Portos, опишу свои впечатления и выводы. Видел его сегодня в работе по веб камере. Может скоро увижу несколько Мира 3 в реале. Информации пока не так уж много. Время покажет, прав ли я или нет.
Корпус мощнее и толще, толще стенки, чтобы гасить любые вибрации при резке. Много доп.креплений, на которые пока не показаны опции. Думаю, что будет много новых опций в процессе развития Миры3.
Каретки также мощнее и изменена их конструкция для лучшего юстирования и настройки.
В результате чего, теперь доступны достаточно жесткие материалы для резки. Если Мира 2 спокойно резала твердые модельные пластики и черное дерево, то теперь явно доступны металлы, и это при достаточно хорошей точности. Ну это мое видение, думаю так оно и будет. Прошу только не кидаться на меня любителям резать инструментальную сталь на станках до 100 кг весом.

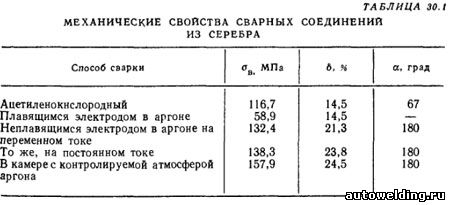
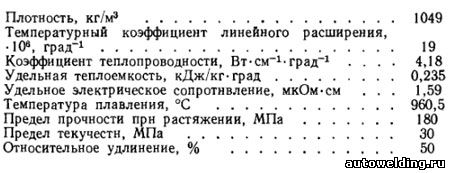
Я сам резал золото, серебро и штампы, знаю что это такое. В данном пункте веду речь о небольших работах по цвет.мету. К примеру, гравировка или дорезка по форме или болванке, сформированной на токарном станке (ЧПУ токарник). В Европе, например, безлитьевая технология все больше и больше набирает популярность. Меньше массы изделий, тверже, нет литьевых проблем, возможна единичность изделий (так называемая массовая единичность, когда индвидуальную вещь сделать проще, дешевле и качественне, чем заказывать у мастера по классической технологии) ну и качество, конечно же выше. 5 осей позволят не только нанести узоры, рельефы или надписи на внешней стороне, в том чиле под углами, но и внутри колец. Что ранее бы потребовало несколько различных станков.
Как вижу, в станке реализована последняя тенденция 5-осевиков, смещенный шпиндель влево от оси реза. Теперь будут гораздо большие углы наклона. Градусов 150-160 от нижней позиции оси А. Т.к. доступный угол поворота превысил 135 градусов, то по теории резки, Мира 3 уже сможет спокойно доставать даже глубокие выборки достаточно.
Главное, чтобы ничего не закрывало путь граверу. Но сейчас у bitsbits есть интересные граверы с зауженными диаметрами хвостовиков на большой длине гравера.
Также есть новый патрон для закрепки воска. Все брошено на максимальный разворот по оси А, что сильно упрощает резку.
Для примера, чтобы понять насколько Мира 3 нова, сравним с моей Мира 2 первой серии, которой уже 3 года.
На моей Мире 2 угол поворота составляет в лучшем случае, 110 градусов. Обычно в работе использую 100-105 градусов. Вот и сравниваем теперь. Легко посмотреть в любом 3д пакете. Поставьте любое кольцо с выборкой, верхней частью вверх и смотрите на него с проекции top . А теперь поверните от себя на 110 градусов, чтобы стала видна нижняя часть с выборкой, это будет Мира2 первой серии. А потом уже на 160 градусов. Это будет Мира 3.
Так как у Миры 3 новая электроника, блок управления шпинделем спрятан внутри корпуса. Что удобно. Мира 3 занимает меньше места по факту. Это востребованно при работе в квартире допустим. Да и тихий шпиндель с тихим ходом станка точно соседям мешать не будут. Миры 2Е были уже достаточно тихими для таких работ.
Рабочая зона резки имеет спец.порошковое покрытие. Защищает лучше от царапин и охлаждающей жидкости.
Ну и новый цвет станка конечно меняет его общее восприятие. Изменения для удобства работы, лучше защита осей ( на фото верхняя ось прикрыта корпусом), эргономика улучшена. Заметил еще ряд изменений, по сравнению с Мира 2, что говорит о новой конструкции определенных узлов. Но это уже будет интересно только пользователям Мир.

 )
)