(андр шал 21.04.2022 21:50:34)Вы варили когда нибудь не на 42в, а к примеру от 15в?
Знаете, сколько раньше желающих было сделать полноценную дуговую сварку с питанием от автомобиля (от АКБ 12,6 или порядка 14,2 при запущенном двигателе)? Не задумывались?)) А я Вам отвечу - МНОГО! Многие институты этим занимались (не одной этой задачей, а в том смысле, что в том числе и этой). Но 30..50..70 лет назад не было современной элементной базы, и не было возможности доступными средствами сделать подходящий источник. Потому-что задача была архиважная, но недорогого, компактного источника сварочного тока с нужными параметрами сделать не удалось. Либо громоздко и дорого, либо х..во.
Мы при разработке Иглы немного экспериментировали с напряжениями, в пределах 25...50В, поэтому примерную зависимость характера сварки от напряжения я знаю. И, представьте себе, мои выводы с Вашими немного не совпадают. Необходимость снижения максимального напряжения иногда может немного помочь, но полноценное управление током и временем нивелирует эти достоинства.
Цитата
(андр шал 21.04.2022 21:50:34)Вы варили когда нибудь не на 42в, а к примеру от 15в? а у меня аппарат начинает варить от 8в.
От 8В говорите? А напомните, пожалуйста, при каком напряжении начинает гореть нормальная устойчивая дуга? И чем дуга отличается от искрового рязряда при низком напряжении, знаете?
Цитата
(андр шал 21.04.2022 21:50:34) .. и в течении 5ти лет наблюдал чем отличается сварка 42в которые не в одни ворота не лезут не смотря на поправку тока и времени сварки, это всё равно что ты с бензорезом полезешь колечко на цепочке запаять! Я об этом говорю на основании того что я поработал и на 42в заводских и своих аппаратах и на аппаратах с регулируемыми вольтами и увидел разницу! хотя варят и те, и другие,...но по разному!!!
Да? Конкретно, пожалуйста, какую задачу Вы не смогли решить на аппаратах в высоким напряжением (и на каких конкретно аппаратах), но смогли на пониженном напряжении?
Цитата
(андр шал 21.04.2022 21:50:34) Я начинал с конденцаторных , обязательно регулировка вольт от 15в до 45в, время сварки регулировал емкостью и сопротивлением по току, и в течении 5ти лет наблюдал
Отлично! У Вас замечательный опыт!! Фото пожалуйста, и описания хоть пары экспериментов.
Не считайте обидным, пожалуйста, что я тут "ёрничаю", просто я очень много встречал ситуаций, когда за громкими высказываниями не крылось ничего вообще... Некоторый смысл в ваших сообщениях есть, но пока ничего конкретного и, увы, ни одного фото, Вы так и не предоставили..
Offline
Сообщений: 1 Регистрация: 18.02.2015
продаю лазер для сварки ювелирных изделий, отлично работает, причина продажи закрытие производства, цена 400000р. тел/ватцап 89200596099 александр, здесь меня не бывает, так что коменты не пишите, не увижу
Offline
Сообщений: 1 Регистрация: 02.06.2022
Доброго времени суток.Подскажите пожалуйста сварка LightWeld от компании IPG Photonics проблема следующая луч выходящий из пистолета через определенные часы роботы отклонился вправо от центра и попадает в трубку пистолета соответственно сварку осуществить не возможно хотя и подача газа идёт и если снять носик луч четко светится,подскажите как исправить?
Offline
Сообщений: 1762 Регистрация: 07.11.2008 Откуда: Белая Церковь
Там возможно и припоя то нет. Вместо пайки вполне может быть диффузная сварка.
Offline
Сообщений: 4 Регистрация: 09.09.2022
Цитата
(2300001599901 19.09.2013 01:50:33) Вот ради этой функции и стоило покупать по-дороже- вам же сидеть на ремонте.Возможно бы сошла бы и старая модель без современного сенсорного экрана,но с этой функцией . Весь прикол дорогих ORIONов состоит из: 1.мощности,которые выше,чем у PUKов, 2.Две сменных цанги под 0,5мм и 1мм, 3.Скорость отскакивания электрода,выше чем у PUKа, 4. Сварка сопротивлением
Этих четырёх показателей нету в PUKах. Главный конёк- Сварка сопротивлением. А так проще было купить PUK в сапфире и не суетится.
Чтобы лучше понять ,что-такое сварка сопротивлением, есть сварочный аппарат узкой специализации PROXIMA индивидуальный тепловой пункт.
Такая функция есть тоже в ORIONах помимо точечной сварки, но только не в самых дешёвых моделях.
Вот же засада ну е-мое «Как оказалось» я деревяшки в кольца не вставляю … судя по разрезу кольца на фото . Это просто литые втулки , и все залито эпоксидный смолой с разным наполнителем-красителем. Ибо так четко бортики не загибаются . Или это «обман» с лазером … втулка+пайка одного колечка + сварка второго …. Кстати да … так светящиеся колечки делаются , прикольно для детей .
Отливать втулки для недорогих колечек нет смысла , проще , быстрее и качественнее из проката 0.85 с припуском на обработку максимум 0.2 мм . Главное на торцах кольца изнутри фаски не снимать. Вон там чо … канавка V образная никуда не делась же .
Шуршаво чтобы клею комфортно было
Он хоть и жидкий и текучий , но вот видно что не везде затекает
Ну и как банку консервную можно «открыть» по разрезу
А вообще даже внутри красиво получилось !
Offline
Сообщений: 518 Регистрация: 08.02.2017
Цитата
(korobtsov-alex 29.11.2022 20:33:50) На Ютубе появилось с простым и мощным импульсным сварочником.
Нашли чем удивить.
Этой конструкцией ещё наши дедушки пользовались! Гуглите "сварка угольным электродом"
Изменено:
- 29.11.2022
Offline
Модератор
Сообщений: 2412 Регистрация: 24.12.2004
IGOR62, Вот и я про то же … оооооочень тяжело найти то что нужно . Тут на форуме может создать тему … «микросварка вольфрамовыми электродами , лайфхаки и фишки ,аргон и редукторы , иглоточка и крокодилы и как его норм сваривать нормально титан китайский ?»
И про «лазерную пайку» тему может замутить ? Хотя там блин все просто …
Offline
Сообщений: 518 Регистрация: 08.02.2017
Цитата
(Никита 30.11.2022) IGOR62, Вот и я про то же … оооооочень тяжело найти то что нужно . Тут на форуме может создать тему … «микросварка вольфрамовыми электродами , лайфхаки и фишки ,аргон и редукторы , иглоточка и крокодилы и как его норм сваривать нормально титан китайский ?»
И про « лазерную пайку» тему может замутить ? Хотя там блин все просто …
Во многом Вы правы.
Да, в чатах 90..99% ненужного флуда. В администрируемых мной группах я стараюсь с посторонним разговорами бороться быстро и жёстко. Не все этому рады))
И поиск есть очень быстрый и удобный! Ещё можно в раздел Медиа или Файлы зайти, и просмотреть видео.
Сейчас в телеграмм группах можно создавать ТЕМЫ. Т.е. группа "делится" на произвольно количество основных тем. При этом можно просмотреть их и по отдельности, так и в режиме "единого чата". Если тематика группы не интересует, легко отключить оповещение от ненужной темы.
Зато чаты имеют непревзойденную скорость обмена информацией! Буквально несколько дней назад в @Микросварке создали тему "Ремонт очковых оправ", и там уже столько информации, сколько на форумах за месяцы не соберётся.
Или понадобилась кому-то консультация других специалистов, он описал проблему, так за пару часов может столько дельных советов и информации получить, что другим способом нереально! А чтобы вопрос задать и видео сразу приложить, достаточно пары минут.
И таких примеров масса.
Я не говорю, что форумы отжили и пора в телеграмм-группы переходить, нет, но не стоит чаты недооценивать! И количество общающихся - яркий тому пример!
Сообщений: 1165 Регистрация: 28.10.2020 Откуда: Красноярск
Цитата
(Юрий Бессолов 11.01.2023 15:42:36)Олег тебя подкалывает, имея в виду, что поксипол очень густой и не затекает.
Я ведь не говорил об идеальной текучести. Во первых поксипол при разведении становится более текучим, чем исходные компоненты. В то же время готовая масса в определенной степени сохраняет форму. Во вторых, у него замечательная способность смачивать различные материалы, больше, чем у других видов эпоксидных фиксаторов. В теретьих, то, что не протекло самотеком, легко утрамбовывается по всем возможным щелям. В сумме получается замечательная масса для мелкой, но ответственной работы.
Опять же на мой взгляд, любая "холодная сварка" для подобной работы будет слишком грубой и не прочной, а любая жидкая эпоксидка (из "серийных") будет, наоборот, обладать слишком высокой текучестью и, по моему опыту, слишком сильной усадкой, что порой приводит к саморазрыву клееных соединений.
И, эттта... меня-то чего подкалывать? Человек задал конкретный вопрос: каким видом эпоксидки лучше воспользоваться? Я дал конкретный совет от себя. Ежели кому он не глянется - милости просим со своими советами, рази кто против?
Могу ошибаться, но принцип работы вашего аппарата, практически такой как у обыкновенного TIG. Для того что бы разряд бил только в нужное место, необходимо затачивать тугоплавкий электрод до состояния иглы. Когда электрод имеет не достаточно острый кончик, разряд будет "гулять" по эго поверхности и бить куда попало.
Offline
Сообщений: 518 Регистрация: 08.02.2017
Цитата
(frelaz 15.03.2023 22:55:24)
Цитата
(ALENCo 15.03.2023 08:37:27) Эмм, а что это за сигнал и для чего Вы его собрались использовать??
Если просто нужно получить постоянку из шима (малой мощности), то нужен ФНЧ с частотой среза ниже частоты ШИМа и выше максимальной частоты изменения сигнала. Чем больше разница в частотах, тем меньше требования к фильтру. Простейший случай - однозвенный RC или LC.
Или Вы хотите ШИМом задавать сварочный ток? Этот вариант имеет право на жизнь, но крайне сложен в реализации.
Это сигнал на выходе мосфета при разряде , регулировка тока . В общем решил проблему , я не программист и поэтому сделал грубую ошибку когда прописывал в меню диапазоны регулировки то прописал 0-100 подразумевая процентное соотношение а ШИМ это 0-255 ) в общем исправил и всё норма . Конечно при помощи ШИМ не очень регулировать , попробую RC и куплю на али там есть преобразователь ШИМ в напряжение . посмотрю что лучше . Почему ставят резисторы последовательно конденсатором (конденсаторы разряжаются через резисторы) по идеи и так работает без резисторов а ток регулируется мосфетом . Есть ещё какая то причина ?
Закон Ома форевер...
Дуга имеет нелинейную ВАХ, её можно ассоциировать со стабилитроном на напряжение 12...20В (в разных условиях и меняется со временем). Поэтому дугу надо питать не напряжением, а током.
P.S. Хотел для оперативного обсуждения позвать Вас в телеграмм в тему Самодельщиков (сюда я редко заглядываю), но возник эффект дэ-жа-вю, когда увидел тот же самый график)))
Offline
Сообщений: 1 Регистрация: 19.03.2023
Продам микросварку МИСА 200.
Цена 38000 грн. Сварочный аппарат МИСА 200 — это инновационный в своем классе, экономичный, высокотехнологичный, универсальный, удобный и простой в использовании микросварочные аппарат.
Важное внимание уделено стабильности сварочного процесса, удобству управления и комфортности работы с оборудованием для пользователя.
МИСА 200 отлично подходит для небольших и крупных производственных предприятий, лабораторий, университетов, для производства, исследований и разработок.
Аппарат максимально универсален в управлении и применении, может легко перенастраиваться. Различные сплавы металлов, однородные и неоднородные, могут быть легко сварены. В сварочном аппарате МИСА 200 используется технология импульсно-дуговой сварки. Минимальная энергия сварки - 1Дж, этого достаточно для деликатной сварки прецизионных деталей. Применение
Ремонт пресс-форм и штампов Ремонт инструмента и оснастки Создание оборудования для исследовательских лабораторий Сварка реле, соленоидов, индукторов Сварка электронных компонентов Сварка трансформаторов, термопар, катушек Изготовление прототипов Создание дизайн-моделей и художественных скульптур Изготовление и ремонт ювелирных изделий Ремонт медицинских приборов и инструментов Использование в зуботехнических лабораториях
Спецификация аппарата МИСА 200 ®
Питание от сети переменного тока (частотой 50±1 Гц) напряжением , 220±5% В Потребляемая мощность, не более 200 ВА Минимальная амплитуда тока микродуговой сварки 2 Максимальная амплитуда тока микродуговой сварки 200 Диапазон задания длительности импульса сварки, 1 … 30 мс Диаметр вольфрамового электрода, 0,5 - 1 мм Масса блока управления, не более 6 кг.
gmail: slavbut68@gmail.com +380951060362
Offline
Сообщений: 518 Регистрация: 08.02.2017
Цитата
(SN_5 06.04.2023 07:48:41) ALENCo, Помогите пожалуйста в таком вопросе,
Если вопрос лично ко мне, то лучше пишите в телеграмм-группу Микросварка или там же мне в ЛС, это оперативнее. Ответить на форуме у меня редко руки доходят.
Offline
Сообщений: 7 Регистрация: 16.04.2023
Имел опыт изготовления TIG горелки собственной конструкции и под собственные задачи. Подумываю как туда добавить обсуждаемых сдесь отскок.
Изменено:
- 16.04.2023
Offline
Сообщений: 21 Регистрация: 30.04.2023
Друзья, приветствую.
Вопрос для экспертов по микросварке, ювелирной сварки, пайки твердыми серебряными припоями и т.п.
Я начинающий.
Буду благодарен за дельные советы по следующей теме, ибо она для меня, как для новичка — слишком сильно непростая.
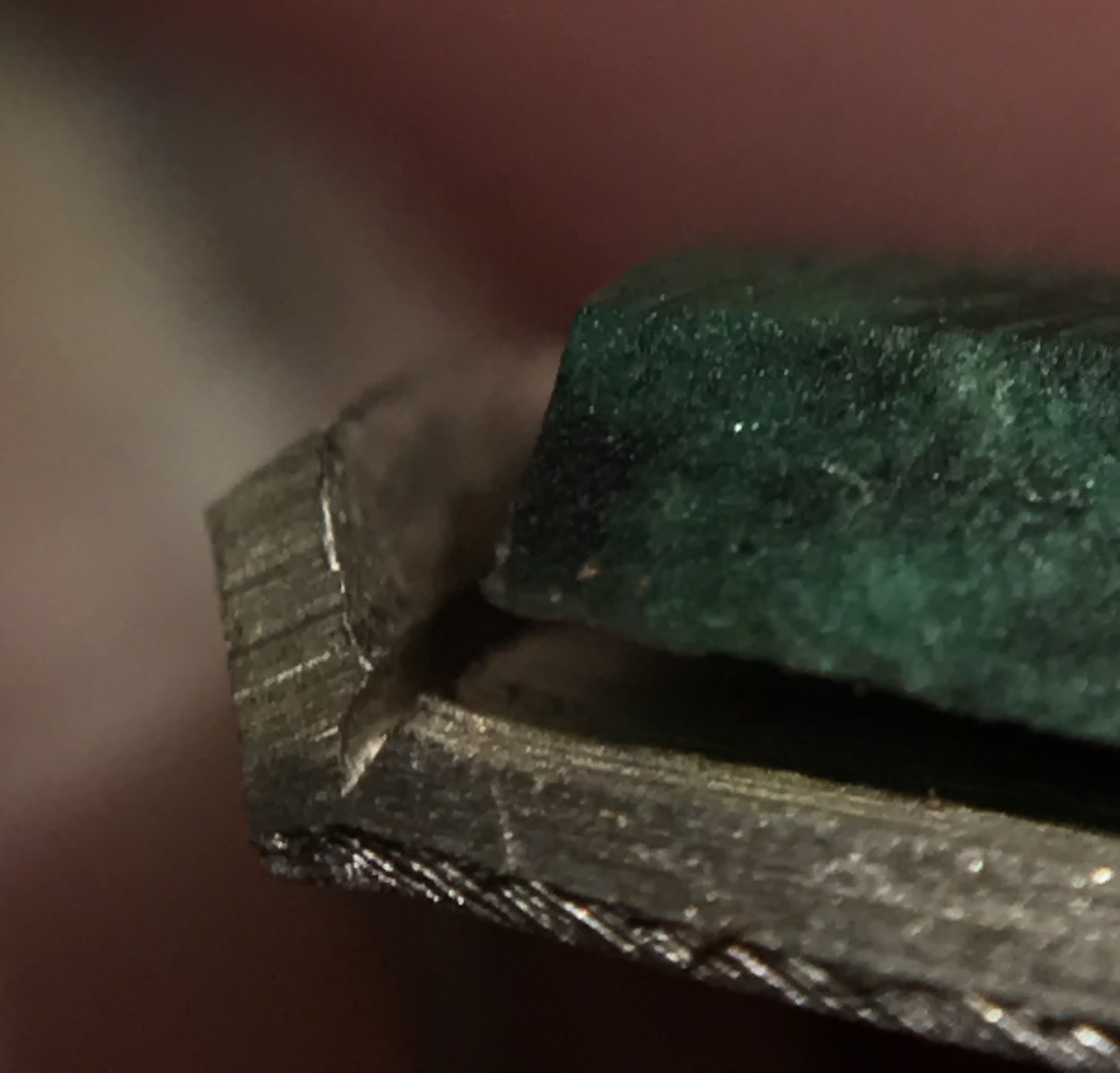
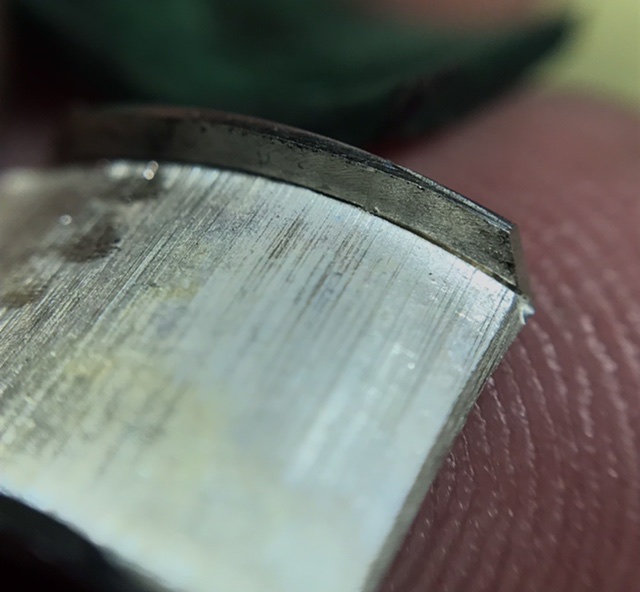
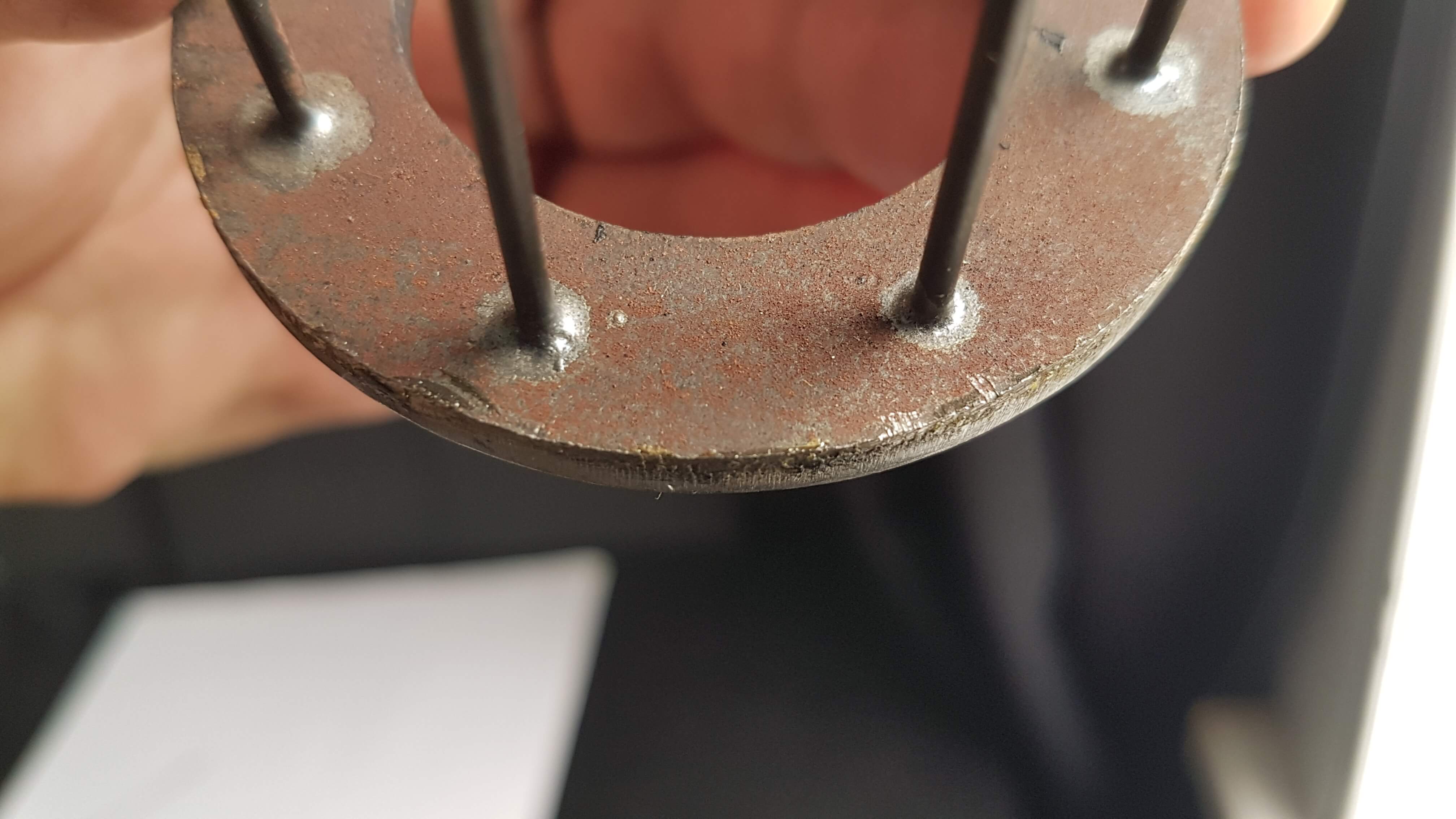
В общем, есть стальная шайба, диаметр 65 мм, толщина 5 мм, марка стали СТ3 (то есть, обычная черная сталь).
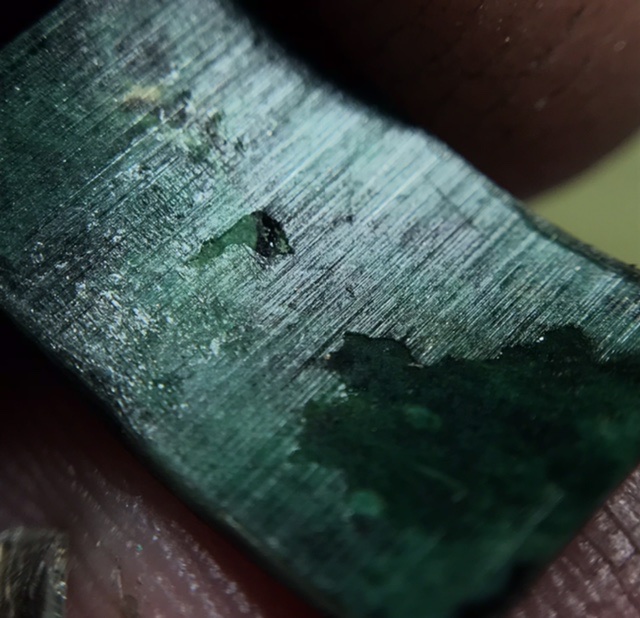
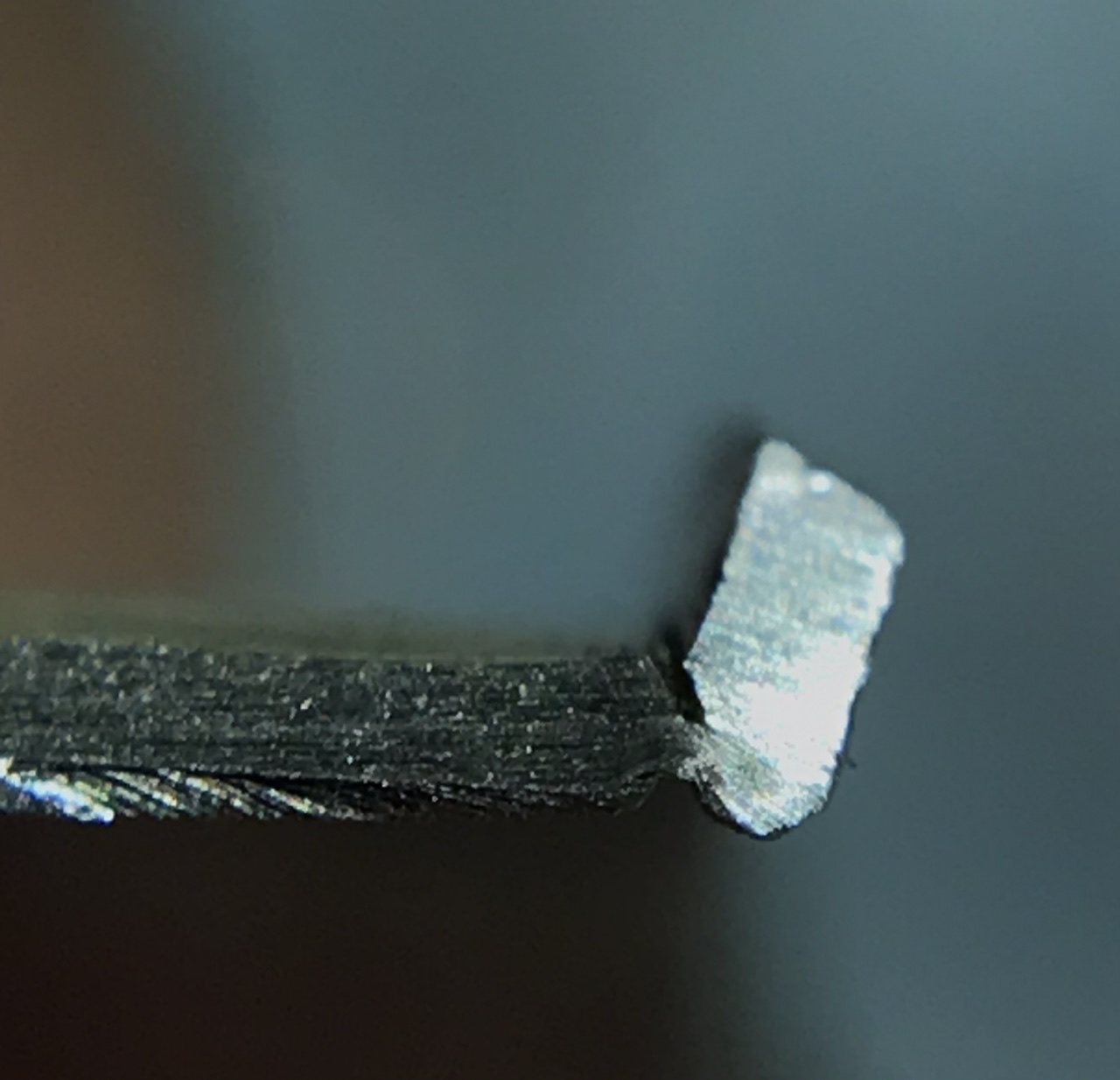
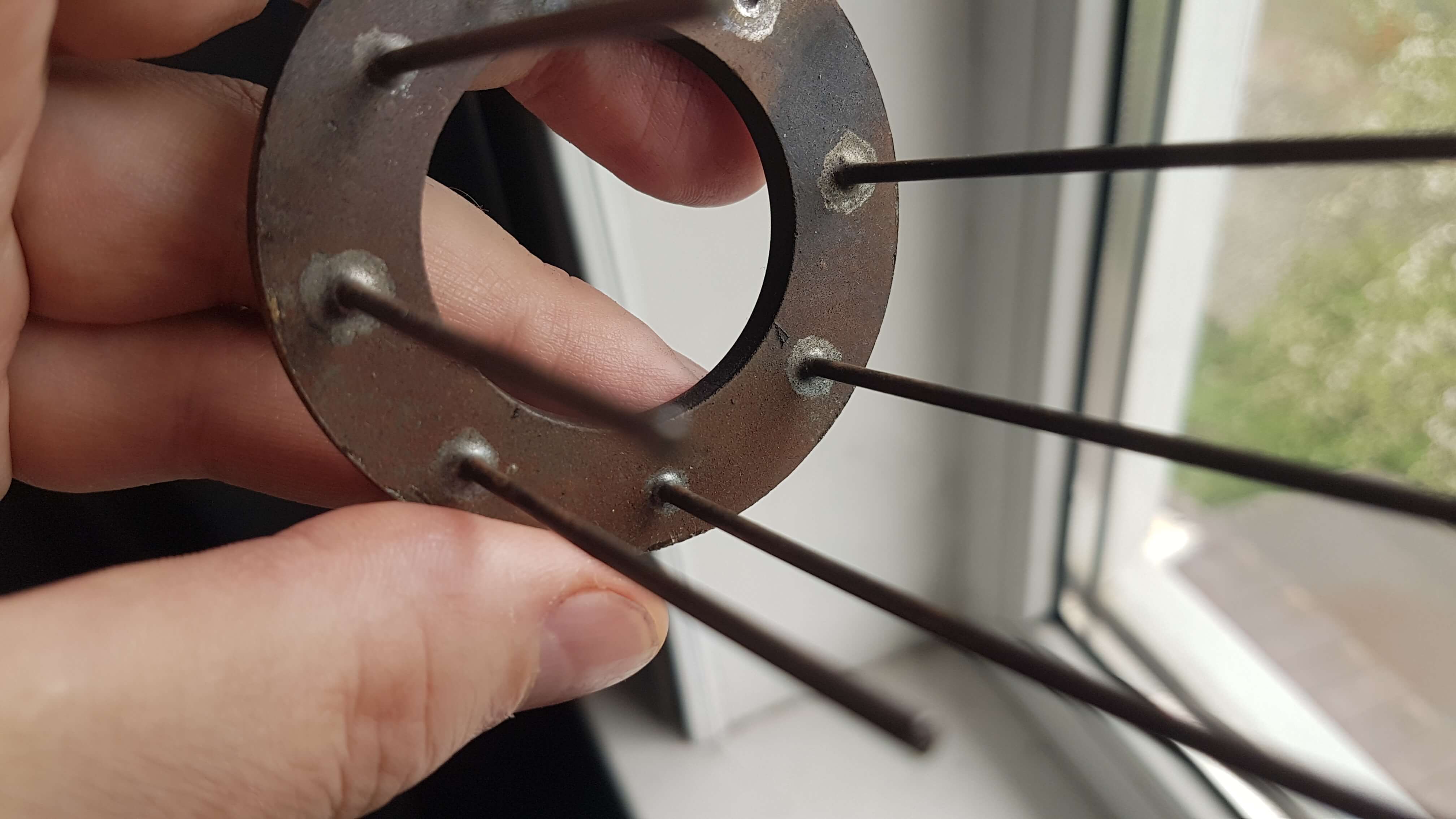
В шайбе просверлено 8 несквозных отверстий шириной 2 мм и глубиной 1 мм., в отверстия впаяны струны (прутки пружинной проволоки толщиной 2 мм).
Смотрите фото.
Более увеличенные фото можно увидеть здесь —
Вся эта конструкция — это часть муз. инструмента, образно «погремушки», в который каждая струна сделана из пружинной проволоки, которая закалена и каждый пруток точно настроен в соответствующую ноту и частоту в Герцах.
Другими словами, это достаточно точный инструмент и обычные методы впайки или сварки — тут не подойдут потому что перегревать все детали целиком нельзя.
Смотрите файлы, которые я приложил к теме.
Вопрос:
Какая технология впайки горелка газ + кислород + серебряный припой, или TIG-сварка и т.п. — использована?
Возможно будут иные более хитрые технологии сварки или впайки ...
Вроде по виду, это пайка cеребрянным припоем, так?
Но основной мой вопрос заключается в том, что должна быть быстрая, мгновенная впайка прутка пружинной проволоки толщиной от 1,5 до 2 мм и длиной от 50 мм до 130 мм в обычную стальную шайбу (сталь СТ3) толщиной 3-5 мм (диаметр шайбы 65 мм). Просверленное несквозное отверстие для впайки прутка составляет 2 мм в ширину и 1 мм в глубину. Всего будет 8 таких отверстий и соответственно 8 последовательных впаек 8-ми прутков.
Смотрите более увеличенные фото можно увидеть здесь —
То есть, место впайки должно разогреваться — мгновенно — без прогрева всей детали целиком и без перенагрева всего прутка (иначе он потеряет звук).
Другими словами, каждый из 8-ми прутков должен впаиваться мгновенно и по-отдельности без нагрева каждый раз до красна всей шайбы потому, что если каждый раз прогревать всю шайбу то будет перегреваться сталь и место пайки предыдущего пружинного прутка, соответственно будет теряться жесткость предыдущего фрагмента пайки и при перегреве прутка будет искажаться его звук.
Нужен способ именно мгновенной впайки без перегрева всей шайбы и всей длины прутка.
На фото не олово, скорее всего это серебряный припой для газовой горелки с кислородом с содержанием 40-45% серебра (возможно я ошибаюсь).
НО, как, — это было впаяно...
Ведь, даже допустим, если использовать газо-сварочный пост (МАП, или пропан, бутан газ + кислород, бензин и т.п.) то придется каждый раз прогревать стальную шайбу толщиной 5 мм и сам пруток с флюсом, и только потом потечет припой и произойдет впайка.
Да, так возможно, но данный способ не подходит по вышеописанным причинам, ибо будет перегрев прутка, что приведет к его отпусканию и непоправимой деформации структуры и искажению звука.
Ну и шайбу каждый раз прогревать для твердого припоя не выход потому, что предыдущие места впайки прутков будут размягчаться и от этого будет становиться глухой звук.
То есть, замкнутый круг — получается...
Задача в том, что это музыкальный инструмент, и его струны (прутки) перегревать полностью нельзя.
Вернее можно и нужно прогреть пруток в месте впайки перед вставкой его в отверстие шайбы шириной 2 мм и глубиной 1 мм, но сам пруток в 95% всей длины перегревать категорически нельзя иначе будет отпуск и искажение звука.
Финальные вопросы...
— Какая существует технология для мгновенной впайки пружинной проволоки в обычную сталь типа СТ3 — но без перегрева прутка и перегрева каждый раз всей шайбы?
Как-то ведь — это реализовано, в том что сейчас перед Вами.
Смотрите более увеличенные фото можно увидеть здесь —
И совершенно очевидно, что это не TIG-сварка, а именно мгновенная, последовательная впайка каждого прутка по-отдельности.
Причем перегрева там не было, потому что звук не искажен.
Скорее всего — была впаяна незакаленная проволока так, и только после впайки прутков в шайбу — прутки закалили обычной горелкой (без перегрева места впакйи).
Я правильно мыслю?
Другими словами, в принципе, можно предположить, что есть вариант впаивать не закаленные и не настроенные по звуку прутки и закалять их, и настраивать после впайки всех прутков.
Но как, — это осуществить без перегрева каждый раз всей шайбы (ведь предыдущие впаянные прутки будут терять жесткость в месте впайки).
То есть, напрашивается только одно — мгновенная впайка.
Но как, каким способом, на каком оборудовании и каким припоем — такое возможно сделать...
Или это какой то вид импульсной, точечной впайки (сварки) и т.п.?
Прошу прощения за много букав, но короче не получилось описать.
Буду благодарен за помощь и за любые варианты технологий мгновенной впайки без перегрева всей длины проволоки!
Изменено:
- 30.04.2023
Offline
Сообщений: 6546 Регистрация: 13.08.2010 Откуда: г. Рыбинск Ярославской обл.
Данил, " должна быть быстрая, мгновенная впайка" При пайке прогревается всё изделие, так что кирдык будет вашей пружинной и звенящей проволоке. Нужна именно сварка, точечная.

 ну е-мое
ну е-мое