Здравствуйте.
решили у нас на фирме для всяких подставочек/шкатулочек купить станок по дереву(ProfCNC 6040 - на спец.форуме обещали что купил и запустил!

). Я всех тонкостей ЧПУ не знаю, работаю со Стрижом и проблем не знаю - шикарный станок и отличное постпродажное обслуживание от Леонида(спасибо большое!)
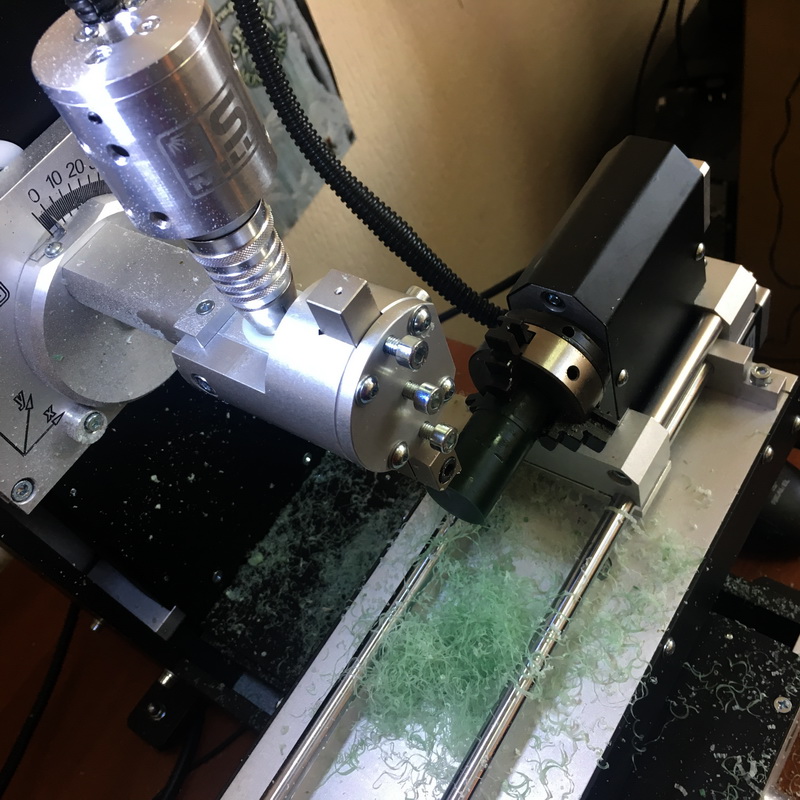
а с этим сплошные геморои - производитель(наши из Красноярска) продали и забили, приходится ковырять самому. В общем столкнулся с такой проблемой(из тех что еще не решил): у станка вот таким образом реализовано крепление фрез:
грубо говоря, гайка обжимает оправки под разные хвостовики. Гайка эта закручивается ПРОТИВ часовой стрелки, соответственно раскручивается ПО. Шпидель вращается тоже ПО часовой стрелке.

Т.е. я зажимаю фрезу(допускаю что не достаточно сильно, но тем не менее), начинаю фрезеровать и фрезы ломаются. На третьей фрезе(благо недорогие) я заметил что гайка эта ослаблена сильно. Как я понимаю, шпиндель вращается, фреза о дерево тормозится и раскручивается, по итогу вращается недостаточно и ломается.
Пробовал яндексить, ничего понятного не нашел.

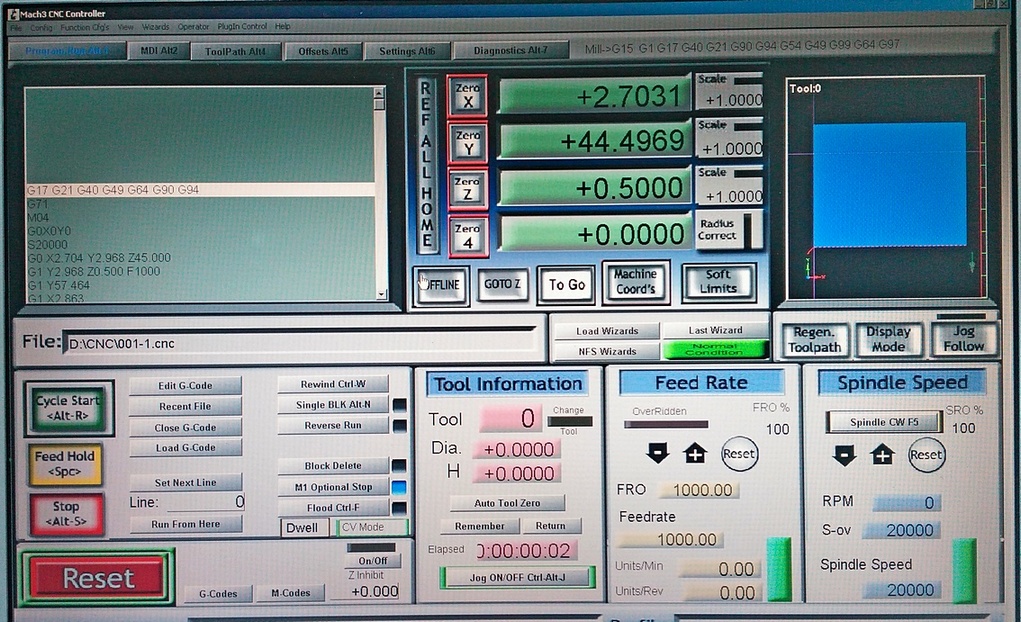
Изначально в постпроцессоре прописал М03, но потом изменил на М04 и все равно ничего не поменялось.
на картинках видно что в УП уже стоит М04.
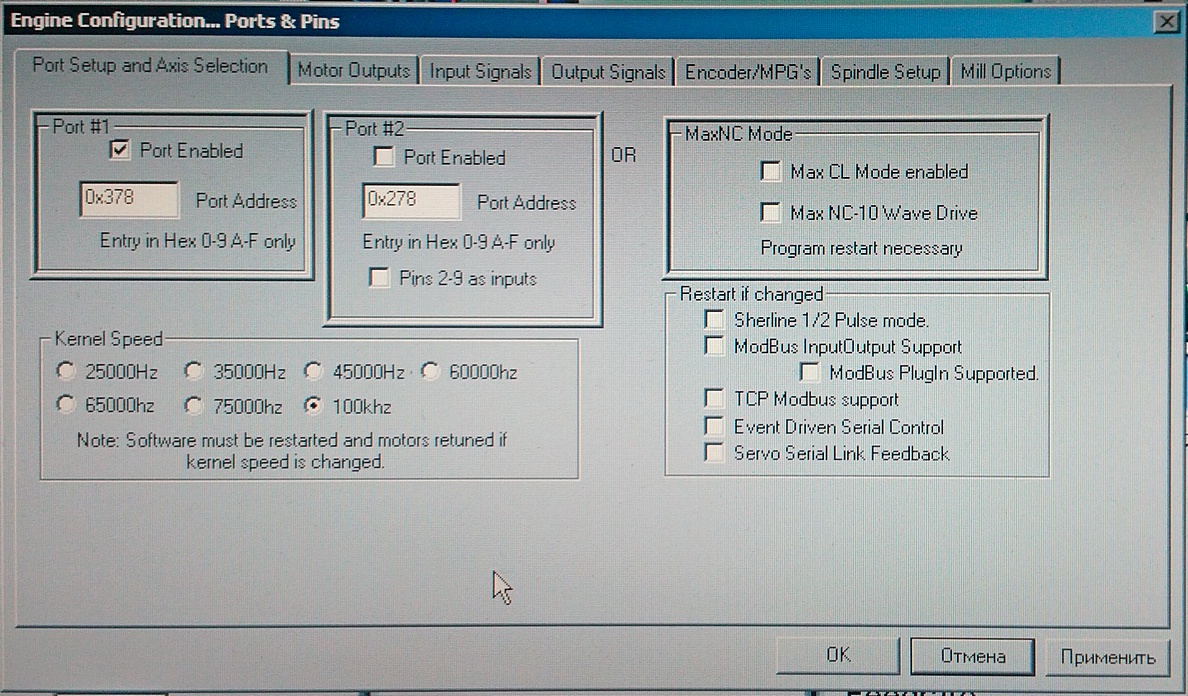
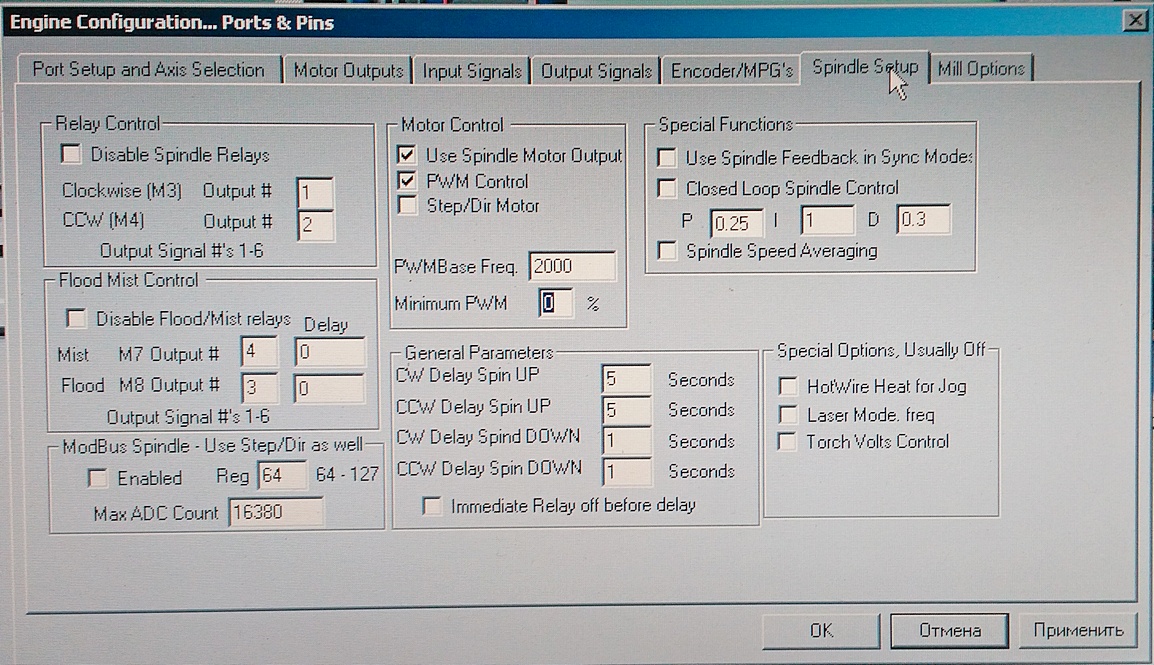
И еще - Мач при начале программы вообще не запускает шпиндель!!! Приходится самому нажать кнопку Spindle CW F5 - шпиндель запускается и уже тогда что-то фрезерует. Но и тут у меня сомнения относительно скорости вращения: выходит ли он на заданные 20000об/мин?!
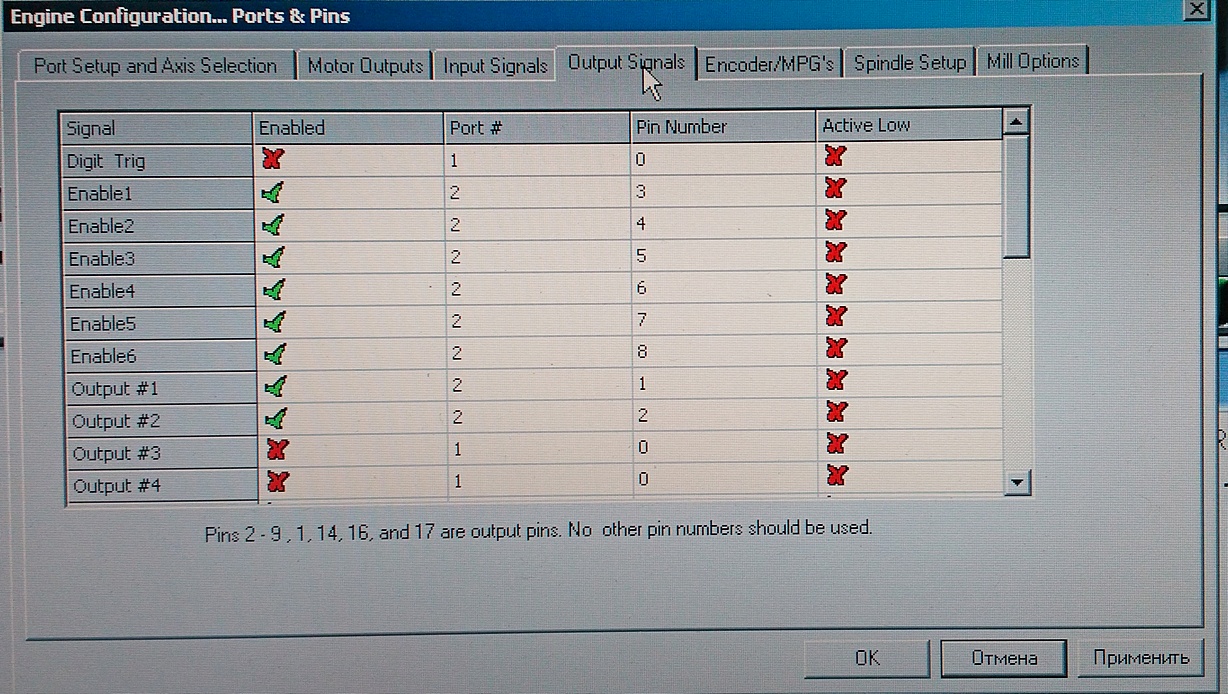
на картинках настройки Мача, как я понял из интернета крутить надо что-то здесь, но толку у меня не вышло.
Подскажите, пожалуйста что не так, где я не прав и что делать?!

Блин, картинки немасштабируемые получаются. В общем если какое-то место нужно подробнее - только скажите! )