Здравствуйте! У меня такая история: приобрел Муфельную печь, вакуумную установку с вибростолом, во общем все необходимое для литья! Столкнулся с такими проблемами : после прокалки формасса в опоке трескается( три этапа прогрева 130 гр 2 часа, 350 гр 2 часа и 730 гр 2 часа, после чего опускаю температуру до 500 гр) Ставлю опоку в вакуум начинаю заливать металл , он продавливает формассу и вытекает вниз! Если есть возможность опишите в подробностях как и что делать ????? ( Инструкцию по литью взял с формовочной массы Satin cast 20. )
Июн02
Вторник
Текущее время Вт Июн 2, 2026 20:11
https://www.traditionrolex.com/13
Поиск по форуму
►
Поиск по фразе "satin"
|
Сообщений: 3
Регистрация: 07.02.2013 |
|
|
Offline |
|
|
Сообщений: 47
Регистрация: 28.10.2013 |
|
||
|
Offline |
|
|
Сообщений: 4
Регистрация: 18.06.2008 |
ЕвгенийSPB,
Два первых раза использовали ГИПС KERR SATINCAST 20 последний раз Формовочная смесь VPC-POWDER Yasui |
|
Offline |
|
|
Сообщений: 47
Регистрация: 28.10.2013 |
|
||
|
Offline |
|
|
Сообщений: 760
Регистрация: 02.05.2012 Откуда: Екатеринбург |
Не много нарыл на него: Опасность, риски, возможный вред Из-за высокой щелочности и возможности того, что он может превращатся в нитрозамины (некоторые из них являются канцерогенными), его использование в косметике должно уменьшаться, как ожидалось. Тем не менее триэтаноламин по-прежнему широко используется с 2009 года. Исследование 1996 года показало, что триэтаноламин иногда может быть причиной контактной аллергии. Исследование 2001 году показало, что солнцезащитный крем с содержанием TEA вызвал аллергический контактный дерматит Группа CIR Эксперт оценила научные данные и пришла к выводу, что триэтаноламин безопасен для использования в косметике и средствах личной гигиены, предназначеных для непостоянного использования с последующим тщательным смыванием с поверхности кожи. В продуктах, предназначенных для длительного контакта с кожей, концентрация триэтаноламин и не должна превышать 5%.Триэтаноламин не должен также использоваться в продуктах, содержащих N-nitrosating агенты, чтобы предотвратить образование возможно канцерогенных нитрозаминов. |
||
|
Offline |
|
|
Сообщений: 10
Регистрация: 27.08.2014 |
Приветствую всех, хочется по-интересоваться, кто сколько времени выдерживает опоки после заливки металла ( речь идёт о красном золоте 585*), перед охлаждением в воде? Гипс Satin Cast Extreme, литьё проходит под давлением! Спасибо!)
|
|
Offline |
|
|
Сообщений: 4385
Регистрация: 28.02.2006 Откуда: Волжский |
Самый простой способ, поплевать на опоку, |
||
|
Offline |
|
|
Сообщений: 1040
Регистрация: 29.08.2011 Откуда: Пятигорск |
ripli18,
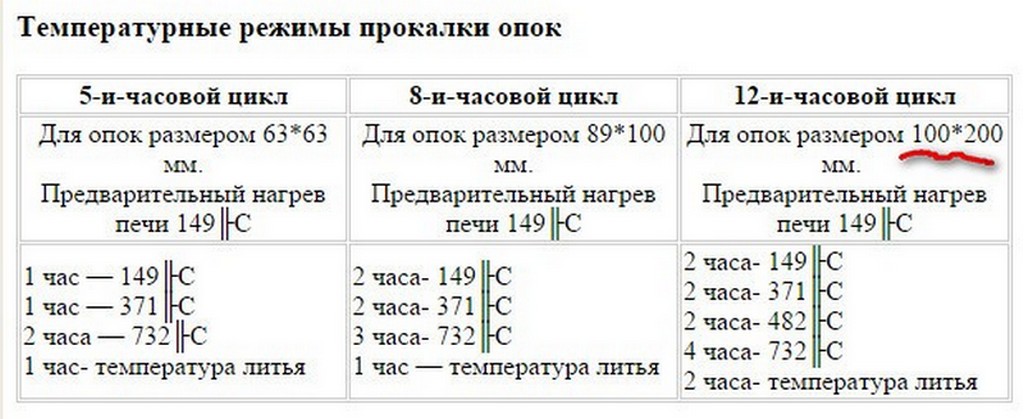
НЕ проверял то что ниже сообщаю но мне такое сообщили . Литьевой фотополимер Во-первых, важно отметить, что литье из фотополимера и воска два разных процесса. Фотополимер не вытапливается, а выжигается. Соответственно процесс и цикл выжигания совершенно иной. Важно, чтобы напечатанный образец был полностью закреплен (т.е. выдержан под ультрафиолетом). Для отливки точных моделей, например, ювелирных изделий, используют формомассы Plasticast. Для обычных изделий Satincast, как более дешевый вариант. В качестве базовых шагов можно использовать данную памятку, затем адаптировав под свои детали. ПАМЯТКА ПО ПОДГОТОВКЕ МОДЕЛЕЙ ИЗ ПОЛИМЕРА К ВЫЖИГАНИЮ 1. После построения, модели необходимо сразу промыть в спирте (изопропанол или медицинский) в УЗМ не более 5 минут, сначала в ранее использованном, затем в чистом. 2. После этого модели необходимо высушить сжатым воздухом, особо внимание уделяя отверстиям малого диаметра, для того чтобы удалить из труднодоступных мест остатки жидкого полимера перед сушкой и фотоотверждением. 3. Аккуратно скальпелем удалить поддержки и в случае необходимости - ещё раз дополнительно промыть в УЗМ (1 мин), затем снова высушить сжатым воздухом. 4. Поместить модели в инкубатор (38°С) на 30 минут или в сухое темное место при комнатной температуре на 6 часов. 5. Поместить модели в лампу для фотоотверждения до полного отвердевания (около 2-часов, переворачивать каждые 20-30 минут). 6. После отвердевания поместить в герметичный пластиковый пакет и можно отправлять на производство. 7. ВАЖНО!!! При прокаливании муфельной печи отсчёт необходимо начинать не с 0°С, а с комнатной температуры (23-25°С). 8. ВАЖНО!!! Т.к. полимер не вытапливается, а выгорает – муфельная печь должна быть с принудительной вентиляцией. ГРАФИК ПРОКАЛИВАНИЯ (Plasticast) для малых изделий 1. Смешать формомассу (38мл воды (24-26 градусов) на 100гр порошка), согласно инструкции. 2. Оставить на 2-4 часа до помещения опоки в печь (в зависимости от размера модели). 3. Поместить опоку в печь прогретую до 149°С на 2 часа. 4. Нагреть до 371С (на 116°С в час) и выдержать при этой температуре 1 час (на этом шаге выжигается полимер, если деталь большая, нужно увеличить время). 4. Нагреть до 732С (на 116°С в час) и выдержать при этой температуре 2 часа. 5. Понизить температуру до температуры отливания и выдержать 1 час, затем отливать. |
|
Offline |
|
|
Сообщений: 55
Регистрация: 26.06.2014 |
И ведь нигде не сказано, что нельзя нагревать выше 750 С. А то будет разлОгаться и гореть
Странно, что написано об Satin Cast Xtreme как о формомассе для литья с камнями. Это тот же Satin Cast 20, но с изменённой пропорцией "наполнителя" в сторону кристобалита. Проявиться это может на больших опоках и/или на критичных условиях прокалки - ИМХО. Satin Cast Xtreme is based on the Satin Cast 20 formula, however it contains a higher percentage of cristobalite, making it best suited for casting White gold. Керр пишет, что это, типа, лучше для литья белого золота. Имеется в виду высокая температура. Но это больше коммерческий трюк. Некоторые вещи в таблице забавны и неправильны. Но оставим это для консультаций иного рода. |
|
Offline |
|
|
Сообщений: 55
Регистрация: 26.06.2014 |
"лучший кристобалит" - по каким признакам?
Какие объективные факторы принимаются в рассмотрение? Кроме того Вот банальный вопрос. Зубная паста. Какая лучше? Каждый день же зубы чистим. Давайте представим подобную дискуссию. Каждый будет описывать ощущения и показывать свои зубы. Ёлка впечатляющая. И что? Только с этой формомассой можно отлить? Вот мы изготавливаем и торгуем растворами для родирования. Но я никогда не скажу, что наш раствор лучше Родуны, например. Или лучше Легоровского. Или что Родуна лучше, чем Легор. Или наоборот. Такой вопрос в принципе не может даже звучать. Хотя бы потому, что должны быть определённые объективные критерии, по которым мы можем оценивать тот или иной продукт. Какие объективные критерии существует для ювелирных формовочных масс для их сравнения? Да особо никаких. Нет стандартов или ГОСТов на это. Ещё вопрос. Зачем, например, КЕРР выпускать KERR CAST 2000 или даже Satin Cast 20, когда они могут выпускать только Satin Cast Xtreme - ЛУЧШУЮ по их мнению смесь? Зачем им выпускать смеси ХУЖЕ той? И мы приходим к рекламе порошка Дося. Зачем пить 5 бутылок пива вместо стакана водки если потом не видно разницы? Одна крупная костромская фирма отказалась сегодня от SRS и переходит снова на KERR. Они сочли её хуже. Но вопрос звучит не так: для их рабочего процесса она не подошла. Несмотря на низкую цену. Это не значит, что где-то SRS не может вытеснить KERR. Где-то будет ЛУЧШЕ пользоваться SRS. |
|
Offline |
|
|
Администратор
Сообщений: 2054
Регистрация: 07.12.2004 Откуда: Москва |
SiO2 - 99,7% Al2O3 - 0,07% Fe2O3 - 0,03% CaO - 0,02% MgO - 0.01% Прочие примеси - менее 0,2% Даже на сайте производителя, характеристики более дешевого кристобалита С-2 не раскрываются. Вы также вряд-ли найдете характеристики кристобалита, используемого ранее описанной мной компанией Х её собственного производства. Общий подход производителей и продвинутых потребителей (интересующихся свойствами используемых в производстве материалов более глубоко) - указать, какой из кристобалитов используется в формомассе (например, гордо сообщить, что в этой формомассе премиум класса мы используем только американский кристобалит марки C-1). Соотношение такого кристобалита, кварца и более дешевого кристобалита - это большой секрет производителей, ведь именно это и определяет свойства формомасс, да и все линейки формомасс, отличающихся по цене и назначению, обычно построены по тому принципу.
Вопрос ведь можно и развернуть на 180 градусов. Зачем ювелирам покупать дорогую формомассу, если есть гораздо более дешевая? Почему бы вообще не лить в смесь гипса и песка? Ведь сработает. Да и лили раньше, старожилы помнят эти времена. И помнят также времена, когда елки обмазывали с помощью кисточки импортной формомассой, прежде чем заформовать в в смесь гипса и песка. Какие характеристики формовочных масс важны для ювелиров? Их не так много, они достаточно очевидны и зачастую требования к ним являются взаимно исключающими. 1. Чистота поверхности литья определяется степенью размола частиц. Казалось бы, почему не размолоть в пыль? Слишком мелкодисперсная формомасса теряет газопроницаемость, что ухудшает пролив, а кроме того (и это гораздо важнее), преграждает путь кислороду извне опеки во внутреннюю полость при прокалке. Выгорание воска происходит только через литниковую систем, этого недостаточно. Опеки получаются серыми, гипс интенсивнее распадается при литье с выделением сернистого газа, увеличивается газовая пористость. Дорогой кристобалит в этом случае обладает большей газопроницаемостью зачет упорядоченного образования кубической структуры (при этом, в ходе прокалки, в процессе фазового перехода объем кристобалита заметно возрастает). То есть, он позволяет без риска образования газовых пор заметно уменьшить размеры частиц формомассы, давая при этом чистую и гладкую литую поверхность. 2. Высокая термостойкость кристобалита позволяет без проблем лить более высокотемпературные сплавы - именно поэтому массы типа Экстрим, Силк и им подобные рекомендуются для литья белого золота. 3. Чистый кристобалит обладает большей геометрической стабильностью и предсказуемостью в ходе прокалки. Это позволяет правильно подобрать соотношение гипса и кристобалита и избежать перекосов в величине термического расширения на различных этапах прокалки. Как результат - опоки из более дешевых компонентов чаще трещат, что приводит к облою при литье, а зачастую и к пробою опок в ходе литья. 4. Важнейшей характеристикой ювелирных формовочных масс является соотношения прочности опор и легкости их отмывки. Дешевые формомассы содержат гораздо больше кварца - он прочнее кристобалита. Это хорошо для крупных отливок, где вес опеки может достигать десятков килограмм, да и с отмычкой в таком полупромышленном варианте, проблем не много. Но уменьшение содержания кварц и повышение кристобалита, создает некоторую проблему. С другой стороны, самый дорогой (и самый прочный) кристобалит, за счет высокой прочности и напряжений в нагретой опеке, легче отмывается при опускании опоки в воду, чем менее прочный и более дешевый. В общем, как это ни обидно, но как правило, дорогие товары действительно лучше дешевых аналогов |
||||
|
Offline |
|
|
Сообщений: 55
Регистрация: 26.06.2014 |
В общем, участвовать в этом обсуждении замечательного американского кристобалита марки С-1 я не собираюсь.
Из уважения и дружеских чувств к автору. Тем не менее. Более дешёвый или более дорогой кристобалит - это разговор ни о чём. Какие именно параметры кристобалита имеют значение - совершенно не раскрыто. Формомасса Xtreme - самая дорогая (из обычных ювелирных). Следовательно, она самая лучшая. Нужно быть производителем формомассы, чтобы сказать что вот "пробовали этот - не подошёл потому что..." И опять таки, это будет субъективная оценка конкретного производителя. Товарищу с Камы напишу в личку как избавиться от трещин, замешивая гипс с песком и не покупая супер-пупер формомассу с "лучшим в мире кристобалитом С1". Был когда-то на семинаре г-на Howard Pomerantz Говорил тогда ещё, что Satin Cast 20 не имеет аналогов, что все остальные формомассы в мире могут конкурировать разве что с дешёвыми КЕРРовскими формомассами. После семинара пытался найти этот слайд - не удалось. Забрал Померантц этот слайд и спрятал. Так что... Всё принимается, когда понимаешь, что нужно находить аргументы для продажи какой-то конкретной формомассы. Кстати, возможно, турецкая формомасса и хороша. Возможно, в чём-то не хуже КЕРР. Но мне бы посмотреть, надо бы 2-3 кг. Я напишу тебе потом про её некоторые объективные свойства в сравнении с тем же Xtreme. Турки тебе это не скажут. |
|
Offline |
|
|
Сообщений: 10
Регистрация: 12.02.2015 |
granto,
Оборудование: муфельная печь "ЭКПС-50", плавильня "Grafikarbo" с тиглем на 2 кг, опока 200*100, формомасса Satin Cast. Лью на вакуумном стакане с ресивером превышающим стакан в объёме в +-20 раз. Вакуум -0,9- -1. Прокалочный цикл 1ст. набор температуры 2 часа до 690 гр. , 2ст. прокалка на температуре 690 гр. 3 часа, 3ст. спуск температуры 30 мин до литейной 660 гр.. Средний вес опоки 250-300 грамм. Вес креста на фото 3,7 гр.
Изменено:
- 12.02.2015
|
|
Offline |
|
|
Сообщений: 1682
Регистрация: 12.10.2008 |
если предположить, что речь идет о satin cast 20, то можно найти пару-тройку отличий... потом, если еще поиграть в угадайку, то можно предположить, что говоря про вес опоки автор мог иметь в виду вес елки. тогда это тоже вызывает легкое недоумение: зачем в такие большие опоки (диам 200мм) ставить такие мелковесные елки? ведь с увеличением массы ФМ увеличивается время ее "созревания" и пр. но у автора может быть свой, не известный мне резон. так что... в общем, угадайка вещь ненадежная... легко можно, сделав неверные предположения, прийти к не совсем правильным выводам... например, может я даже марку ФМ не угадал
Изменено:
- 15.02.2015
|
||||
|
Offline |
|
|
Сообщений: 10
Регистрация: 12.02.2015 |
Leo,
Ваши предположения на 100% совпали, я использую Satin cast 20 и что б не играть в угадайку), опишу поподробнее, как я колдую. Формуюсь Satin cast 20 с водой из под крана, заранее набрав её в 5-ти литровую баклаху (для придания ей температуры, той же что и формомасса, так как они хранятся у меня в одном помещении, моей литейки). Формомасса хранится в заводском полиэтиленовом и плетёном (полипропиленовые) мишках, плюс ещё плотно закрываю в пластиковую коробку. Не рядом с водой. Сейчас, зимой, температура в помещении достигает 16-ти градусов, летом 22гр., соответственно и вода и формомасса той же температуры. На 2 кг формомассы добавляю 820-830 мл воды (специально завышал рекомендуемое кол-во воды, для разжижении во избежании "шариков" на изделиях). Размешиваю смесь в пластиковом ведре дрелью с "мешалкой"(насадка, как на кухонном миксере). Формомассу засыпаю в отмеренную воду, 3 мин. мешаю, далее из ведра переливаю в обрезанную 2л. пластиковую бутылку ( т.к. ведро не влезает под колпак на вибростоле), ставлю её на вакуумный вибростол, закрываю колпаком и довожу под ним вакуум до-0,9, -1 и только после нужного "минуса" вкл. вибростол, держу процесс держу 40 сек. Потом заливаю вакуумированную массу в опоку и по аналогичному принципу держу 90 сек. На всё тратится +- 7мин., формомасса ещё пару мин. находится в жидком состоянии. Далее через 10-15 мин, когда формомасса основательно застыла (что на ней можно писать простым карандашом), разматываю скотч с опоки и снимаю башмак. До постановки опок в печь, они (бездвижено) стоят минимум 2 часа, а зачастую и по 13 часов. И правильно подметили, средний вес ЁЛОК 250-300 грамм, но когда ёлка не высокая (примерно на половину высоты опоки 100*200), я не доконца заливаю опоку (над ёлкой на 2-3,5 см. - "дно" ). Используем воск литъевой , красный. Обсуждаемый "наплыв" появляется на внешней стороне изделий на ёлке, как выше и предполагалась. Коллеги!, благодарен Вам, за столь исчерпывающие советы! за вашу активность!!! В скором времени, применю ваши замечания на практике. Изменю кол-во воды, режим пропекания, видимо в этом и причина, а не в перегреве металла.
Изменено:
- 15.02.2015
|
|
Offline |
|
|
Сообщений: 55
Регистрация: 26.06.2014 |
Ржака
Текучесть KERR Satin Cast 20 при соотношении 40/100 более чем достаточна. Куда жиже - непонятно. Течёт как молоко. Воды можно больше добавлять, но есть риск получить облои. Сыпать массу нужно в воду, а не наоборот. Но это азбука. Рабочее время у неё порядка 8-9 минут и зависит от партии формомассы. Не совсем понятно, зачем нужно больше, если смешивание занимает 3 минуты. На заливку одной опоки никак не потратить 7 минут. Если хотите получить более высокую прочность, то: 1. Смешивайте дольше в миксере. Скажем, 4 минуты интенсивно, потом заливайте, вакуумируйте..., но всё нужно уложить в примерно 7 минут. 2 Дайте опоке постоять подольше прежде чем засовывать в печь. Т.е. если опока простоит сутки вместо 2х положенных часов, то форма будет прочнее. Разумеется, если вы нетерпеливы и засунули её в горячую печь через полчаса, то... И ещё. Многим стоит внимательно банально посмотреть инструкции производителя. ВНИМАТЕЛЬНО посмотреть. Там все цифры важные. Скажем, если написано "Vacuum up to 90 seconds", то это переводится как "Вакуумируйте ДО 90 секунд". А никак не "вакуумируйте 400 секунд". И т.д. |
|
Offline |
|
|
Сообщений: 1
Регистрация: 11.10.2009 |
Kerr Satin Cast 20
Цикл смешивания и прокалки |
|
Offline |
|
|
Сообщений: 42
Регистрация: 31.03.2014 |
уточнения:
формомасса: Satin Cast 20 цикл прокалки: рекомендованный производителем. температура металла: примерно 970 температура опоки: 600 |
|
Offline |
|
|
Сообщений: 1079
Регистрация: 24.02.2015 Откуда: Украина |
На бочке Satin Cast немного другая инструкция. |
||
|
Offline |
|
|
Сообщений: 982
Регистрация: 29.07.2014 Откуда: г.Междуреченск Кемеровской обл. |
Что бы не плодить темы задам вопрос здесь:
где взять инструкцию к формовочной массе Kerr Satincast 20 на русском. или кто так подскажет в 2 словах как правильно её пользовать? |
|
Offline |
|
https://www.traditionrolex.com/13