daR2UgKAcFUwA6HIFt/xnFCz3YuWMKlGYslxiOXhvzjo1mlACMW27kLFQH0LVEasvSTyK9X8HS9CRZkFLhRrqRx4xckyEkEgU1iS0WXCa8/dWIbLa0uUgjSnCPMwwSnUwY4rVTGqw2kKEWzMDQEsiPuqLbnglKTvMe9jlKqZSUVYFvDZ2V6aUBO8Cld43RQXYED7IffDDe1tShBcxz++dpVd5EujekqjtrhBzPHjkY8zqemc8tY1zyBY5TdRLN531JkBiRiLskZ+O4cfXCNarfMtCioigNBVkj1l35+FIkNgVMdWJy7l1B655l1ZaZRsq2rkPg7lG0chXDKr/DRu6fpIYd+X7PTw9PHHvywZPkpLuz5k5c+OsafNgKh1NUlsq661p14xMLDjAUlK2SADqAdTUUfjE0xBSCUFSU0fmC9Q+j9Y2pF5PaypZAk41qcVGCjg73fMtWjResUnIs4JIZxkBV3FOfA8IpoTQMBQuT1YODk0HUSgUgYsTJq4YlTHTPi/APCyHxmklLJZIYgmqTodCQQa1pq0a9kA7jC/LJw7n9ImlDuhjuxJKdRQVJp0jwtKwopBCKMQkVOfeZRJFTpE0izZUNFDCUipS+dGr5RApNWAqNXzqCOg+KNBFFnZl801BILZuCeT6RiRZ8UxCa1ISaMKq3cqwWikJ+jo1hLSkgaISMtyQIrzrOtSkkF0guefKLlnTSN+xpTWK1seZqp2RB0+kSXypFzCGoPGJbEAfSq0Xpq0AaQ8YmaeSnVACbeYScISVHWPWGaFL+rHMVi5JsGNblYbcM4NSLIhIoBAUXIaeWMFtyUUp3RsiYxqItTCEmkVVqrD1RFPUWPng3R7tsXCI0WdxGJcgFTGGtiVE9MkpAzglYR+zTyimuzoGcXLEf2aWyaHiqJZHaNLz+pX+UwrJsb5luWcM97raRMLOySW8IS0XkqvdA3R4H6u4rJG/RA9eEwy+XOJ7JboCX7bZqk6DkPfAy7L5OSjUdaaxj6aai3RfC15On2S0OItqmhoU7Jb8MtCyaKfwYsBzYRdmX0nCcJxK0ArXR+EepDqo6LC0uTN7y8akJBalSNxPrhQvS7Zsud2styBRtCndx58IZJKyE94uo5xopJW+ItwEeDmz6puaRHVvYBsu2IQe+FJIzBHti3N+UFBOGWDMUdBQDmo/ryiO9LDLKSzBqk8IU5cxAAAAzeoc+L5x6fQSllu9kbMX+pyizfN6T7QrvmmQSk90c9/j0iqLMU90F0jPJWWtc6+uLcoBXAANThvZn3RrNm4KgVH3idX4Fo9ekuD0oQUUUrcp0Bu6a0FCQd5IORGXrimiWHLs+TlLkcuMSTEqKqKbJhzDgt0ix83YO5GVDWjf3g8Dr5iKeezFCRyfiz+OlecDVrcjENzli9a+JrrwizasRLD0Q2mZ4ZvlnxMa2SUXNDTNi3V4MSc3W5clyCoK7JK8ASMTqpnmptX9UbokOGwIxE0LmgDaPvLZaROEvVKGyGZNddNTV4mmvh7yWINaHvbqcKeULIrj4K6LEsZsAwAYsM6lmqH9kSy7AgMoE43ASEku+986l25RYKEjCpRCi2TYtDmN+jgEcY27EEqwqThBcEDDQbwrlk8JsUcmVVzlSjVKaM/a1yGbBzlTmBFq6UdpaUEklu89WOEZ5nMgPA61gHEVOASzJbUH7O5wPOJ7LONkUmYA6H71XdKsyGAYgtSOkw18u3J0mWktSNysDPOIrDakzEBSSCkhxExs+KhDjSKp2rR5z53JZKKxKuw1xa5cojQ6YtG1UyziiryRk5XsVxJAqBWJ5U1W+KqcT1IbzjxnKBZqPm8BMLjZZ7Qk5U3vrGxiJAFWo8bpXBEaLcqzuKkxraLMwcGK0y2LGRHjFZVrmLUxIA9cNaEUJ3ZDMtqSWUXPEwx3d9UjkIV5tjSFPmYaLtH7JH5RHY7t2d1KWlURX4trNNO5Cj0EJarWcKCQ2KtM2+Pjc3bUTsFitCs8MqYrokmOT2LbWUZEtM0q7QKwnCmmF6KzyAOWdI8n9UjkbTh6M0YOStDfNmJNGgJetwS5tciKu9YtWlWHV+XvjxnMWfn7Y8OE3N2KiW4ZyUIMqaQwYgk5tTPfQecWvnKHZJQTmwIfygRabMqYs4SKAHgxiEWBSCCRUVz1iMrfgDYxS5wfKPT7QAKRSlWgBNalnfSLdjsomJB4V56+/xhYwaVPkCB9sShaSK7jx3jKFG12MImEINMxUUo8PF9JTKTzoBxavrzhdlXZjQ8wZDukHCtgXbFlherEHkNd/SZ3086lx6NGLI8f7Ayy2hMsFSwlQNAkuDpUNQ9Yo3hasR0Y6Dy4dIltl2qQ5UgBNWUC54BeQz1AHKJ7Bs384RM7TGgJT3FCmIvUl3p0j3fisLh3L2N6zKtVguyS/So7V0fwerx6dPLUDnoxOXxwileE+0WdWDuzPurIU6kvSoOenAjXOJ7DeC5mIKldksBNCGpoRQair7+MXi4yVorrb44JmcYk5AAMoiitWAenuiSzSxhcqJdxhANOLu2fjEiXrQl9f7BojsN8GWVyCUpEwukrAIPDEaAv15tDpbhk9tgvZ7WBJ7NIDvixBPe3EPubSucaC1MkpxFn5h61yZ4wizFKS5FRSrNxjWVMSkd4KKU19LXgzF9YDi2MsiRumRiy9I5AcBWp1i1MuwEhKStVPtDvDUuSdC+QbLLUZZ7ZqAzbzp19sYtd4qWVVIBNQjg3i9H8OcI4lYybexbtCUIqVB6DJg36fGkGdnrt7RCipmURRtw48SeGcK9lu2bNUkZDIO3nrQb+EdMuuyiXKSlnIHCu/x1gJWdllpWztizZzMu9RSXMkmh0S+h3DjDdd15pWApJB+PjKJJ9mSsEKAIOhhXtlwzrOcVmWcD4jLz54dfAfpCuMse8ePRG45dnsxwmTQYwlcL1h2lSfTSpFcLnLFuB382PCC8i1BQcOOcUjlUiEsbjsyW1zFt3KnjESJqsWQbWLkm1NQhxG2OXyh6vyJqrajAVwjVRaNDMDxhRfPwgnUemKMQCYEmpDmkSTVeEUlWMFYUSaaQGNFLyW0pxGGS7x+yTyhfFqSkejB+7lPKQd4eK4zJ1DdIGbch7ttn/Tzv+2qPlqXaloNC43H35x9UbaD/AHfa/wDIm/yGPmGbZ4j1Ekmkx+mjcWdiucJmyUBKgU4EAHeyQx8REd4yCmtSBpHPNm9qZll7qnKNN6eW8cINbQ/KAFICZIxKL4nCgB7THz3wklKkv5IywzUqoMJvJeIKQoYgBTTiCDmNOm6LN43kVpSWwPRiavqw3cY55J2nf6xOA7809dPGC0y+gGEtlBvSNQXrSumVY6XSZL3D2W2MpvFKZaytyySzHX4eLl07QySjAFlB3KLP4u0Iq7cpb4lE4qH40y0iEpI5RWHSpc8mmGBLkfbXOK1Ookgby9N0WJWMS0zGCsRogvhSkUDgHNhyFISLrviZJUCO8nVKqgj1jwhqu6/bMtQJJkmhrVP+rTxAEZsnTTUtlaJ5MUrVLYahPkKSCpFWqCl24boG3zbqYZcpRxUKgwYcBr5QZlWTtA4ZjkUsQYuSLrbMxSPSX4B24Lk59eEqYJeOV3VpIIoXY0NKcOkLxsszGZk4lUwhsZZwNwbLwjtaLKBpwgTeuykmcHYoNKpdvFOXRo1drLGOlPYRp/0nIrOucz4AsaFiCRvpR/CIp1oQsYZiCOPpD1P5R0G37GTgAUzVsMuzJAbRwNYVr12emvUktq1SfAVisM+VfUa8Wt1uApVyJIPZqOH91Q/SurRui75yUlKZi23Oa7t4iNcpSTq41FD1hu2Usku0IGKYcaD3k0dnoXZ2PreNUMqlsbXtyLNgstrxAEJmj97MDmPa8G5lkmJSVGWCdATkeDD2R0Cw3NKQSwzzeJrRdstQZSQRFqYndjfAjbIXggqwzR2cxywORHAnzjoEpIaBl6bNSpqWAAOhGYhbTbp9jUZc15srePSSIk3KD33R1LL9Oz9D5GyRA66LwlzUAoXiHE1gokxaMlJWjNJOLplW2XDJnJU/dKgAoimJi4fexAPBoDJuG02ZzJV2svVOvhDG8ZE86Qs8UZ7vZ+0dGc47LdemLVm2pQThmAylDRQgvLtAV6JB5ViW1XXLtH1qEq4sx6isB52xolnFKmqSPumo9484npyx+6/DK6sUvs/ygyK/2jMAV2O0IYJmBXAmvnEiLVak+lLfkR74Pda5izu36aCr8IjmLAqaRTF9KFFSlDwMYmXshVCnwaD3YnduXosEuxBpwhtuv6lH5RCTNt1O4lTbsLfpDncyns8okM6EljpSL4ZW2Y+qTUUTW2xpmy1y1h0LSUKDs6VBiHFcoVz8lN2n/kH+LN/qhvj0XcYy5RijOUeGJ5+Sa7fwFfxZv9cY/wDSO7PwFfxZv9cOMegduPobuT9sTD8kN1/gH+LN/rj0r5ILsSe7IUOU6c3TG0Oceg6I+gdyXsUx8lt3fgq/izf6o2HyY3f+Cr+JM/qhqj0Dtx9Hdyftip/6YXf+Cr+LM/qjYfJld4/5Sv4kz+qGmPR3bj6O7k/bAl27H2az/VBaAcx2iyn/AEkkPxaCP0cnj1i1Ho7tx9A1y9lb6PTvPWMfR6ePWLUejtEfR2p+yr9HJ49YgtNwyZnppfxb1QRj0d24+jtcl5FuZ8ntiVnKP+tfvjaw7AWOSvHLlqSo0ftFnyKmhij0BYoLwhu7k/3P8lAXJLGh6mM/Q8vj1i9HofSga5eyj9Dy+PWK066JSiUlBIbUndyygvGsDSvR3cl7YrydjbIhWJElaSS/dmTB4sC39xBX5ggUwrIoxBJeCcegKEVwgvLOXMn+QcbGgaL3Zx42FGqVeB0eCMYMNpQuuXsHosiMwlfWNlIS1Uri/Ho6kdqfsEzbmkkglCyRkxL1DxImwS/urEEo9A0r0HuS9sFpsUsn0V83O6MKsMtnwL6mCseg6Udrl7BSrrlEVSvqYJyJIQkJTkAw5RtG0ckkByb5Z//Z[/img]
|
|
Offline |
|
|
Сообщений: 702
Регистрация: 25.01.2012 Откуда: Московия |
[img]data:image/jpeg;base64,/9j/4AAQSkZJRgABAQAAAQABAAD/2wCEAAkGBhQSERUUExIWEhUVGBoXGBcYGRkbFRcZGhUZFxcXGRoYHCYfGB8jGRcYIC8gIycpLCwsGB4xNTAqNSYsOCkBCQoKDgwOGg8PGi8kHyQqLCwsKSwsLCwsLCw0LCosLCwsLCwsLCwsLCwsLCwsLCwsLCwsLCwqLCwsLCwsLCwsLP/AABEIAJwBQwMBIgACEQEDEQH/xAAcAAEAAQUBAQAAAAAAAAAAAAAABgIDBAUHAQj/xABBEAABAwIEAwYDBgUCBQUBAAABAAIRAyEEEjFBBSJRBhNhcYGRMkKhBxQjUmKxM5LB0fCC4RVTcqLxJENEk/II/8QAGQEBAAMBAQAAAAAAAAAAAAAAAAECAwQF/8QAKREAAgIBBAICAAYDAAAAAAAAAAECEQMSITHwQVETYXGBobHR8QQykf/aAAwDAQACEQMRAD8A7iiIgCIiAIiIAiIgCIiAIiIAiIgCIiAIiIAiIgCpqVA0EkgACSSYAA1JOywuM8apYWk6rWdla23UuJ0a0buOwXJ+03HsRjWl9Udzh23bRB1/KapHxu/ToNpglVlJR5NceJzexM+Jfatg6VelQY51d9R7WTTjI2XZZLnEA3O0qZyvk7jjXsqB12kHMOp0MnYaaar6l4Pje+oUqv8AzGNf/M0H+qmxOGnvfszURFJkEREAREQBERAEREAREQBERAEREAREQBERAEREAREQBERAEREAREQBERAEREAREQBYXFeKMw9N1SoYA9ydgPE/7mACsjE4ltNrnvcGtaC4k6AC5JXKeJcYPEq5zS3D09Gm1rfF+p2p6Nyt3dNZTUFbNcWJ5JUXatd+Pqfeaxii0xSp/KJMZotmJ66nw294pAaCQCf/AG6Vrfqd00F/QLJcYcA0D9LYswaZjH9I/dVtw+YnuyXP1dWIsCLcvl7DZeZLI5Tt9+u8nrKChGkc27T8HNy7mqnYbW2aLk+fsun/AGK8cNXAmi/+Jhn5I3yO5me3MPRRbimAbHd4cOe93xVBoT0nV/oCPBajsbxU8N4mzO4d3XPdVIILRmPIZvMOi/iV345Wt+V38jjzQvg+g0XgK9WxwBERAEREAREQBERAEREAREQBERAEREAREQBERAEREAREQBEXkoD1FRUqhoJJAA1JMAeZ2UU4x9qvDsPIdiW1HD5aX4h928o9SpolKyXLyVx7if8A/QjAYoYNzuhqvDfo0O/daTEfbtj3tPd0aFLxh7yPdwB9lOlk6TvkpK+bMZ9pXFqn/wAosnamym365Z+q1j+0/Eahl2NxJGpHeOb5jlt9EosoH1NK8dUgSV8nu4nin/FisQ8HrVqXPlPmsWv3pGV76jurS9xHoCSClIaDsH2l/aDTe52HpOa9lP44NnPGjZBuAYnyPQLR8P4uyGsZzE3I0D3m5J6tab+ZA2XMnUHNuGgg7xvt5K9h+JlkxmZaDF7akX09FnlxfIjpw5li2o6/RxYLDz8gPPU3qO0IbHy7dNhos84sZPxD3bI+AXLraRF1yvDdriHAhodkEMAMBu0kG8x/spFwztEwQ6e+rvO8tazW07a7CT4LgnglE9GOWE/JMXYZ1ZkAfdqQ+JxIDyN8x+UeF/VRjjvZ8VaZGEpuMT+KZBPi1zzAbbVv0UhwOOY5wBd94qCAQP4dM+kga+fVZnE2io0Nr1i0ad1S+InoQJd11WUJuLrv/P5KTgbD7Mu2f3in91rVGuxNAQ4gyHtFg4GLkCAY8Dup5K+eeMNqYOrTr4ah92NN2ZpeW948AXDgXF2UiQQBC7h2V483G4SliGjKKjZLfyuBLXD0cCvThK42eXmhTtG2REVzAIiIAiIgCIiAIiIAiIgCIiAIiIAiIgCIiAIiIAvJWPxDiNOhTdUq1G02NElzjDR6/wBN1yDtL9slfEvNHhjCBMd65v4hnQta6zBeZcCfAKaJSs6px3tPhsGzPiKzaQOgPxO/6WiXO9AuZca+3R73FmBw0napW+kU2H93baLR4D7PMRi3mtinuqEEB+dxL5m4DnTIAPgLqXYDsPg6HK/KXOgh0yQOnlFrbSsnkSextHGvJzDidbH48GpiK1So0kAMNmDNpDAA3x0kq7h/s+c5zZs0gc0QGkkgSdrzquo4rj1NsmhRZFI5XEjxMx0sZ91ouIcWeeR7gxlUktgWF7iwvIjVTrfDZooESp9iG5XFzgyo34RaT+VwjWf6KirwOmyCM3R9tOsx47jqt5VxZc4GeekD5PFoHgIHXdYNbElxdUBDmvhseMQBM7/2VHNl9CNa7hzQSDYD4T4fEb72+nkrFXDD4s0EuLXC9ra30gLYfdnNilmGcQQY2mZ63PL6qvuy5weRAgtd0Dr+4iyOdF1FPc1hwfMGzaJBBvp136qhtIuGfQzlgaG8fvdZLw4UyIAcHSNbN/8AyNlfGFb3jQLsI5tgT8l/T9kb8ijWVeFc2UnUFw6zv/dYTsLIkjwP7Tp6qQNwrnsvBc0gMveNpPlO8QFS7DDvAZABEeAOxPoD7KFkpjRZHMRw6Heljt1InyVruniLmPFSCphXd2WBt7EeLSSZ89RpqrNajBJyy1zbX1MT/nkto5LM5YjU4fi1akCGPczrlJveNReLqY9j+3WGpwzFis3xo5MkdXAAVPUEytAcCCG2EixnUaC8KxW4drbXSOlhtoklCXKJudVZ3Hg+G4Njf4fc13H5Xucan8tQ5h7KY8L4XSw9MU6FNtKmCYa0QASZP1XyicDFwY6RqPYT0Um4F9pXEcHAFU12D/260uEeD/iHvCto9HNKB9KIuc9nftswlaG4gHCP/VzUifB40/1AKf4XHMqtzU3te06FpBHuFBRxaL6LwFeoVCIiAIiIAiKkuhAVLyVGeLfaBhqJLWO794+VkQP+p55R9T4KNY7tli6sBrhQB2otD36b1KnL7BVlNR5NYYZS4OlykrhuMrVXEl2JruO3479fQgT5LK+zbjOLq8SFJuIqVKLWPfWa9xqNAiGQXEkEvI0OkqscqlwaT/x3BW2dolERaHMeoiIAhVrE4ltNpe9wY1olznEBoA1JJsAuXdpftnk91w6n3ricorPByTMfhs1f5mB5p9slJvg6bjuI06LC+rUbTYNXPIa0epUA499t+EpgtwzXYt43ALKIPi9wk/6QVzzHcGrYh+fiGMmpPwvJcKe8QwGmza1j4KY8E+z7BUmte+qKuYSL2I6iP3WMs8V/rbN/gaVshfFsdjOJ1BUxjw2k2ctNoc2m0/pabvd4kk+QUo7OcOpUKbXd2M5jK42A5rSPLXqFlYjgjWPe8N5PlLpsN5EeWyr7trWm5qsN3ZtWHYjq219woctbpmkUktjZ1eL3HMJYPxBoDLpufO9/FabG4l5BIyc7s1Ik6CZj6l1le7mC2cjg6O+vIgnl3848F4yhDCQy9Mg0Gz8QLrR53EbABVWN+WaavRq6QqOygWAkVN9DIMed9NPri1cG45wbtP8ACPk7QbC5Hp4LffdWta1pEOxVn3nL+Y+FuUeXgrLaLHta1pIbhnX2JvBudo+pV3j9d/srrZqjgQG0yQ4ud/EjYFwBJ3FzHqsitw5oq913biyC7SA0wLCPAz4LdYXAnne05hWbyi0TmMeViD7qgUa4w7XENdUzw49ASWumbyZ9lEsa738iNW5pG0GCk6tlMghlxqLC3rfUeSsnhUnuJIDwHg9NR9TdSypSPfuZk/DDD1+ICHx4AGPdWKWL/C751OHNcWx8xAERJiLCVXR3v0NREqmBl4feGjKY2OpkeGnqrGG4acjm8wLiMulgbiOsR1UrqcNaZoNlpqsFQWvYS4XG7o9yqH4JgdSqhwLAMk5rF2sH1gTKsk1wTqI/T4cc9NxJgQ03uSTF/IjfqqG8DnNSzQ5xDhPTX6RC3z+zfJUZmlziKmgkiJho3uCr1XhVMPp1swt+GHToSLF22pAhRoZKyEfdhYeH5oaG5QZtmjMR4bhWf+Cuy92XElrs0/pibH/NFIzwCmGPog81M96Jgk2BHh1HsvWYRheKsw1zS1hmxIEQR0330U6aRZS3I3X4Nd9ycwIaDEnQbdZzf4VbqcKfDDFmWJ8yG36wR9VKHcFptaG5v4Ti50uEiY6aDLfYKpnCmgVA6PxiMvNaJItrfTr8SbjUiCu4WecRGYy3waTfyiNPFeDAyMxtHKep6z4SVMauCp5RUyw2lyumCf1E9bxHkr1Lg1KA0su+HaW8b7Xi62t0Zur3Of1OCkkAkyBm20I/z2VrCCvhnB+Hq1KLjJzMcQNtRo71mVOq3BQ5gfHMT3ZtHzESP39Vh43gZAeBDiwjLOsEf3zD0hLdk7eBwP7Z8dRAFemzEttcDJUjzAynT8qnPCftnwNWO9NTDOO1Vhy/ztke8LndXgMPy3IyBwgbkW0F7EKw7s9NiyY5Tl6/7/1CnUnyjOUEzu+B7S4asAaWJpVJ0y1Gk+0ytg2qDoZXzgzsWXRDJgkO0BB9dZ6q7S7FVgYYXt10fFvQ3/ujlH2U+I+jJWDjeO0KImrXp0wPzPaPoSuCDsrVkhz6hmwGZxBO4gE/4Cr9PsUXXAkAwdiCDzXPslxI+I6Hxn7X8Ozlw7XV3aZjLaY9xmd6D1UI4l2sxOMkVqkM/wCW0Qz1AN/9bkxXBBTDRkvF4u0dZi3oekrX06QBHwgDcuaPPQGL9FDbrY3xximbDDYfcc0QAchfGmgEMHudlsvvBaz+G8RbnqBu+zGa6BYLMUHfE9rhrBNV49soGp2jRZ3BuFvxji3DtaWizqzmQxngDq52lm+pCx0Xya/Io7mqx2LMd3Tphz6hyspsuS46AW6/1XU+wXY1uAoEGHVqpz1XDSdmN/S2/mSTurvZrsTRwnPHe1yIdWcOa+oaNGDwGu8qRK8IKJzZ8/ybLgQiItDmCsY/Gto0n1HmGsaXOPgBJV9YPGeHCvQq0jpUYW3mLjeNlK+wcJ412qrcWe4vJbQB/Boj4M2rX1QCDU0n9hdVcP4bkmoxo7xlMizQ2YOoAmDlkWvbWVJeFcCp4RzmZcpbGZmYvDXay2YcLHQyCN1LKHB6dVgcCGu1BGm+2hC5cilKW/B3wcYJOjkfaPtbiMTiaNGlQdQDYDmkA036fiA5ZaI/URYesi7NYlzK7qEEw8W/LLRIjUag+qktfsfWBPd4juhMwAwwf05mkt9Csjs92WZh3FznFziZLiSSSTMknUkyZWUoPx+G37m3zx0uKv3v4NjVwGchhNoEkdVrsRw3JOQztezffWVkDif47xms2kf5i4RHoQqabzBk2EFxOg8ZK30VbOTcjVDA5ar8O/L3bvxDNjZslsiLaOv4+KvU6ggVXh1LuMoEzzMdq7cmfcQsjjmHzYmnUc2xcwBt82WHASB1DSY8ROi2tYMJFSzmvDmNFrkSARe5dP181ZbuiW9rNK/A1Gh+Qte8kPbNobGYxvF49VWMNL20i21Rjc5bcCATr6jbRbBlHK6kcsVqjXU9yARb2F/P1XgwrmCg1ozQ4tqk2JBJZfzI9grp+X3vCIb8GLQdTLKdWSGUuURaSdTA8Y/rqsmjw9zTV5+aqA5oJsCQbNHh/uso0GvFUFsNpkuaCLG0l0dLH3KyWYdj3065FzytGkDKSBHWRPqhS7MOnhX93Sh4eRZ7iDOUnKQb6kyPQq61sYioxzDkLCQ60SBDxHXT/NbjMC9oq0xd7iHTsNz9RHr5qtzXkUND+YmYM7GZuS2/+6Nd77Go1rcTyNrOplr3uNEaZgIjTwgmFaOHpQ+jH8E9461iJkT1OUkey2lYy2oYHK4Fl9TIOh6wL9F4KMVMuVzjUYC7QkkEm5mL+e6VXPeoajEZUoucK4IisDTbNiIIAgeRNiqfutIMc0C2GdmcCDBgSCT1yk6eCu03NyU3kDkqBjeUwTJBjr6dFlnJ3xpGZqMDzY3OY3PQSd+kKa37+BF3x3yYzsPT7zNYOxA5HXzRFwPJqtfdaTaccpFAkvaPOJjblMwsoYtpa2q5pPduyWaSNcpLRG5jSTZZAotzOpw4io3OTFpuDPT5fZK9kpmudw1hfBM/eQT5ARLR4ZYWM7DANZUNu5d3Zt8RzZTEdbLb4bFjuW1cpkEN0Ok5Tl6zdxWSaDBULC0wW5/CRZ2upAg+vsX2Tq9GmbwxuYUTH4n4joGt7+V42VTMOcneAXByDyAIJB+v+lbNtWWteGHNOQ9Q34TMC2xWTTpZXvEDKQco/VADgPf6lLFmiq4AhzmD4GsJaSfmgCB11b7rGpYQNNM6hjCKjt87iJk9QQZ81ucXgSWNGd00XFznWBNrDTSDPoFZrYAAuZ/zZcZ2IiwG8iPqp73vkRZpWcOLYEtDmv7wyYPd7Ae0eiyn0qZkNLZqHPMiZafhO+zfqsijwxr2tc4NknL8Mw0TMHUTGv6lmu4XZ4AhxOVun8OebTrf/tS1fe+yJSNQKdN4JFRrRVIEyOQxefE3t1VbcG05nAiacMIuAbkZumpt5FbD7k0E5eURyAxAeQJ38reJV5tNg+UZAJcf1ydb63PjdTS9EW/BqGcMp6B5JZLgQHXBAdzEi24v1VvE4TdrbEuzNcSHTnibT7f2W1FKwBDcw53nSZFpvaYj/Turld4LSY+OSWmJtAbPmYKmlYtkVxFCWgOAGUnKcrSSQYN3PvprHVa2rwx9yw1fHK2mAeonN49FIqdLLSAzP1cZOQgy47PbJnqCVhY3CtLIdETEuoDpOrW20Ko2awLnY3sWMWG18TUqVKIJyUnOBDy1xBc/LbLIIyjWL2XT6FBrGhrWhrRYAAADyA0XMOyHa+ngvwahz0XOLg9rXfhkxIc38pMmRuSul4PGsqtD6b21GnRzSCPcKEjHLqu2X16vECkyPURFICIiA1/E+DMrXMtcNHDXyOxHgVEMVha2Df8AF+E4xcEsG1iLsPgZCn6oqUg4EEAg6g6FQ1ZaM3HgitOqXwWku65eYescw9laq4hxs1rifFpA9Ziyzsf2PaTmonIdYkgehFwPC4WA/C4mmIc907bz4AnX3UOKo0UrZpu4dTraZjEO5gLkzLjFzvA6hbYFjWh9d7bXDWzlnaALuPT6QsTuajZ/DqFxm+Qkz15nD91Szg1Wo7M4d1PzuINTpDGCW0zfUkn+kP7ZpuW8FOJxnelsMp/R0ZWs6EgFxPi+2iymcQw7arix9N8G7eeG1BZxBDSBO8dAt3gcAym0MY0BokRvP9VHe2vYqhi2OMBtSJzNsTvzdVCV8iUlwXH8VY1ocHsc7vJknLykkzBvbN9FS/jOHFN1MYhvM6c2ZriPmJ1tcQuP8J4SSfgkNMWduPQ/VTnAYSmWQ6mARYz9Lgf2UylXgtojVkpParDFzCarQC0h2sWjKLCI8/BZGC49h6gJFamTTc7IwPBcZOobY30A2UdbgWhtm5QdxBnWLC/0WLxHhtBwJfTaTGstMCDOuipr33QcUdGbh2irniXPaQJ2AiBHr+6odhR3eRoIh0uI1sQXH1H+WXLMH2gq4RwNGsSwEfhPJIePytzSRO2VdSwLsxLoyurMBPVu0TvAK0MpQ0ithPxi7NDQyC2LOIP7gEe6xBhnhlI/Pnh1tGRlOb0y36rJZWAp0zJhjocZnfLc6m91dIOaqAeaoAWA6AafuJKtXf0KWYZotPfNiG0rt2GbKBbyIifNZGT+GT8dQEPIuRIA1jQGwXlGCWPm0ZTb5s0gnxBDvUyrgJAe353OkSLAE5m6bAfVRyGW3UxFVvwindsWAJaLgeBn1KqNwxxsXT3nUNiCLdDA917nDu7eAQG3f4yYynWYdzH/AKVWwEPfJnvQSwflHwkfXN6lEEVCmA54jlI5WxYmIdEeMCEaw5WhwlzCcx8gQdtwU7zLTaZ/htIPiRY/QfVe1KmgGlTysLCfY+6cklurZztu95W+Ybf3gmfBKjxFjJoyT5xv4kT9F5y5Bt3choHUHIP2j3VnE4trSDq354Gri4QT6/ROSxXinNDwCZFQEv3GoDfKZLfRYFWTmiQ6YYfCdf8APBMTVL4Gnel0dWtBkCYPj6qqlhspkOL3iW5yQG69BrPTw2UN0aKPgvYOgXHOAQCMkR55j+w9Fmtpi3OCRyjy39bfRYP3h7BzCk8To5r2iIFrSOtyr3ZntbTxVSpSp0nNNIczhBoyT8Ie0wTvEbKI7ozmmvBkDhNOxAdyGW2JuQB0vv7q3W4XTiIqAE5jDXazM6W6+ikACQrmVkQqcIAAJe4OPxmHCWgDluLf+Vh4xzQSA6S+7oM8sCN9I2kaKdwsDifAaNcRUpg+Ilrv5mwfRSTqIDiMQ0N5ajSBq0GHeHwxP8rvNYWHrh8lozdcszoNchaRqNWrb8W+zKoJOHrZxr3dW1/B7R+7fVRWrw2rQcG16TmGSBnEtPQh4J+h20VX6OiDjI2r2h7YBe4bBtRjz0gteM2h0Wqp062FfnwxrUqh1DmkNf0zNu12/wBFlmoHamdIzs7xotpm+NuyyMPhs8hoPj3NYka35HzGiitrNFV0SjsZ9oQxTu5rs7jED5fkqbyyTMxq0+5UyXDO0PDGiXCtVZUpkPYSA05hexEXvP8A5XTuwPav79hczoFWmclUD8wEhw8HCD7jZRGVmWfDpWpcElReor2coREQBERAFS+mCIIkKpEBh1uHzoY8P80WDiaZYOYQDvqPfbTdbpeEKKLKTRpmmbg2PrNtliV6JiOoEjyI/Zbd/CWfJNM68tgfNuhWPVwVQR8NQX/Sf6hRRfUmQPinZiHuqUS1hn4SDkIPzWNrz1HksRtLFAkdy3ON8w0mJgi4top699iKlJ7bQbSD0uJEbarx9Ok4kgiRE32g291Feyym/ZyyrTxri3/0zBM2BsTMyRudNVRU4ZjXk5gAB8QEkehd5/suq08C24EEgyPAE6W03WQ7BA22dc+czHtKsnH0Vc5+znHA+EMouzPp94To9w5gcsmB4zAPgpFgK7mNGUHvGwDJ0GUmLbXW+qcPDh1LZy6en0sqnYMAyG6zm2jb0i6al6IcjV06WYNp5pa4Ne79VySANpgHyC9oYoz3k3aO7APQkkOt6eyyauBIsLkGWk3kBsETruQlfD6uOVktjmIGXqT7n2Vm15CQbTIYG57Uzn2uYJv0EyrrqxBNRpBL9toAMXH+XWBh27teyplEGCOYTINjBsFmYalGl82YjeJMxrYb+/RVZej3vILaZPKYk9XaxraYB/8AKpdicxJBJe0DKPCdTe8/0V8YeeUmMp94A18f6KhjGB2cubYRlt1NwSiZBY77QicoEu66zfyO3grlXMWwbF2hmIvpG2sq61lPQOLg65Ak3mbRPt4LJDZAApvMAxaIva5Rk2a40zrbkmR7f5dU1y1sAmz5JGuhFvWYWZjcJWDC5jGEjRkySPPSZ2m8aqNcO4wKjiHO5pgAggg70yNiDPsVWTpWaQSnwbBlOL2DZOUbgEggadRKu1scGN5gQD0AcL+GqtVMTsIndp3H6TvotBxrjfd0nvANMjabNsd9vJw9VhvNnTSSKmOqY/E/dabi2kBmrVWEhzGG2QAyczjIExHMbwuj8M4XTw9NtKkwMY3QD6knUk6km5Wl7BcBOHwoc8Dvq576sYA5nCQ22ga2BHWeqkq6IqkcGWephERWMgiIgCtV8O14LXNDgdQQCD6FXUQEZx3YGg69IuoO2ymW/wArtPQhaHGdkMSwyW08U0aH4KnoRDgfVy6IiijRZJI5FxDG9ywtezE0J1D296wGIsSA4j1VP2U4h3/EKwp530XUuZ3d5Wh7XjJOwMFy69CBqrpo0lnco6aCL2EVznCIiAIiIAiIgCIiALyF6iA8hUuog6gH0VaICwcEw/K32Vt3C6Z2jyJH7FZaIDCqcJYd3+j3AfQqlvBmD5qn/wBj/wC6z0QGE7hLDrmtJ+J2+u60PHeFOaQ9vOIggxfzt091K1RVphwgiQqSjaovCbi7Od/8Bw7pc2k2md4GW+83ELIo9m6R+SPARp++y2uMwBpvj83wu6/pP6ht1AVRIyjbbw8Z/KuNznF0ztjT3RH8DiWYGs2nWOehUPKakudSeTa7h8Jnrqug0sKwAQ1o8gP6KA9qmzhntJDZ0FS7TvyuG6knYPibsRgKNR8F2XI6DN2OLJ/7ZXTjnqRhmhW5IAEheotjmPCFH+0vZFmJ/EYe6rCIePmjQPjUeOo+ikKISm07RzDHYp1NppYillqC8G4cBIzUnb+XuOkfoRisXhaTi2ox1VuZp+NobLyOoBy3Fx08Oy8Q4ZTrsLKrA9p2PXYg6gjqLqF8N+y4YfiFPFMrFzKeYhjxLwXMc34xYjm3E23VaS4N/mtUyeherwL1WOcIiIAiIgCIiAIiIAiIgCIiAIiIAiIgCIiAIiIAiIgCIiAIiIAiIgCIiAtYnDNe0tcJB2Ucx+Hfh7/FT/Obx4VOlvn06qULwtVJwUi8JuLOZ9rOIsFJ2V7CDrTdobRYjTc67KRfZlgzT4bRkEZ81QA7B7y5uv6YPqsjiPYLB1n530YM3DXOa07wWtMHfbdSGnTDQAAAAIAGgA0AVIQ07GmTLqVIqREWxgEREAREQBERAEREAREQBERAEREAREQBERAf/9k=[/img]
Изменено:
- 17.12.2012
|
|
Offline |
|
|
Сообщений: 702
Регистрация: 25.01.2012 Откуда: Московия |
[img]data:image/jpeg;base64,/9j/4AAQSkZJRgABAQAAAQABAAD/2wCEAAkGBhQSEBUUExQUFBUWFRQUFBQWFBUVFRQUFRQVFBQUFBQXHCYeFxkjGRUUHy8gIycpLCwsFR4xNTAqNSYrLCkBCQoKDgwOFw8PGikcHBwpLCksKSkpKSksKSksLCwpKSkpKSwpKSksKSksLCksLCksLCksLCkpKSksKSkpKSwpKf/AABEIAMIBAwMBIgACEQEDEQH/xAAcAAABBQEBAQAAAAAAAAAAAAAAAQIDBAUGBwj/xABDEAABAwEFBQcCAQoFAwUAAAABAAIRAwQFEiExQVFhcYEGEyKRobHwwdEyFCNCUmJygrLh8QcVM5KiQ4PSFlNzwsP/xAAZAQADAQEBAAAAAAAAAAAAAAAAAQIDBAX/xAAhEQEBAQEAAwACAgMAAAAAAAAAARECEiExA1ETQSJhcf/aAAwDAQACEQMRAD8A8XdV3KMvTUK71aRZQAlDVJonJv0FaITXvUZchO9foAoQhQAkJQSkU2mEsIARKQKAgtVixxJJnLcrlS1A5OYI5Q7nxTORlgIhTWihhORkHMEbftyUKeECU1KUiVoCUIT2tRJoKMkmqCFLTatJCI0Jj3p1RyhS66/oBCEQszEIKChACRKhACRCUIAQnQhV4kalAQ0KSIVSaBMBMJQ4JqLQVCEFyQBKaSiUKbTCEISBZRCRSUxv0T+hJZhqN8e60rXZCGg5+ao2eicQET1y5yusdZ8VEAiTHkU7F8uRnYdPY71DUEFXrVQgkKrUp5Tu1US/0OorpUuFODU8QRgUrQmAKVpWvPohhTXOhK56hcUuus+AhKEoCnp0I1WVqpNRMoEpTZyrjFoWeyA6kJa0nDnykWnfN3d2QRo7RZipnZgQhCCCUBJCcqhFQkQr0JB4UgrKMulCLf0A50pEJJUWgShCFJhCEIASgJWtUoZCqc6EYarFOhlnlzUPeblJSaSc/NV6Jo2VjBALjwIGh269PNdTctB2BzXTlnsOW+dyhuK6W1mBtQZg5PAjhDvby3L0C6+zpYwHUDIO1kaEO+cdhBXTTl5jb7pLnO3jM6bpB6wsKrZzMb8vX+y9otXZNoeCB4S0iNwOYHR3oVxtt7Jhtc6kCD1aYhYtL7cVQs0ucw/oznGkODfchaP/AKTqmkagEjIiAZ25rvOzfZdgqVH1BkYyO0ySR5ldpZrTQpGIDiZho0AGgjy8kr+TxPn8V6jwNlx1j/035fslMddz8xhMjUDWNF9L2a2McJNOmBoG4Qciuc7Q3bZ2sc+nTaKhyLhz+eaqfmlif4brwR1idEwduzcYKjpWYudEfOC9Gs1zOLTiA1wxG0vIzPkqdjuLC19Rzc8mt3BsYjA3k+6qe0XlyAsOHM6nQbhsQKJ3LoK12OqOhoz2nZs9EjLkgxiM+nzgorWSMdtm2Rmrtmsum5azLqj55EFW23cYyb0Rimdf9lDrK7TwQQuIIXfdoKRbZH7MRBjhIH3XBEK2P5PpqITkoTkZkCCpBCRzFphI0qIQpwGoJSEoU6YSISpAIQla2UAikbTTwwBD6u5aTnPpDIJhdKbKcAnuhJRs5cd3NdJcVwPc4EFg5nXoVzQdC1LpvioxwAIGf6oHqM0tkOPUbosLmxk1pGuYLSOUyByldrdMASNsSAcjsB55fMlxPZ+/A8Q8Cd4nPjOWfRdZZqnd+IadNu2Pss+rjbmNW1AYctunAwIXFdobeyj4jE/T4VsXx2lY1gMwNvQDReTX/f3eu1mZ9Tosb7raf4z26h9/gt2zkSBsk+/iTKF4wMcyQDn7Aea5Stau7ZGrqhB5DZ91Ys7sLQ0nXM8gNnl6pXnFTrXpFz28vZM8PafdW7TRLmn5s+65/s/VLWDz+5XWWF4Jz/uVn8qr7VLJd+RngeoCr2y5pYQMpGH1E/ZdVTswA4f0Talmy4/D7raVjY4e1XXgpgNEE55b988PosCrd+ukjoBwXo9WyAiDmYk/NypVLkc8T4hwDWj1cPYqvolxwlNpGvXaOYWhYmlzogiBmtK8LnFMDXPXQwOJ4rGtF7ikJBgfhJ5H2lOVTJ7dWkMoYBq90D91uZ+g6rg20CRkFu9obV3z31D+BrQynP6xOzpiPRVrvgBGsepvTFdTIOaUMWxbq4OUZcfpmsxy25nrWVmIYQSlckCaSShLCEBChLCWFkZEAJUspgBqdj3JsoKrcIEoSJ0I+gAJ6aE1zk9wF7xbdxtYXDH5wfcH6LCC0bskvEa7NvmFMVHrdyMpYQdSBr8Hun2u/wCiH4DUDdw3eiyqNpLWNo0/FVIEjIBs7TuVO8bqpUa1OnXeW949veVMOLCw/idAzPALLPLXRL4+mT2ve5jiA6aZMtXMCp4vJdh27uFtnY3u3uqUST3T3NLSRAJBB4yuNpAjxevEpznLlZ9db8W7Va5cBuEKenWc97QJzy9f6LKaC5y6S6i2kMUYnfojnpyU9L4rurspFrANcIjrxWzd1Ug5nrw5LhLtrW60Oii1zjBMMZIAGp6SFo2G/wCqI78ZbHgRHE7wpvFbTqfNeqWa1hwA+dVZqAZribFfYBEuOemeRXVXVbg4evLiolwdcp6rMInLlEmeAVQ4znhjcXHEeJOwLUc2eqzb1eMJB+c+C01ljnL9twILMQPLaeGS857T1hTYQNh26cABt3rsbdamMEvdIl0gZARxnbGexeWdo74Noqk7Bk2NIGhTns+74xDb7w7xtJg/RxExkJcRp5equ2RkgRkN8zmsqxNh0n7resLROWU7kqnj37Ubzszhm4CDoQc/Lasl+R1ldlaqAwmSCDq3Z0j8JXIWuhheRMjYeC35rLuIiEmFEpC5VrMqExIl5A1BSoUmRLCRCAVCEJkRSNCYE4uTnoEKc1gQAkc2E/8AYP7sLa7MUx3snRoLtY00WCFsXA4S8Hawwp6vpfH16PdFjE94yDM57SZnPyW5e3Z+naarbTia7DBLCQCHbnNO4gLirn7RNpCDpzPtsVy9u3NIUT3cmochlkDzOZKx47vN+a6O+J1PuK/+KN9BwpUAQ4tl742ZBrG+U+i4uzwaR0Eec7FWtVRznFzzLiZMqBlWOS0vW3a55JPUWrGPEANsBd32WuFtStRY+Qxxzcf0jOnBcFY6+Go124zG9emXBfIe1rYbG3SQc8wevqs9y624myxo3rRq2atFIvpEFzCKZwksJE+cBXrouwdw4vbiaxkAHQuOyVotvOoQMQp1f1S9kvA4uDhPVV7xvF72w5wwjMNaA1o5NGp81rfy87bPtRPxdZJ18jlr6LQ8NpZYAATmZMCfWVcuPtE+mYPz7KneV4hujAROsn2IhZzr0xD8MHouezXT5PWrq7QMqN1AO47Veq0mPH6JPMrzXs/eDXODXZH38l3FiLco9wfSFn7gsjmu13Y+rUY7DAHAAnyXkN63I+i6Dn0hfSoteUehgLgu2NysecRbB8lc6Z3nXkdmoAjTqD7hbF02Uz9Cpqt04T4SeIOo5j6rauqw6GPsnacmMS/rucBLfCOE+p2rlKrDK9kfYA5mEj6eq8/7SdnHscXAOI84XRzdjn7jl4SYVK5kJhVINhCWEICBCITsCnAaiE5IngIlQhIFKKYTCVPRGSc90FDU+pTkK3ZLC57cWTWad48hrOQJ/EeAk8FbpUrMw+Oo+r+zTZhbP77yD/xW3omEAtvs9SYS4HXCYzzHJTf5hZm/hovHE1KZ/wDyn1Whdd6U3PAbSBkxHeVSeowwsbz/AErm5WZXsDsBedNN30VCnVAguB1MH36rue0VL8yWtogGPxZgc4K4dlUFmBw0JIP0WPLftZpts4DsbzOeGAY4clQpUgXETIGnH7JtKiMw6dMoO3ir9moNaNhJ9t8q2WCjd4cCRlpAla9gsRaJxRyOmxLYbAXERhjbOWxbln7PHCDs1zkwOgKVsa880llvnBkcRy11H9EtqvsmcOR8vMSm2q6mkAh0bCIJ8tPVZlS7DMySOGIGN/FR/wAXofUe/V2XAgDrmr9jsGIT4TG4j1AVSlTwiDTnjic0jpMLo7rptAEATud95hKiGWSgGuBIOuz7LsbBawWyJkLOstJrtR5K4Q1mk+nss+lxqU7xjZ9VFeLRUbu4bOibZXYoIzVx1jn8OW8bPJKFXA3jdZa7TL55LVumwAtGULUvCwGJgztjQqxdNkyyKot9LFiucECVNa7gpuEOa082rXslmgaqy6xz8C2jGvIe1XYmnBw4GnXIAFeW2+xGm4g/Oa+nbz7Pte0gyOR915X2t7HNbiLCAd8fUmfZbS6ysx5XCFbrWVzXEEHJCMJnl6RLj4INRMhCRGNIVNpiU0lEJcKQItNjG0RLwH1NlM/hp/8AyfrO/Z0G39VMsdEsb3n6WlPgRrU6bOPJR0rE5zo35knQDUkndtTnNIlS01Kr5Jc9xyA15Na0aDgFoUbKW/6tRlMD9HAypU5YQIB4OIKiNrDBhpDCIhz48b9+f6Lf2R1lNsji5wa2mw/vAQANScshxRlhr9mvUAhtGj3jzkC9ocSf2aTAAORxLrOzNltFSoO9qEwf9JkCmwnY8thgP7ObuCpWGyuae6M4ol9JgFLwmBitLm/6NOSIp51HSAYJAXddmqIBw+EuALYADWsG0BgyYN7cyf0iT4QHy57tJYR4g6poIhpyndxXnb7JDiMyvcL6u4YTAzIzcdem75uz4M3QGvzHU+qxzHRfbjhdNQtLoyyViy2WCJc3kR6L0CmGd0Wx6LlrddcvODZnyRp+Ma1huwkBxaHaZsMaaD2z/qtiwupTBx0X5akgEdZHBc5d9pdSnUeIdQdQR5+a6a225xp1DAc6k8GCNabxmP8AcHeqmzT8sWRYadQkuwPjUluEjdJafXRVallpAkBuEHbk9hPMSR6qg+0GnDqZ8Ls2Tn4TMsdxacQO/kQmvEkFujhO0wRkW55wPYhOJrTo3e0atjc4GQeRCtf5bAyPzyVSx23AIOnmFq0sxiY7I6idP6fOZRDbOC3Z7FSmkXmATyPsgUiVrWG7XOE5FZr1XsNgqMMieS2KdrcBDhzkLRstmIaJE+qlfS3Cen0TxF6ZrwCPhhMsNnwuU9WyGZaPLIjmFZsVPknBrRs9IQpi+NPdMY0cvnBI5kbfqtGZlrOWoXnHbY+F0EDjBBHUT7Lvbc/LZK5W97lFfJ0jiETuSn47HilayuLiZYeOQ9xKVenu/wAMATPeebRKVbfy8I8K8FQhChAQhCAE5okpENdCAmr15OWg8LeQ++vVT98W0eNQmf3GnTq6f9gVKVNXdkzgwfzOJ9SU9BaOJzg1oJJIAAEkk5AAbSursVPuJpUy0VgMVornNtmAP4GEavBgSJ8RhsmCKF20/wAmbIE2h7RhG2kKmVMAf+4+cXBo3uysPrts1MlpktdhY7ZUtDR+cr8W08WFnF2LeE9Jdq200yLNZmu71zodteHHLxEf9YyZOjJwjPE4+gdj2Mo0gxpD3EeJw0J3t/Z3b/xbRHl1yjAwPcSDVL2tO1tFgLrRUn9YiaYPF67LsLbjVcXGBJyaMgPggAcERfLvazcS5a/bDnO5dz+TS1c7fFnmVFjWVyLqkaZcPnIKCrESNTryiPnJXK9mgqF1FTitQ/k2KOckc1s0mjv3tOjmYT5/+Jd5qhZKBL2jZInkMz6BW7M+apdtIqHl4HFCahs9mlppEZ5vbweBBb/E0eYapLPSlkDY4EdQQfYIrZVXESPGSN4OKQtejSGbgMnYXDgSTI6EOHkkarZ7A47FqWS7HBwj106q3ZbK52jVt2O5nb/nBSFCjdxaQSDh8438+a3LDWpjLbvT6V2OGWo+u9WqN0TqB83J4V6iak7dn6HzVprhE6c9nNFCkG5Hod6r3jaQz5r13qviPotJaRuOwj6KjRZJyj7qt3+eW1W7OyM5y+ZFTuqzFwGBn5qnabVHHknWiuNJgrLqPLjB8wp66VzDn18R3hS06M/VLTs8DMn94f8A2Cu0KcameP3WdqzRR4fPNCsYT8/slUab41hEKy57dyQuG5ej4uNXhEKbvBuQH8EeIRYUYVKXJQ5HjAhwLTuqgJNR4llJs4To95J7umeBdmf2WuVKFo2w93RpU9rvzz+bvDTHRgn/ALhR4hcu578NSuZdUJcWnaa1Q93TPMTXcOLQqV8j873bc20gKTY2lpON38Ty89QtSyOw9w3dUdUP/YpB/wDM6qsW7zNanO2oyf8AcJRkJpW0xXNMaUqT6Debabg89ahef4l1n+G4wgmNSAD9uS4cVPzzqjjo97tc3OkkAddeC3Oyl+924AnT8IGme7ednVHpUe9Wa0AtgLNvOzKlc94y0Z5nl6LSrVmxmorWOUtdjWbUowuntTZ0WdUscrNTKpeFrnbT4R1/F6SOqfZGS7+F/wDI4LR/y6YG73+Qr13XeMUcM+W36pBmGwk1HfvH3W3YrFFLk7F0iD6keqeyiAeZK1rNQGU6QZ5fPZIL1zsaBp8/otlrh9Vg0HYWyN5I5Srda1RpuVSosblKpv2INpAy+SsSzXicJnZEKK2Wgudlt+D1hPyLxaVe8Boc9x37lmVaxcI1GzhtUTKTjmeqtss+Q3/IU+6r1CWeywM/7Iq18Gmm0b0Vq+W6FnvtWam3FSakrOxFWrJQKq2WiZ3jULas1Lb6cVCvhlOjlp0VhlHP57qYsTcBSsT5K7rOJ/uhOI5+hQs2mvjYIKs/kpR+SL1fCuJVKUKz+ScVILEjwpqpQrQsqcLKFXhQqtaTkFpXj4rU8HRr8H8NPwfytUVGmA4HcQfJW7wpxWqx+u/1cfojwJLYnFxpbyy1+bmVPuFjNaQ4EbCCOYzC2bvtGF9GdBUIPJ2EH0JWdWfBI2gkHmMii8wzbQwOe4gwC5xE7iSQpbLRDXA4tFSLiU4OKj1+jd9cvabAcySdgOnF3TQBdpd9tNXPMheM2EkuA4r2rsdd8sbk52WpEN6b1PeVfNabLO52jYG8lSsutxH2C6Shd4gTCsCyALPxPycoy6iNhVijdhAJjXL7/OK6UUBuTKrJPAaqMHkxKF07SrTLJHstFoSlgSw9VO5EQoqlHMfNwV+m0fOiZVIn5qjBqubJlzS0qGee9K+tHmqrrb5I9D2vNcATxn6qrWt0eX0/sqdW3zp09VQqWiTPzelaci3WteIn19E6jRkiNv8AZRULNnz+BbVlsgUZqtxLd1ngLRDUlNuSc0ZqsRacAlCeDsTXZadUsTphYPhQkNUfAhTkV7fIghOMKLFzTm1RuXs6wK5qbmpC9oCYKw3JA3CVLSqHchme2EQRtlGArnJ9StjdOhgTxIABPWJUTnngUNfwCAZWoEjXbl5KxarAX1cQgY4f1cJd/wAsQ6INpU3fSwb2n/i7P0M/7lN4lNQr3c9p06posTlolspjqOeqX8cGrVwXWDVbj/DO/wCSvfezViYKQwAgR8zXknYG5DXtAkS1uZ1j7/Re6UKQa0ACAFj3kVE9OmBz3qQBRNrJ5rLKmVzVFgnw9XHgm1rVGirvtwAPHVZ2nIsOPzgq1e0wFRtF6BZdovOZU3qLnLcfbohVXXhnyWBaLyMdIVT8uM8x/RLVeLoa946qo6v89FlflBJPT3VqhVk+XvkgLYaY9Qp2WYFs/u+uX1TLMcgVcofg5lvuE8LVyz0vCN4+8fdaNjdkVQpDLnPofurtmE6fNE01cadm74FK0KKi3xZ8vqrAyRibTi2cioHkgq0VUtAMcRn90WFzTS1CcCDw4TohTi9fJ1PRMcEIXrMENVINAhCQNCmbohCUBtMpTqhCYMKtUdv7pQhEBCc1Y2IQmHqn+GLQKBIyJc2TvXpT9PNCFyd/auInaKAlKhc9XFGo7X5sVd5yQhY1rFS06FZ7wlQkqK1YZKGrokQqJMz6K1Zh4Og9ghCqFV2n9R7FaFn0PMfVCFUS0bP+Do7+ZaNi0+cEITRVymPc+6Qa9fqUITSn3KKr+L5xQhPoobhG5CEKFP/Z[/img]
Изменено:
- 18.12.2012
|
|
Offline |
|
|
Сообщений: 2686
Регистрация: 02.03.2011 Откуда: Санкт-Петербург |
Всех с Новым Годом!
Я многих самоучек знаю, у которых вообще никакой профессиональной подготовки не было. Кое-кто ювелиркой увлекся уже в почтенном возрасте. Вот некоторые: |
|
Offline |
|
|
Сообщений: 1889
Регистрация: 16.12.2010 Откуда: СССР |
egro
Категорически прав, везде доводить приходится руками. За Jewelerscad, молчу не пробовал. Размещаю камни по методу. Удобно и подкорректировать всегда можно. Там ещё много чего для начинающих есть. УДАЧИ. |
|
Offline |
|
|
Сообщений: 171
Регистрация: 28.05.2012 |
normi, +
 эта модель при просмотре не вызывает режущих ощущений)) Хорошая такая толщина металла, я бы сказал в самый раз! В тех кольцах жаль конечно что заказчик Вас ограничил металлом... Но благодаря кромке, они об этом всю жизнь будут помнить)) эта модель при просмотре не вызывает режущих ощущений)) Хорошая такая толщина металла, я бы сказал в самый раз! В тех кольцах жаль конечно что заказчик Вас ограничил металлом... Но благодаря кромке, они об этом всю жизнь будут помнить))


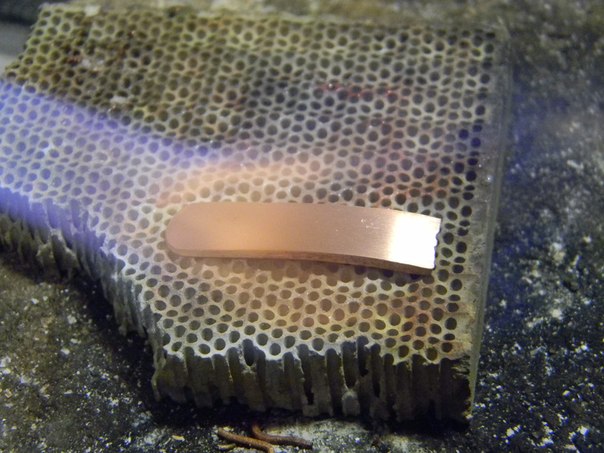


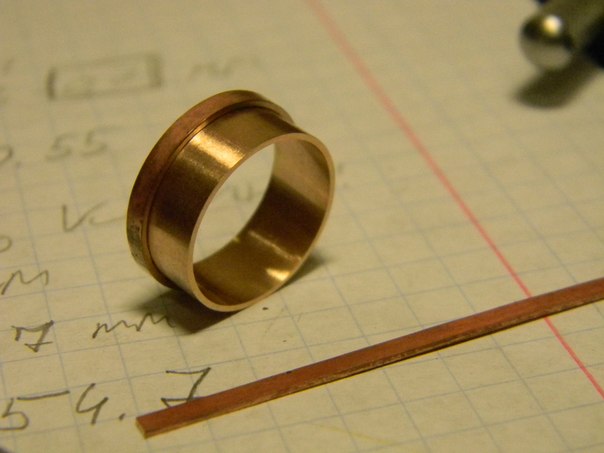
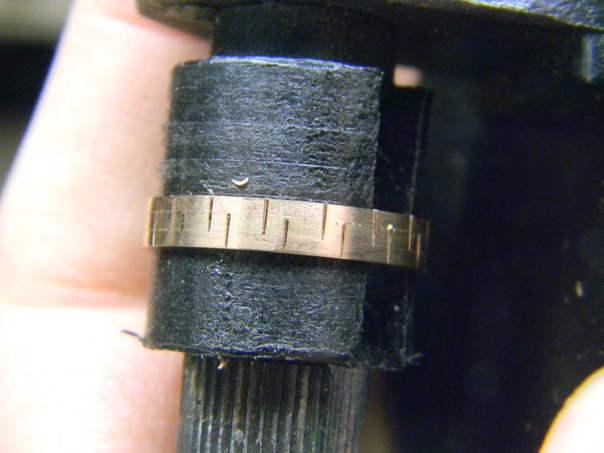







 |
|
Offline |
|
|
Сообщений: 171
Регистрация: 28.05.2012 |
Сегодня будут дарить:
 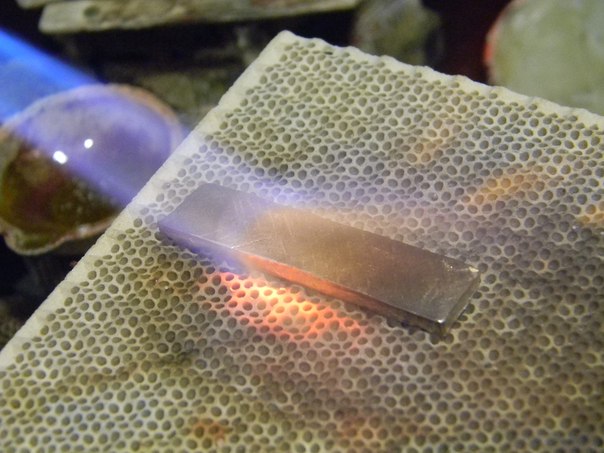 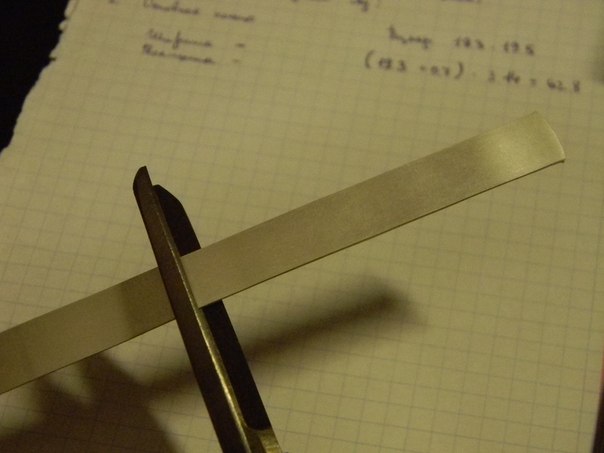 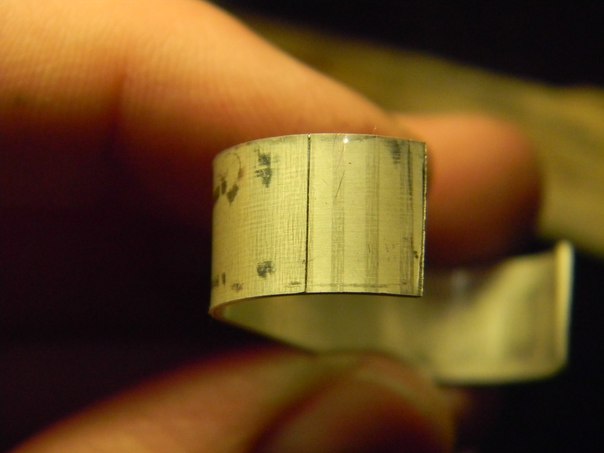     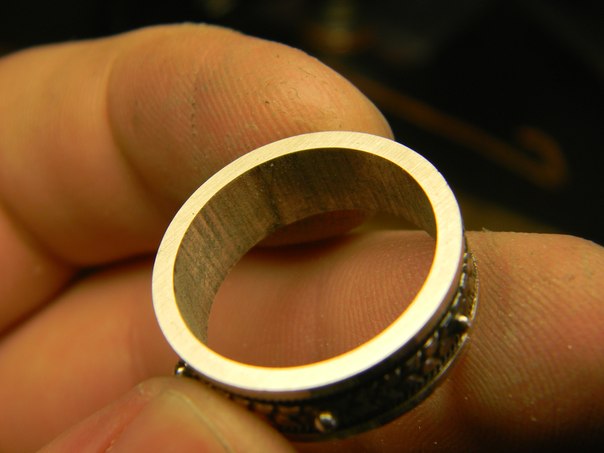        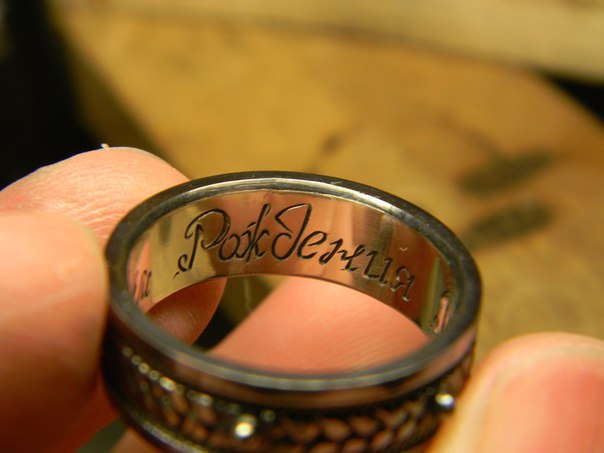      Колос с зернью вращается. Колос с зернью вращается. |
|
Offline |
|
|
Сообщений: 171
Регистрация: 28.05.2012 |
tof71, normi, Спасибо Вам уважаемые Мастера за мнения, и корректность!
... вариант Норми : Для такого типа каста рант самое то. Гаджимурад сделал рант, вот только я бы припаял концы шинки к боковым стенкам ранта. Для этого конечно пришлось бы его сперва сделать на много выше чтобы потом выпилить его под диаметр кольца. он мне близок, потому что были мысли так сделать... но как Вы правильно сказали, тогда каст под камнем нужно было делать с учётом векторной выборки под фалангу пальца... А я с начало сделал каст... потом шин... Вообщем ладно, что говорить... Отдал - понравилось... Бесценный опыт получен... В следующий раз сделаю лучше. P.s. Раздвоенный просто шин, простота – пожелание заказчика. Расположить камни ромбом на мой взгляд было разумнее всего, таким образом асимметричность вставок стала менее заметна. О целостности вставок... о том что квадратные вставки имеют разную длину сторон - нужно говорить или это всё же и так видно?! Работал с тем что дали (привезли из свадебного путешествия... ну как привезли...довезли... Угол большого камня откололи уже в России, случайно уронив...хорошо хоть не разлетелся. Маленькие "квадраты" имеют хрупкий, тонкий рундист и как можете видеть в пути им тоже досталось...) Я естественно наотрез отказался, говорю айда в магазин, выберем ровные . На что услышал "нет... а куда мы тогда эти денем... поставь пожалуйста эти... ну ты же ювелир... придумай что нибудь... и т.д..."
Эм...ну... дело то хозяйское... 
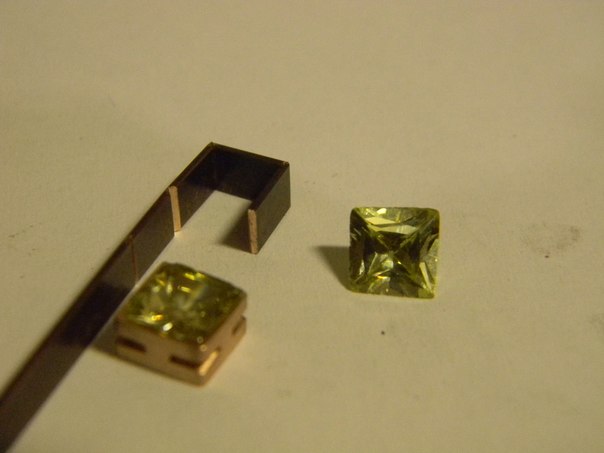
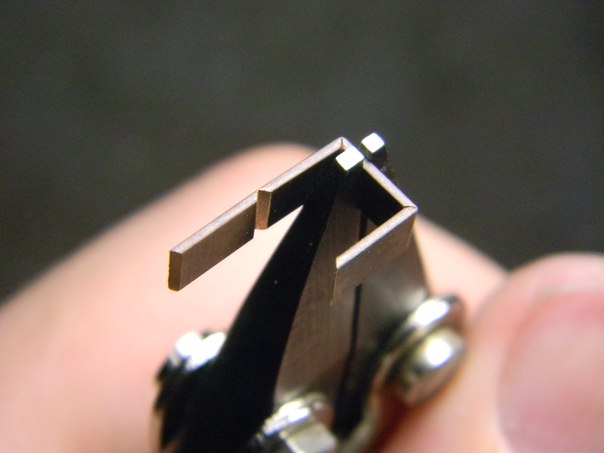
...толщины у рундиста нет (в маленьких вставках) - кромка острая...- невдомёк, для чего как лезвие то его затачивать было?!?!?! -   
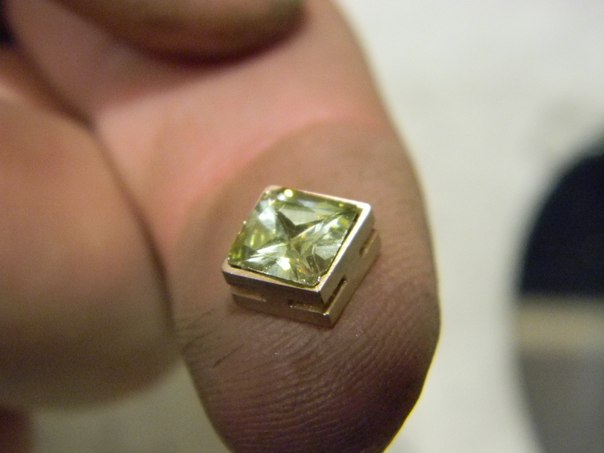
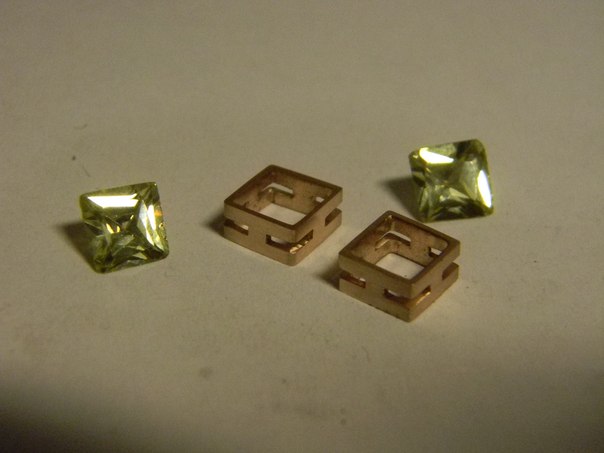
Камень почти квадратный... 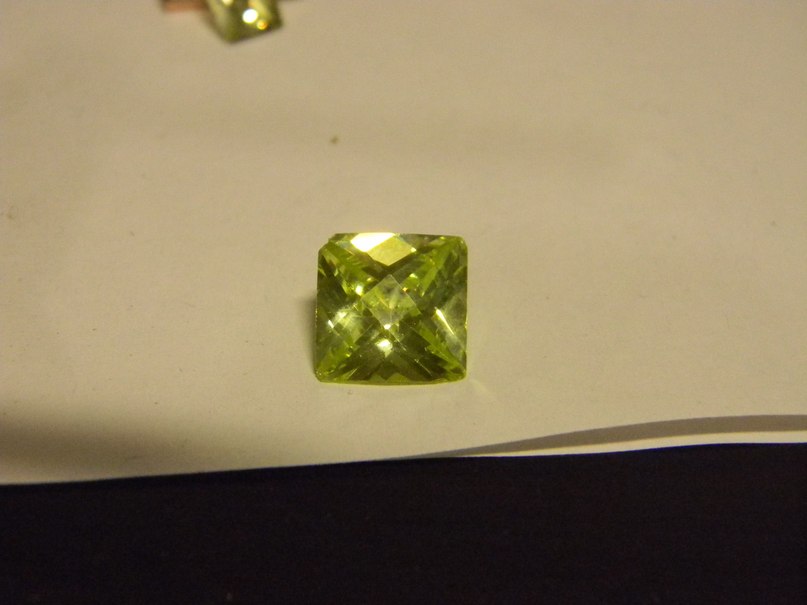
у большого камня толщина рундиста есть, но она, не хило гуляет... 

Ну и то что в итоге получилось: 






P.p.s.
 ... ...
(...фото не для этого форума...)
Изменено:
- 09.07.2013
|
||
|
Offline |
|
|
Сообщений: 1953
Регистрация: 13.01.2013 Откуда: Крым. |
           |
|
Offline |
|
|
Сообщений: 5886
Регистрация: 19.10.2010 Откуда: Челябинск |
Цитата из википедии? "«Во все тяжкие» ( Breaking Bad) — , созданный Винсом Гиллиганом. Сюжет сериала повествует об учителе химии: заболев , он начинает заниматься изготовлением ради обеспечения будущего своей семьи. Действие сериала происходит в , . Сериал получал премии «» в, , и годах, включая престижную (2008, 2009, 2010). На данный момент идет показ 5-го сезона. Его съёмки прошли в начале 2012 года. Сезон будет разбит на две части, каждая — по 8 эпизодов. Первая часть вышла 15 июля 2012, вторая выйдет 11 августа 2013 года." |
||
|
Offline |
|
|
Сообщений: 56
Регистрация: 06.11.2012 Откуда: Санкт-Петербург |
Валера Сурик,
Пап.. что за плетение... Как называется? Как делать?... есть алгоритм? 
Из похожих нашел... "Бриз".. так называемый и еще кольчужное плетение смахивает. Вот... 
и вот...  |
|
Offline |
|
|
Сообщений: 3053
Регистрация: 22.09.2010 |
А первый рисунок - прикольно вроде здесь его обсуждали..... |
||
|
Offline |
|
|
Сообщений: 5886
Регистрация: 19.10.2010 Откуда: Челябинск |
Леонид,
"ПОДГОТОВКА МОДЕЛИ Пористые поверхности, такие как дерево, обожжённая глина или гипс, должны быть с защитным покрытием для предотвращения проникновения резины в поры. Несколько слоев парафиновой пасты с последующей просушкой и полировкой, или расплавленный парафин, петролатум, раствор поливинилового спирта и мыло — все это подойдет для защиты таких поверхностей." |
|
Offline |
|
|
Сообщений: 171
Регистрация: 28.05.2012 |
Владимир, да было бы за что)) Вопрос ведь не праздный и его стоит расширять по мере возможности. Даже если это лист ватмана свёрнутый в трубу - лишь бы результат радовал
.
P.s. 

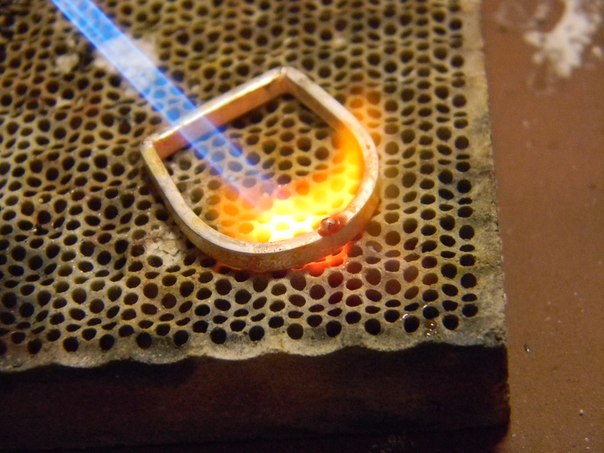
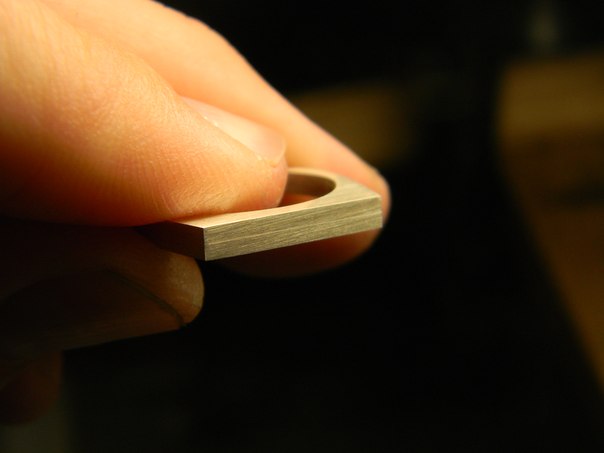

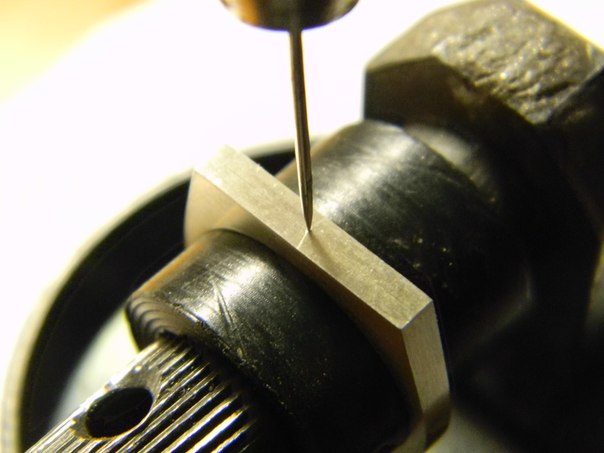












p.p.s. Обратил внимание, что на двух фотографиях замок закрыт не до конца (пост 617). Подзаклинело его... Жестковата пружина... А так всё честно, работает по всей заданной "дистанции" : 

Изменено:
- 21.08.2013
|
|
Offline |
|
|
Сообщений: 282
Регистрация: 27.11.2011 |
Приобрёл эту горелку по причине:
- перейти на газ - имеется производительный компрессор - 1300*с (плавка без проблем) Но увы 15гр латуни еле-еле. Перед покупкой звонил менеджеру по характеристикам,заверял: 100гр Ag потянет.Давлен.газа от 0,5-1атм., давлен. воздуха до 3атм. Может кто- нибудь пользуется такой горелкой,поделитесь опытом. С уважением.    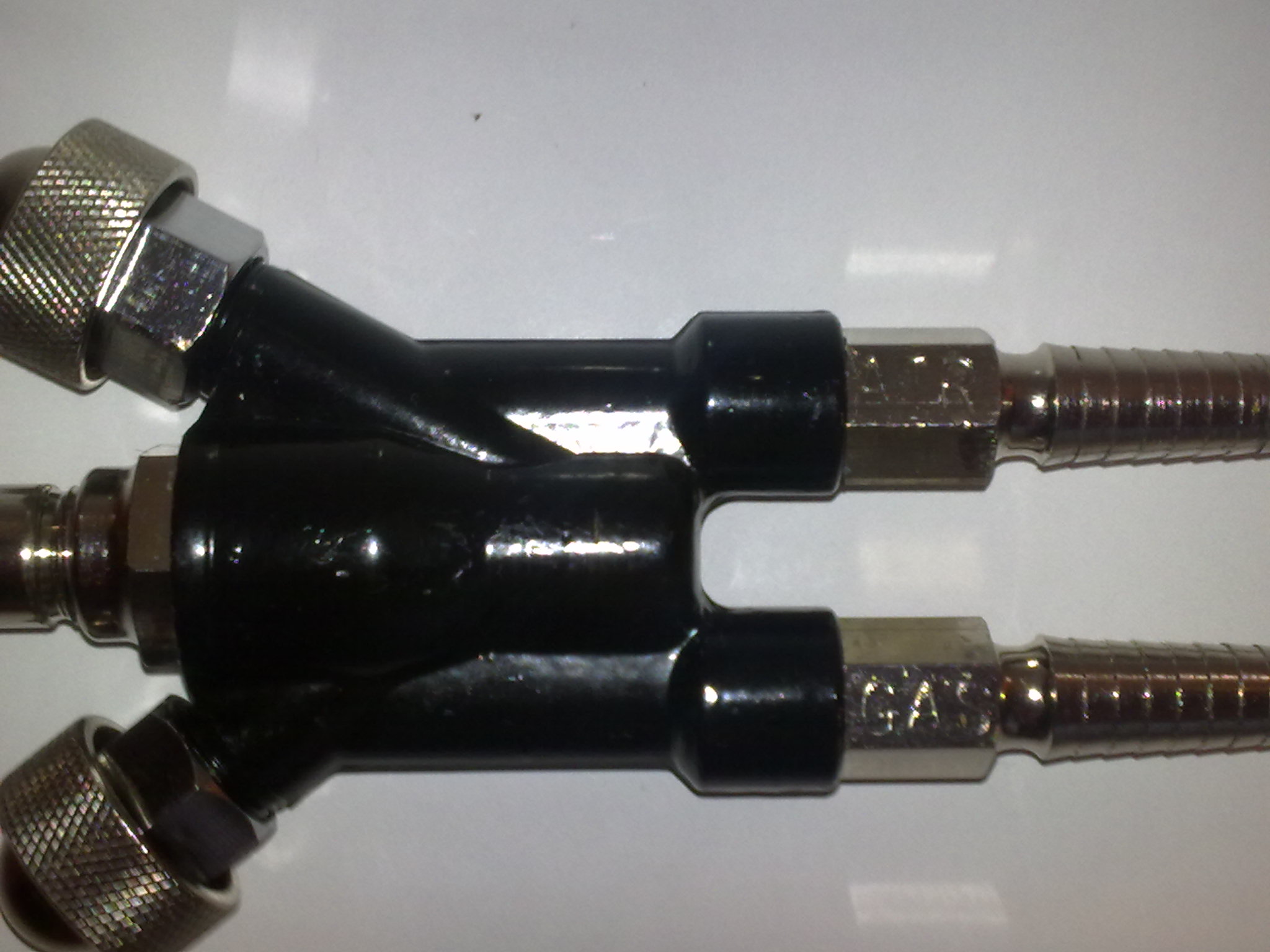     |
|
Offline |
|
|
Сообщений: 1569
Регистрация: 30.06.2011 Откуда: Москва |
Не сиделось мне спокойно на пятой точке, нашлось и на неё приключение....







Изменено:
- 02.09.2013
|
|
Offline |
|
|
Сообщений: 192
Регистрация: 11.09.2013 |
Собственно, продублирую тут, еще сунул на форум родного города. Ну мало ли, вдруг кто электронику препарировать соберется или оловом паять чего нибудь. Да и просто чтиво для релаксации, в стиле "как оно может быть". Это не мой текст, это компиляция всего по немногу с форумов и сайтов, этакий "винигретик" - приятного аппетита )))
Выбор и покупка паяльника - ЧаВо 
Часть 1 (обзорная) - Разумная цена. - Термостабилизация. - Регулировка температуры. - Достаточная мощность (от 60Вт). - Сменные жала разных профилей. - Компактность, тонкость, легкость. - Необгораемое жало (Hakko, Goot, Quick). Идеальный паяльник ( ) - Ersa i-Tool pico - Ersa i-Con pico - OKi PS-800 - OKi PS-900 - Quick 202 ESD - Quick 303 ESD Хороший паяльник ( ) - Goot CXR-31 - Goot PX-201 - Goot PX-501 - Goot PX-601 - Atten AT937B - Atten AT938D Терпимый паяльник ( ) - Hakko 936A - Lukey 936A - Gordak 936A - Baku 936A - Hony 936A - Atten 936A Картинки паяльников 







Обзоры паяльников По девайсам и использованию По точкам продажи в Гродно: - Николай "авиакассы" ул.Горького 678-46-68, 284-11-22 - Игорь "огород" (грандичский рынок) 788-22-77, 044 788-22-77 - Юрий "пульты ду" (корона В-7-254) 784-84-27, 633-71-80 - Грандичский рынок (павильон "Электрик") - Скидельский рынок (снизу в железе) - Южный рынок (кабели и электрика) По точкам продажи в байнете По интернет магазинам По радиодеталям в байнете По покупкам на диэлэкстрим, байинкоинс Часть 2 (теоретическая) Станция или паяльник Хороший термостабильный паяльник лучше станции за ту же цену. Паяльник компактнее, легче, его проще хранить и легко носить с собой. Однако у станций есть гальваническая развязка от сети, ее не пробьет и не угробит сетевым напряжением схему. Керамика или нихром Принципиальной разницы нет. Керамика (пленочный нагреватель) выдает чуть больше мощности и чуть быстрее геется, она долговечнее, работает годами. От малейшего температурного перекоса керамику может расколоть (если жало короче нагревателя). Отличить керамику от нихрома просто. Достаточно посмотреть на торец нагревателя. Керамика гладкая и имеет "ступеньку". У нихрома торец замазан чем-то вроде цемента. Нихром дешевле, не боится механических повреждений, но перегорает за пол года-год (нон стоп). Все китайцы занимаются выпуском копий (подделок) станций японской компании Hakko. Подключить японский керамический нагревательный элемент (Hakko A1321) вместо нихромового китайского без доработки станции не получится. Он сразу же начнет перегреваться и может выйти из строя. Керамика/нихром? - Первое, цена. Нагревательный элемент пленочного типа (Hakko) не может стоить в розницу дешевле $10-$15. Отсюда паяльники (CT-96) и станции с регулятором, цена на которые низка, в 90% случаев имеют нихромовый нагреватель. - Второе, сопротивление. Нагреватель Hakko состоит из двух, находящихся в толще керамической палочки, дорожек. Одна дорожка, от которой идут два контакта - это нагревающий элемент. Его сопротивление 2.5-3.5 Ом. Вторая дорожка (термосопротивление/терморезистор/термистор) имеет сопротивление 43-58 Ом. - Третье, внешний вид. В нихромовом нагревателе с торца можно увидеть следы белого цемента, у японского видны пленочный нагреватель и терморезистор (в виде петляющих змейками дорожек). У керамического нагревателя торец плоский. Медь или никель Необгорающее жало. Это медное жало, покрытое тонким слоем никеля. Никель перекрывает доступ к меди, защищая ее. Время работы не ограничено. Чистить от нагара не нужно. Медные жала быстро выгорают, их надо постоянно подтачивать, с медного жала сложно убрать весь припой. Медное жало. Прекрасный тепловой контакт. Но растворение меди в припое, необходимость замены конструкции жало-нагреватель примерно раз в год. Это при ежедневной работе около 6 часов. Любоё защитное покрытие ухудшает тепловой контакт с зоной пайки и вынуждает применять физическое усилие для разогрева припоя или повышать температуру жала, чтобы это компенсировать. Аналогичная ситуация с латунным жалом. Клин или косой клин По умолчанию паяльник продаетя с жалом конусного типа, оно подходит для пайки "подачей". Припой подается к месту пайки вместе с жалом паяльника. Встречается жало "игла", это тоже конус, только тонкий. Тонкое сечение "иголки" мгновенно теряет тепло, жало прилипает к плате. Оптимальное жало «отвертка» или «клин», довольно удобна заточка типа "косой клин". Это тот же конус, кончик которого сточен с одной или с двух сторон, по типу отвертки или медицинской иглы. Обладает отличной теплопроводностью, лучше шириной 2-3мм. Целюлоза или сетка Необгорающее жало следует вытирать о целлюлозную губку, она продается в магазинах косметики. С виду желтая картонка, в воде мгновенно превращается в мокрый, вспененный "кирпич". Еще продают сетчатую мочалку для мытья посуды - отличная вещь. Сунул паяльник, а достал сухой и чистый. Можно использовать средства женской гигиены на основе ваты или целюлозы, например, ватные диски или тампоны. Пользоваться менее удобно, но результат ничем не хуже. Зато есть практически везде. Терморегулировка или термостабилизация Без термостабилизации жало будет перегреваться. Нагрев отвертки в пламени спички или в пламени костра будет примерно одинаковым, до температуры пламени. А мощность нагревателя разная. Регулировать температуру просто: в нужный момент выдернуть отвертку из пламени (отключить нагреватель). Вопрос перегрева лишь вопрос времени. Если подать на нагреватель номинальное напряжение, перегрев наступит через время "Т", а если подать половинное напряжение (через диод или регулятор мощности), то через время "2Т" (примерно). Только термостабилизация или управляемое отключение нагревателя решит проблему. Перегрев или недогрев Не стоит греть паяльник выше 300С, не стоит держать в нагретом виде сухим (без припоя). Покрытие жала окисляется при высокой температуре и перестает смачиваться припоем. Оптимальная температура 250-300 градусов, обычный паяльник, без регулировки, дает 350-400 градусов. Самое простое решение, диммер (регулятор мощности), используется для плавного зажигания или гашения света в комнате. Это такая "розетка" с крутилкой. Продается в магазинах свето и электротехники. Стоит около 10у.е. Включается в разрыв одного из проводов питания. Берем кусок хлопчатобумажной ткани (полотенца), смачиваем ее водой. Припой бросаем в баночку с канифолью. Несколько раз проводим жалом по влажной ткани, убираем окисел. А затем, пока жало не окислилось, погружаем в канифоль и начинаем топить в канифоли припой. Канифоль растворяет окислы, а припой их залуживает. Вытираем о ткань жало, можно работать. Важно, чтобы температура была не выше 300 градусов, иначе жало обгорит и перестанет смачиваться припоем. Паяльники российского и украинского изготовления (нагреватели) намотаны честно, на 220В. Поэтому работают с номинальным нагревом при 220В, либо недогреваются, когда напряжение снижается. А китайцы спирали недоматывают. Номинальный нагрев при 170-180В, поэтому в разрыве провода стоит диод. Китайское паяльное оборудование из серии "дешево и сердито". Их основной недостаток с применением регулятора мощности недостаток превращается в достоинство. Паяльник 25вт в случае необходимости можно разогреть как 40вт, или отрегулировать, чтобы только-только плавил припой. При этом следует учесть, что в разрыве одного из проводов питания китайского сетевого паяльника стоит диод, отсекающий половину сетевой синусоиды, а провода могут играть роль резистора (попросту греться). Провод меняем на акустический, диод выбрасываем, добавляем диммер (светорегулятор). Особенно полезен такой "недостаток" при сниженном напряжении в сети, но с регулятором. Иначе перекал и невозможность пайки (припой не берет). Лучше брать 40вт, он практически универсальный. Калибровка паяльника. Чтобы измерить температуру жала, установите паяльник вертикально жалом вниз на шарик термопары мультиметра, расплавьте каплю припоя диаметром 3-4мм, покрыв термопару и кончик жала паяльника и улучшив теплопередачу. В режиме полной мощности температура жала паяльника составляет 540-550 градусов. В режиме пониженной мощности (через диод) на паяльник подается напряжение с одним полупериодом. В результате температура жала падает до 350-360 градусов. Защита глаз -) 

Гродно, ул.Победы,28 grodno@vostok.by 51-45-47 Blade или лезвия -) 




Ну, раз уж упомянули топ-паяльники, то вспомним и о топ-железяках, которыми изоляцию срезать можно. Для гламурных людей со станциями "эрса" или "окай" - ножики "страйдер". Для обеспеченных прагматиков - "ольфа" (с комплектом лезвий). Для небогатых эстетов - одноразовые скальпели со жменей лезвий. Для упрощенных пользователей - обыкновенные канцелярские ножи (с набором сегментированных лезвий). - Strider SMF - Strider CC - Olfa 300 - Olfa NA1 ул.Доватора, 7 08.30-17.00, 12.30-13.00, СБ, ВС вых. тел. 964-304 тел. 482-618 Брэнды или фирмы - CT - ZD - Ersa - Pace - Atten - Baku - Kada - Goot - Antex - Quick - Lukey - Aoyue - Weller - Hakko - Pros-Kit - Solomon - Xytronic Японские шедевры Den-on Instruments - Станция SS-8100 (снята с производства) - Станция SS-8300 - Станция SS-8400 - Паяльник SS-8200 Китайские шедевры CT Lukey Best Aoyue Sunkko ZD Quick Baku Solomon Ya Xun (YX) Отечественные шедевры - "Актаком" ( ) - "Светозар" ( ) - "Колибри" ( ) - "Магистр Мини" Ц20А2 ( ) Практика или удобство (с) Во-первых, желательно иметь два паяльника. Во-вторых, удобных паяльников не так уж и много. В-третьих, важна конструкция жала, на втором плане корпус. Сама коробка станции, наличие индикаторов, регулировок и обратных связей по большому счету на плавление припоя не влияет, в 80% случаев достаточно простого аналогового регулятора температуры (ручки), температура подбирается «на глаз» в зависимости от припоя, флюса, толщины деталей... Смысла приобретать паяльники в составе станций нет, станция стоит как 8 паяльников и ничего кроме банальной регулировки температуры «на глаз» не обеспечивает, простейший тиристорный регулятор стоимостью в $1 делает то же самое. Имеет смысл приобретать самый дешевый вариант с PVC проводом, его все равно менять. Свойства хороших паяльников: Недорогие. Невесомые. Нетолстые. Хорошо лежат в руке и на столе без подставки. Модульный нагревательный элемент, сменные и удобные жала. Английская фирма Antex, две модели заслуживают внимания, но они требуют доработки: смены сетевого провода на тонкий силиконовый (акустический "бескислородный") и приобретение или изготовление регулятора мощности. Дополнительные покупки: жала (2шт), подставка ST6, но подойдет и любая другая. Откручивается винт, удерживающий сетевой провод, провод вынимаеться и выкидывается, на место его вставляеться резиновый амортизатор и польский силиконовый провод для автоакустики, он продается на рынке. Вместо вилки либо готовый регулятор света (диммер), либо самодельный, собранный в корпусе «зарядного устройства для сотового телефона», в накладной розетке или просто в подходящей коробке. Бонусом воткнуть индикаторный светодиодик параллельно нагрузке. 

- Antex CS18 - Antex XS25 Часть 3 (геморройная) Про алгоритм изготовления 


Если на топ-девайсы не хватает денежных средств, а лоу-левел или ляо-гаджеты нас не устраивают, то можно попробовать слепить самому. Тут стоит исходить из принципа модульно-узловой сборки (покупать готовые запчасти и собирать уже из них). Конструкция состоит из примерно следующих элементов: сетевой вилки (корпуса сетевого адаптора), предохранителя, тумблера, регулятора мощности (цепи 220в), понижающего трансформатора (импульсного или электромагнитного), выпрямителя (диодного мостика и конденсатора), регулятора мощности (шим на таймере 555), автомобильного предохранителя ампер на 5, светодиодного индикатора, рукоятки паяльника, нагревательного элемента, жала, провода питания. Начнем с регулятора мощности, поскольку тут возможны варианты. Можно купить готовый (10уе или около 100 000 блр.), можно собрать самому. Тут все зависит от размера, мощности и эстетического чувства. Начнем с серийных вариантов. - Диммер (светорегулятор в виде врезной розетки + монтажная коробка к нему: ) - Твердотельное реле (KIPPRIBOR MD похож на диммер, только мощнее + корпус к нему: ) ( ) ( ) Аналогичный симисторный регулятор мощности можно собрать самому, в различных вариациях. Например, можно поиграться с корпусом, с начинкой и с принципом самой регуляции. В массе своей это будет фазик, т.е. фазовый регулятор мощности. Собрать устройство можно в корпусе зарядного устройства старого мобильного телефона, в корпусе накладной розетки с прозрачной крышкой (для санузлов), в корпусе самого паяльника (ZD80, ZD90). Наконец, корпус можно собрать самому из кабель-канала, из брусков, листов пластика, самоклейки, алюминиевого профиля. Это в случае, если нужно куда-то деть неуклюжий понижающий трансформатор и плату регулятора. В случае с самодельной конструкцией, следует помнить, что схемы есть тру и треш. То есть рабочие, и те, в которых недостатков больше, чем достоинств. Так симисторные схемы создают помехи, примитивные транзисторные разве только не воспламеняются, а шим способен "подать голос". Примеры схем (регуляторы мощности) - фазовый ( ) - фазовый ( ) - фазовый ( ) - фазовый ( ) - фазовый ( ) - фазовый ( ) - фазовый ( ) - шим 220 ( ) - шим 220 ( ) - шим 220 ( ) - шим 12 ( ) - шим 12 ( - шим 12 ( ) Примеры паяльных станций (самодельные цифровые станции) Паяльник CPU Паяльник Миха-Псков Паяльник Юха Паяльник vgorev Изготовление нагревателя (самодельные нагреватели) 

Если хотите сделать самодельный паяльник, купите вначале хорошее "вечное" или никелированное жало системы "пруток". Два-три паяльника различных "номиналов" лучше одного универсального. Цена паяльника будет определятся ценой хорошего жала. Всё остальное - копейки. Если жало решите сделать медным (что лучше по теплопередаче, но хуже по долговечности), то денежная цена паяльника не превзойдёт цену дешёвой бутылки пива, а кайфа будет гораздо больше! Сначала желательно определить мощность девайса. Паяльник при 24в питания кушает полтора ампера, диаметр нихрома 0,2мм длина 60см (намотка бифилярная), если надо 12в и 20вт., то два ампера приблизительно от источника питания. Более толстый провод вторичной обмотки трансформатора, более толстый нихром. Меньше витков нагревателя, меньше площадь контакта с жалом. Расчет придется проверять практикой. Исходным будет значение напряжения питания. Подключаем к питанию кусок нихрома для получения еле заметного свечения (в темноте), этот кусок пытаемся использовать в качестве нагревателя паяльника. Заготовим нихром (20см длиной, диаметром 0,2мм). Отожжём, приварим выводы. Перегибаем пополам и бифилярно наматываем на жало. Осталось закрепить нагреватель стекловолоконными прядями и силикатным клеем, одеть чулок из стеклоткани и сунуть в кожух. Нужно два стекловолоконных чулка, стеклянная нитка и силикатный клей. Как сделать выводы нихромового нагревателя? Один слой с выводами от разных сторон нагревателя не вариант. Значит, мотаем бифилярно! Перегибаем отмеренный отрезок нихрома пополам. Закрепляем перегиб с помощью стеклотканевой нитки и клея. Уложить спираль ровно с поможет нитка. После закрепления выводов стеклотканевой ниткой, технологическую тканевую нитку можно убрать, а можно оставить и нюхать, как она обгорает при первом включении. Обмазка на основе песка, талька и силикатнго клея технологична в приготовлении, хранении, нанесении. Нанесение мокрым шпателем. Сушим, шкурим. После определения длины, привариваем медные выводы (МГТФ) и подвергаем нагреватель экстремальному нагреву с целью придания мягкости (отжиг). Мягкий нихром лучше укладывать. Кроме того, при отжиге создается оксидная пленка, помогающая изоляции витков. Нагреватели могут бть в стекловолоконных "чулках". Чулки взяты с термоустойчивых проводов. Доступны в любом магазине, торгующим электрооборудованием. В этих же магазинах можно купить тонкие термоустойчивые трубки для изоляции выводов нагревателя и термопары. Ищите патроны для мелких галогенок. Шнурок. Провода питания нагревателя и провода термопары (МГТФ) помещены в обувной шнурок. Достаточно устойчивая и мягкая оболочка. Внутри четыре провода. Два питания нагревателя и два для сигнала с термопары. Решено сделать провод из провода МГТФ. Надо сказать, что толщина жилок родного провода невелика. Метровый пучок МГТФ из 5 проводов был сделан. Далее предстояло сунуть этот пучок в трубку. Термоусадка и пвх трубки показали недостаточную мягкость. Поэтому я решил засунуть его в шнурок, для чего он был взят у жены на время. Как просунуть пять гибких проводов в шнурок? Засовываем концы пучка в 4 сантиметровый кусок термоусадки и обжимаем. Желательно термоусадку по диаметру, иначе может вылезти. Далее действуем по принципу продевания резинки в штаны. МГТФ летит к выходу из шнурка. Далее разбираем паяльник. Он легко раскручивается, а плату можно вытолкнуть отверткой. Далее прозваниваем провода и надеваем на них разные по цвету термоусадки, чтоб не перепутать. Можно конечно сначала запаять, потом определить провода с другой стороны, но следует учитывать что сопротивление термопары и нагревателя невелико и тестер пищит даже при прозвонке нагревателя и термопары. Втыкаем разъем, включаем станцию. Не работает. Потом проверил два свободных контакта на разьеме родного провода. Оказалось, они замкнуты между собой, это чтоб станция поняла что в нее воткнули паяльник. Замыкаем провода в разьеме кусочком провода. Провод получился офигенно мягким и приятным на ощупь. Правда синтетический шнурок не огнеупорен. Сами провода не плавятся, да и нету меня привычки палить провод паяльника. Вообще то можно просто сплести косичку из 5 проводков МГТФ, но черный паяльник с розовым проводом смотрится некрасиво. Изготовление нагревателя К ручке из дерева прикреплена медная трубка (тормозная, топливная), в которую запрессовано "вечное" жало. На жало намотано 2-3 слоя стеклоткани, по которой навивается нагревательная спираль (вместо нее можно использовать тальк/силикат). Снаружи спираль изолируется стеклонитью или смесью тальк/силикатный клей. Трубку разогревают горелкой и напрессовывают на хвостовик стального основания (сверло, гвоздь, торчащий из рукоятки паяльника). На жало наматывают два слоя стеклоткани нихромовую спираль. Спиралью служит нихромовый провод диаметром 0,35мм (спираль электроутюга) сопротивлением 5-5,6 Ом. Пропускают сквозь отверстие в ручке шнур питания, свитый из трех изолированных гибких проводников. Трансформатор для питания паяльника должен иметь хорошую межобмоточную изоляцию и ток вторичной обмотки около 1А. Источник питания Пониженное напряжение питания паяльника, оптимально 12 вольт. С одной стороны безопасно, с другой стороны, подходят слегка модифицированные импульсные блоки питания от галогенных ламп формата MR11-MR16. Они компактные и легкие. Покупается блок питания для галогенок, не меньше 100Вт. Паяльник легчайший (БП в виде ИИП лежит в стороне от самого паяльника). Все, что нужно, заменить транзисторы на более мощные и установить их на радиаторы. На выходе переменка 11,5-12в. Если 100Вт, то внутри меняются силовые транзисторы на MJE13009 или подобные. И он становится мощнее, ферриты позволяют. В принципе, можно оставить штатные 13003 или 13005 (последняя цифра - ток). Но если не заменить, или не добавить им радиатор - при долгом нагреве - стрельнут. Потом сверлим дырки в корпусе и ставим пропеллер от видеокарты. Выводим многожильным медным 2х проводным "акустичским" силиконовым проводом Ф2,5мм эти 13,5В наружу. Добавим тумблер и готов блок питания. Дальше блок регулировки, это или диммер до, или шим после. "Дизельный" паяльник Сделал паяльник, используя свечу накала от дизельного двигателя автомобиля. В итоге паяльник нагревается примерно за 60 секунд до рабочей температуры, работает от 12в, держит заданную температуру. Так чт
Изменено:
- 04.10.2013
|
|
Offline |
|
https://www.traditionrolex.com/13