| Цитата |
|---|
| форма импульса - видится мне в емкости конденсатора, могу ошибаться, но по другому вроде ни как ? |
| Цитата |
|---|
| Чем больше емкость тем ровнее импульс примерно как "П", если меньше то уже получится как"Л" наоборот примерно. |
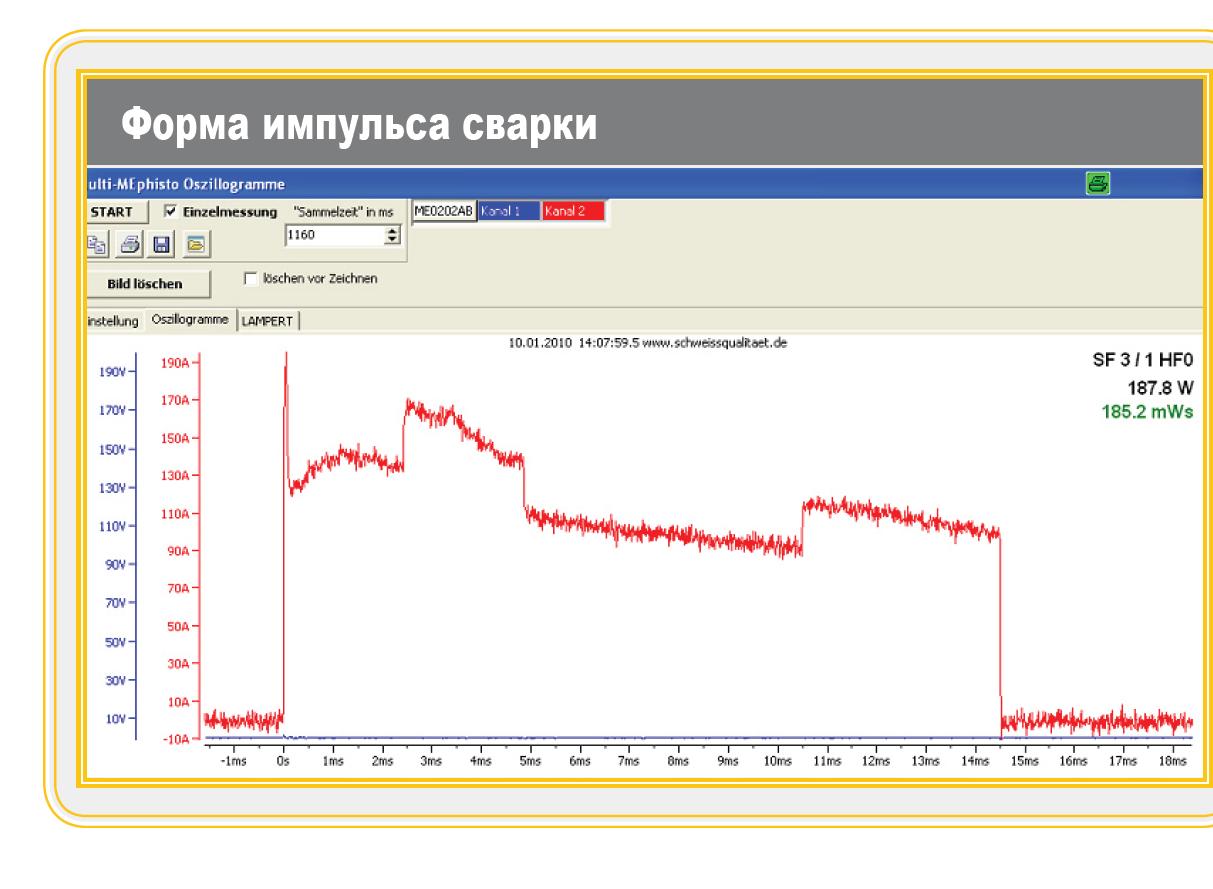
В PUKе и Фазере в режиме Стандарт форма импульса выглядет примерно так:
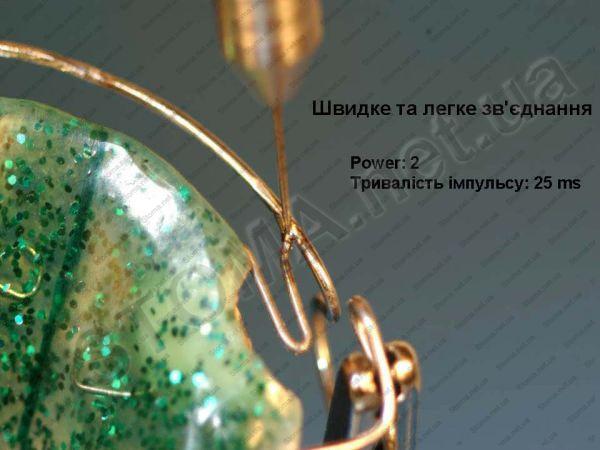
Для сварки проблемных металлов типа серебра,палладиевых сплавов применяется спецрежим (в настройках в PUKе ВЧ-импульс или импульс высокой частоты). В Фазере называется импульс с ВЧ-перекрытием.
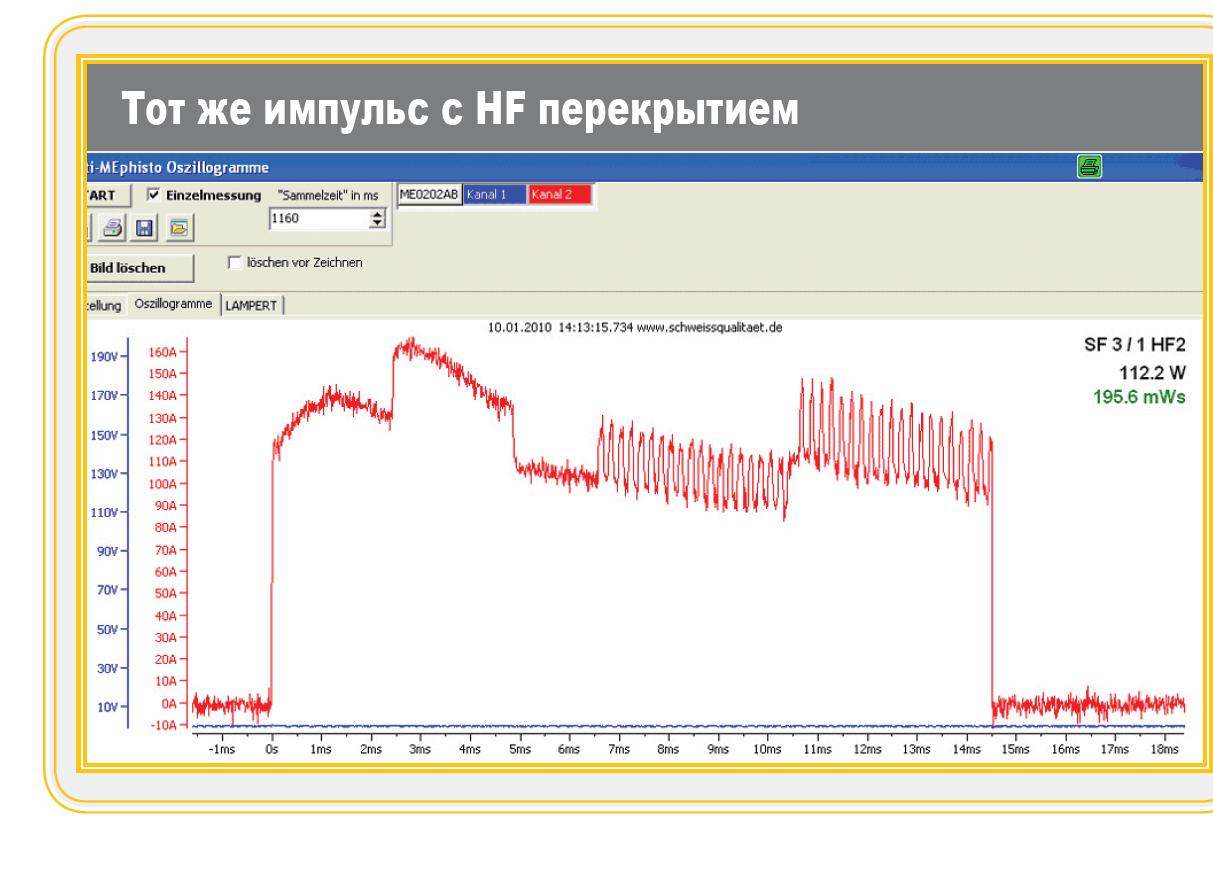
Для этого режима смоделирована специальная форма импульса:
Качество энергии сварки – форма импульса и ВЧ-перекрытие.Благодаря новой улучшенной технологии формирования импульса можно ступенчато изменять последовательность подачи сварочного импульса с минимальным шагом в одну миллисекунду. Таким образом можно регулировать мощность сварки, то есть, плавно уменьшать до уровня угасания, или резко увеличивать или уменьшать через установленные ступени во время действия заданной продолжительности импульса.
Высокочастотное перекрытие сварочных импульсов работает как микровибрация. Аналогично технологии нанесения зуботехнического гипса на вибростолике, это высокочастотное перекрытие обеспечивает более высокую плотность в месте сварки и более гладкую свариваемую поверхность, повышая, таким образом, качество сварки.
Результат: Комбинация отдельно модулированной формы импульса с высокочастотными перекрывающимися вибрациями обеспечивает мягкую сварку в соответствии со особыми требованиями для каждого типа сплава. Энергия сварки больше не бьет резко в материал сплава, а подается в строго выверенном режиме. Теперь можно легко сваривать ( даже начинающим пользователям) такие критические сплавы как палладиево-серебряный сплав, кобальтохромовый сплав (в зависимости от содержания углерода) и другие эвтектические сплавы. Можно легко избежать образования трещин затвердевания (микротрещины) внутри точек сварки. Вместе с этим достигается даже лучшее проникание сварочной энергии внутрь сплава.
Инновации для безупречной организации рабочего процесса
 Новый импульсный аппарат для сварки Welder Plus
Новый импульсный аппарат для сварки Welder Plus