| Цитата | ||||||
|---|---|---|---|---|---|---|
И пройдите мимо если он вам не нужен! Зачем флудить? |
Авг05
Вторник
Текущее время Вт Авг 5, 2025 14:45
https://www.traditionrolex.com/13
Поиск по форуму
►
Поиск по фразе "сварка"
|
Сообщений: 840
Регистрация: 12.06.2016 Откуда: Астрахань |
|
|
Offline |
|
|
Сообщений: 505
Регистрация: 18.09.2012 Откуда: Липецк |
Продав опоки товарищ просил разместить
есть возможность относительно не дорого делать разные не сложные вещи в доступе токарка, фрезеровка, сварка нужны чертежи. вещи с виду суровые но зато не очень дорого пару фото приложу
Изменено:
- 29.09.2017
|
|
Offline |
|
|
Сообщений: 87
Регистрация: 05.05.2015 Откуда: Москва |
Продается аппарат лазерной сварки. Производство Америка. Активный элемент - 8мм, Англия. Мощность луча 110Дж. Встроенное водяное охлаждение с хладогенератором. Русское меню управления Диаметр луча 0,2-2,0мм. В эксплуатации 2мес, 1,5 часа в день. Гарантия 1 год. Цена 500т.руб. Торг. Стоит в Москве. Помогу с доставкой в регионы.
+7 926 988 8969 Михаил |
|
Offline |
|
|
Сообщений: 684
Регистрация: 22.01.2014 |
Инструмент в помощь!
Было много вопросов про контактную пайку с аргоном- встречайте! Осторожно!!! Китай!!! |
|
Offline |
|
|
Сообщений: 684
Регистрация: 22.01.2014 |
trubotchist,
Пусть будет сварка, но почему то используя лазерную сварку говорят пайка, все тоже самое только аппараты разные. Припоем являлась серебренная проволока, накидал сверху и обточил. |
|
Offline |
|
|
Сообщений: 39
Регистрация: 16.06.2014 |
burch13,
Да ладно вам. Сразу за кинжал хватаетесь P.S. А сварка и пайка всё таки разные вещи. Дуговая микросварка/ микродуговая сварка наверное будет точнее. |
|
Offline |
|
|
Сообщений: 518
Регистрация: 08.02.2017 |
Вот пара роликов сварки титана.
Извиняюсь за качество, фотоаппарата под рукой не было, снимали телефоном. [VIDEO]fo-ksRkwR5A[/VIDEO]
Изменено:
- 07.10.2017
|
|
Offline |
|
|
Сообщений: 1762
Регистрация: 07.11.2008 Откуда: Белая Церковь |
trubotchist,
серебро варю на Магистре. Режим использую такой, как на Orion- простой треугольник. Варит отлично. Пробовал конфигурацию формы импульса по примеру PUK- не понравилось. Вообще сварка серебра- отдельная тема. Одно усвоил точно- результат в большей мере зависит от сплава, в каком виде этот сплав, а уж потом от возможностей аппарата и умения их использовать. Методики работы, присадки, хитрости всякие) |
|
Offline |
|
|
Сообщений: 684
Регистрация: 22.01.2014 |
Ребята спасибо вам, за отзывы и комментарии!
То что я делаю каждый день- ремонт ювелирки, облегчит этот аппарат, жду комментарии спецов, а также всех, неравнодушных. Был опыт работы на лазере, это сварка или пайка- Кто мне скажет? Не стесняйтесь учувствуйте, я не кусаюсь. |
|
Offline |
|
|
Сообщений: 4622
Регистрация: 08.01.2012 |
|
||
|
Offline |
|
|
Сообщений: 2431
Регистрация: 20.03.2011 Откуда: крым |
trubotchist,
-А как-же в сварке -электрод? припой?(иными словами присадка- да еще и с флюсом- тоесть оболочка). С аргоном сварка -тоже с присадкой (автомат проволку подает)- припой?. Сварка вольфрамовым в аргоновой среде - тоже проволку подают-припой? Как тут разобраться???? |
|
Offline |
|
|
Сообщений: 39
Регистрация: 16.06.2014 |
|
||
|
Offline |
|
|
Сообщений: 684
Регистрация: 22.01.2014 |
И как теперь клиентам говорить и в прейскуранте писать- контактная микродуговая сварка?
|
|
Offline |
|
|
Сообщений: 1282
Регистрация: 24.02.2011 Откуда: Липецк |
|
||
|
Offline |
|
|
Сообщений: 1476
Регистрация: 02.07.2015 Откуда: Рязань |
полностью согласен с Виктор Т.
Вопросов никогда не возникало, а важности процессу прибавляет |
||||
|
Offline |
|
|
Сообщений: 1476
Регистрация: 02.07.2015 Откуда: Рязань |
Еле откопал тему по очкам!
Думал нет такой и уж присматривал в каком разделе создать Смотрю с 10-го никто здесь не отписывался А тем временем техника хорошо шагнула вперед и металлические оправы стали делать на лазерах, ПАКах, Орионах, Магистрах и Китайских сварках. А еще жаль, что сейчас все разговоры по ремонту оправ разбредаются по разным темам и потом собрать полезную информацию в кучу будет достаточно проблематично, да и вряд ли кто этим будет заниматься... За последнюю неделю, уже третьи очки пытаются мне навязать в ремонт, или знакомые ювелиры несут, зная что у меня ПАК или просто знакомые... Опыта в ремонте оправ практически нет, поэтому, по ходу возникает масса вопросов Вопросов просто воз и маленькая тележка |
|
Offline |
|
|
Сообщений: 1762
Регистрация: 07.11.2008 Откуда: Белая Церковь |
Навскидку что получалось из нестандартного или каверзного: нихром 0,18мм встык (проверял аппарат на минимальную мощность)- шов очень прочный, сварилось без шарика, красиво, разорвалось с трудом и в другом месте); наращивал крапаны для камней диаметром 1,5мм в серебре с цинкосодержащей лигатурой; приваривал крючок серьги из такого же сплава (серебро с цинкосодержащей лигатурой); варил бижутерию из красного легкоплавкого сплава и бижутерию из ЦАМа; деталь из порошковой нержавейки встык с глубиной провара около полутора миллиметров; заращивал присадкой отверстие в красном пустотелом 585, диаметр отверстия около миллиметра, толщина стенки 0,4мм; сварка встык силового элемента из проволоки 3мм, материал- Ст3; сварил расколовшийся именник, сталь У8. Наращивание ушек, сварку крючков, шинок перечислять нет никакого смысла- это классика, а более нестандартных работ, чем вышеперечисленные, пока не было. Что добавлю- я не достиг границ нижнего и верхнего диапазонов по мощности, то есть имею хороший запас в обе стороны. Возьмите проволоку 0,9мм из красного 585, сверните из нее несколько колец диаметром 6мм по внутренней части, сварите стыки и плоскогубцами сделайте из них овалы таким образом, чтоб стык оказался на короткой стороне, а соотношение короткой и длинной сторон было один к двум, а лучше- один к трем. Интересно, как аппарат справится с такой несложной задачей.
И посложнее- приварите проволоку из красного 585, диаметром 1,2мм, перпендикулярно к плоской пластине. И если будет время и желание- две продолговатые пластинки из любого материала, толщиной около миллиметра-двух, под углом 90 градусов, внутренний шов длиной около сантиметра.
Изменено:
- 22.10.2017
|
||
|
Offline |
|
|
Сообщений: 1476
Регистрация: 02.07.2015 Откуда: Рязань |
|
||
|
Offline |
|
|
Сообщений: 472
Регистрация: 21.05.2016 |
Добавлю только-более ярко выражен стал эффект от смены режимов! Варить начал с присадкой а стоит плоскость и не ложится пятно, как сменил сразу все нормально легло!!! И как то еще мягче что ли стала дуга, повторяемость отличная!!! Еще на экране появилась энергия в Джоулях, при изменении мощности и Дж то же меняются. Я сразу отключил автоизменение м.с. и мощности, как то не привычно, но потом попробую как будет время. Порадовала сварка нитинола с памятью формы который! В последнем ролике все показал и рассказал. На Паке такого не получалось(шов был хрупким и ломался сразу). А титан сварился вообще суперски!!! Еще бы убрать импульсы при залипании электрода.... |
||||||||
|
Offline |
|
|
Сообщений: 1762
Регистрация: 07.11.2008 Откуда: Белая Церковь |
Уважаемые коллеги, представляю вашему вниманию небольшой обзор аппарата Магистр УМД-02 (150Дж).
Обзор составлен по итогам опыта эксплуатации данного аппарата с описанием его достоинств и недостатков. Обзор предназначен для владельцев УМД, для потенциальных покупателей, для производителя и всех интересующихся аппаратами микроимпульсной аргонно-дуговой сварки. Разделю статью на составные части, а именно- о силовом блоке, инструменте и штативе с осветителем и светофильтром, о программной части, микроскопе. И кое-что по сварочному процессу. Силовой блок. Не буду вдаваться в подробности с описанием предназначения ручек и кнопок. Опишу лишь то, что понравилось и не понравилось. Понравилось: корпус блока изготовлен из металла, собран качественно, все на винтах, хорошее качество покраски. Разъемы, используемые в блоке, распространенные, в случае необходимости легко подобрать замену или пару для дополнительного инструмента. Разъемы с резьбовой фиксацией, надежные. Штуцер для газа- хорошо, что это не быстроразъемное соединение, обычный, надежный штуцер под шланг, ломаться нечему. Встроенный жиклер для газа, расположенный после газового клапана. В блоке ничего не гудит, не свистит. Блок не греется, остается холодным в процессе работы. Предохранитель можно заменить не разбирая устройство. Дизайн- лично мне очень симпатичен, здоровски похож на советские аппараты. Хочу еще ручки настроек заменить на карболитовые) Кнопу включения нужно было делать в виде тумблера с крышечкой, было бы вообще военно-космически) Не понравилось: зазор между лицевой панелью и корпусом. Дело в том, что в процессе сварки периодически разлетаются металлические шарики, и поэтому аппарат я размещаю таким образом, чтоб они не могли попасть в эту щель, что может быть не всегда удобно. 
Разъемы, как по мне, нужно было выносить на заднюю панель. На передней панели достаточно было оставить дополнительный разъем "+". Силовой кабель сделан несъемным- следовало сделать стандартный разъем, как в компьютерах или другой технике. Ножки пластмассовые- резиновые лучше. Энкодеры... Следовало использовать оптические энкодеры, на механических рано или поздно будет проявлятся так называемый дребезг контактов. Что я и описывал в параллельной теме: "В моем энкодер правый глючил. Сначала при быстром вращении стрелка "срывалась", затем и при медленной скорости путал направления вращения или сильно проскакивал. Вылечил несколькими каплями калоши, а после- несколькими каплями масла в щель между осью и корпусом энкодера." Сенсорный экран был бы еще лучшиим решением. Мне, как болящему перфекционзмом в легкой стадии, не понравился еще один момент, не относящийся к функциональности. Под стеклом экрана пыль, попавшая туда, очевидно, из-за некачественной проклейки пластика на лицевой панели. Экран вообще нужно было бы защитить стеклом. Да, еще при нажатии на энкодеры на экране видно легкое давление чего-то с обратной стороны, незначительное, но имеет место быть. Инструмент (держатель электрода), штатив с осветителем и светофильтром. Понравилось: сам инструмент внешне выполнен качественно, легкий, алюминиевый. Шланг мягкий и гибкий. Сопло не на резьбе, а на резинке, легко снимается. Выполнено сопло целиком из керамики, внутренний диаметр 4мм, что дает хорошую защищенную зону, пусть с несколько большим расходом газа. Радиальный люфт отсутствует, срабатывает инструмент четко, повторяемость отличная. Удара и вибраций в момент отскока электрода нет. Светильники освещения яркие, направление световых пучков регулируется по горизонтали и вертикали. Штатива инструмента и светофильтра выполнена добротно, железно. Не понравилось: Цанговый зажим- узел выполнен некачественно. Цанга постоянно раскручивалась. Пришлось доработать напильником. Внутренний конус гайки цангового патрона плохо подогнан и плохо обработан. Я снял фаску на широкой части конуса и штихелем пришабрил гайку к цанге. Саму цангу также доработал, сделав небольшой конус со стороны посадочного места в держателе электрода. Резьбу можно было бы сделать или чуть мельче, или диаметр резьбы немного больше, чтоб уменьшить угол захода. Гайку также можно было бы сделать длиннее, чтоб уменьшить нагрузку на резьбу, и в то же время увеличит силу трения, чтоб гайка не раскручивалась во время работы. Отсутствие цанги для электродов 0,5мм- она была бы совсем не лишней, особенно для ювелиров. Возможно, что использование нержавейки в качестве материала для штока и цанги было бы лучшим решением. Штатив- опять пластиковые ножки, плохо. Сама конструкция не понравилась. Её бы крупнее сделать, с возможностью регулировки положения инструмента по высоте, а также по горизонтали "на себя" и "от себя", что имеет значение при смене угла наклона фильтра. Расстояние от инструмента до защитного стекла и стойки небольшое, хотелось бы побольше. Если светофильтр установить под 45 градусов, то все вообще печально. В этом положении добавляется еще одна проблема- кронштейны светофильтра закрывают сопло наконечника таким образом, что заменить электрод не снимая инструмент со штатива невозможно. Быстрое снятие инструмента также затруднено, и снимается он только вместе с креплением к штативу. 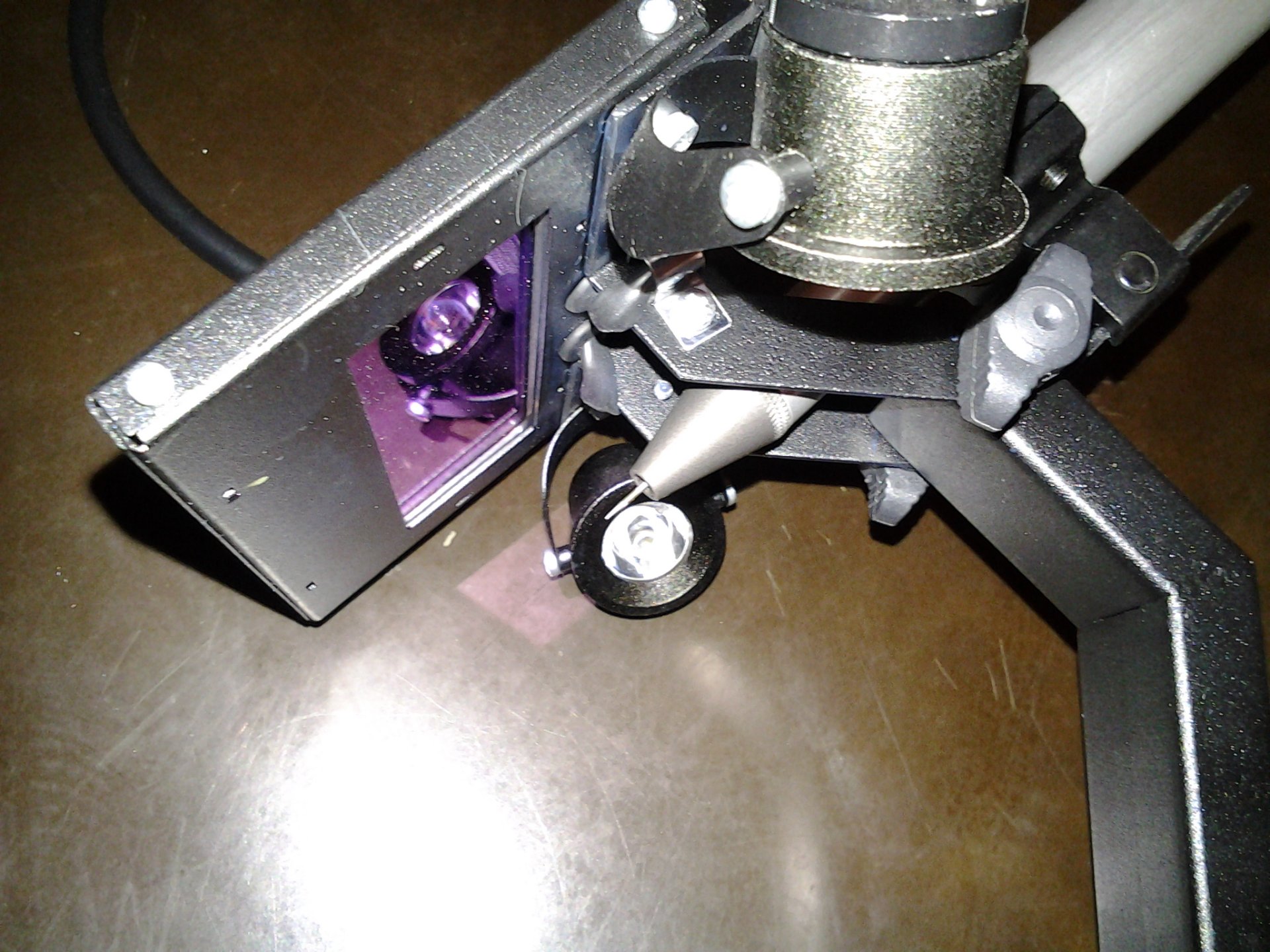

Как по мне- было бы хорошо предложить несколько вариантов крепления к микроскопу или без такового, на усмотрение покупателя. А также изготовить фильтр с осветителем для установки непосредственно на микроскоп. Универсальные решения даже в самом лучшем исполнении всегда хуже или значительно дороже специализированых. Осветители- сами по себе хороши, но при сварке внутренних углов свет просто не попадает в зону сварки. Наверное добавлю еще один, чтоб он светил по оси электрода со стороны свариваемой детали. К тому же фонари иногда мешают работе в силу своих габаритов и низкого расположения. Штатив держателя и вся конструкция, вместе с аппаратом, будет хорошо себя чувствовать на отдельном рабочем месте. Для универсального верстака, как по мне, будет не очень удобно. Программная часть. Понравилось: Возможность задавать практически все параметры импульса. Доступны две формы импульса, как в самом дорогом Orion ("прямоугольник" и "треугольник"), плюс третья- "трапеция", которая является комбинацией первых двух, универсальной, так сказать. Можно включать и отключать импульс предварительного нагрева и изменять его параметры. Присутствует отдельный, управляемый по амплитуде, импульс зажигания дуги. Имеется возможность управления высокочастотным возбуждением дуги по величине и характеру наложения, что позволяет в формировать специфические импульсы под определенные задачи. Не понравилось: Управление импульсом предварительного подогрева и импульсом зажигания спрятано далеко, удобнее было бы управлять этими параметрами в "Настройках", раз уж нет возможности сохранять эти параметры в "Профилях". Для импульса зажигания дуги следовало предусмотреть возможность его опциональной автоматической активации в определенных зонах шкалы силы тока, и регулировать его величину в процентах. Невозможность изменить базовую форму импульса в других ячейках- например мне нужно четыре "трапеции" и всего лишь два "прямоугольника", а имеется всего по три это никак не изменить. Память "Профилей"- тут вообще все грустно. Сохраняются лишь параметры длительности и силы тока импульса, а нужно, чтоб сохранялись все параметры. То есть и настройки импульса предварительного нагрева, и зажигание, и параметры ВЧ-возбуждения. Ну и конечно же, чтоб это дело можно было подписать... Как по мне- было бы хорошо сделать штук тридцать ячеек памяти "Диаграммы", с произвольным выбором формы импульса, соответственно можно и без "Профилей". После выбора профиля диаграммы обязательно нужно перенести её в нулевой профиль поворотом одного из энкодеров, в противном случае при смене диаграммы имеет место быть некорректная работа с памятью профилей. Также, если в настройках "Диаграммы" переключить режим ВЧ-возбуждения с "0" на "1", то параметры изменятся лишь тогда, когда мы перезапишем нулевой профиль, то есть покрутим один из энкодеров в рабочем режиме и дождемся сигнала записи параметров в нулевой профиль. Из косметических "багов"- если выбран режим ВЧ-возбуждения "1", то при выключенном ВЧ-возбуждении значек в "Диаграммах" остается таким, как с включенным ВЧ. Если аппарат задействован в цеху, на однотипной работе- многое из перечисленного не актуально. В мастерской с широким диапазоном работ оператор будет испытывать определенные неудобства. Также хотелось бы иметь возможность самостоятельного обновления прошивки аппарата. Микроскоп. Понравилось: Мне пригодился. Как оказалось, благодаря тому, что микроскоп был разъюстирован- я взял аппарат с хорошей скидкой (правда я об этом не знал, но тут претензий к Магистру у меня нет- косяк кого-то из посредников). Опыт работы с микроскопами у меня благо был, микроскоп в строю. Не понравилось: Китай. В модели с трансфокатором нет никакой необходимости. Кому нужно- возьмет дополнительный комплект окуляров. Лучше, чтоб он был с фиксированым увеличением. Такой микроскоп будет дешевле, легче, компактнее и более светосильным. Некоторые советы и рекомендации по сварочному процессу на УМД-02. Импульс подогрева. В предустановках "Диаграммы" имеются диаграммы с активированым предварительным нагревом. Не устанавливайте высокие значения силы тока и длительности импульса предварительного подогрева. 30-40А и 1-3мс вполне достаточно. Завышение значений чревато тем, что при сварке тонких изделий, возможно полноценное зажигание дуги высокой мощности там, где это совсем не нужно. Также следует обеспечить хороший прижим электрода, так как при слабом, неуверенном касании, также возможно раннее зажигание дуги с завышенными параметрами. Импульс зажигания дуги. Ориентироваться можно на цветные зоны шкалы силы тока. В зеленой зоне следует включать данный импульс с величиной тока около 30-35А для облегчения зажигания основной дуги на низких значениях. В верхней, оранжевой зоне, следует включать данный импульс с величиной около 30-50% от рабочего тока, для смягчения старта основной дуги. При сварке "в угол" следует отключить данный параметр. ВЧ-возбуждение. Рассматривать влияние ВЧ-возбуждения на поведение дуги и сварочной ванны не буду. Опишу лишь один пример из того, что может УМД-02 при правильном подходе) Сварка "в угол". УМД-02 имеет два варианта наложения ВЧ на импульс. Вариант "0"- ток ВЧ-возбуждения суммируется со сварочным током, и вариант "1", когда токи основного импульса и тока ВЧ-возбуждения переключаются между собой с частотой ВЧ. Если с режимом "0" все просто, то режим "1" открывает для нас дополнительные возможности в формировании формы импульса. Возьмем прямоугольный импульс, наложим на него ВЧ с частотой 5кГц, режим "0", амплитудой 30%- мы услышим свист дуги на частоте 5кГц. График выглядит так: 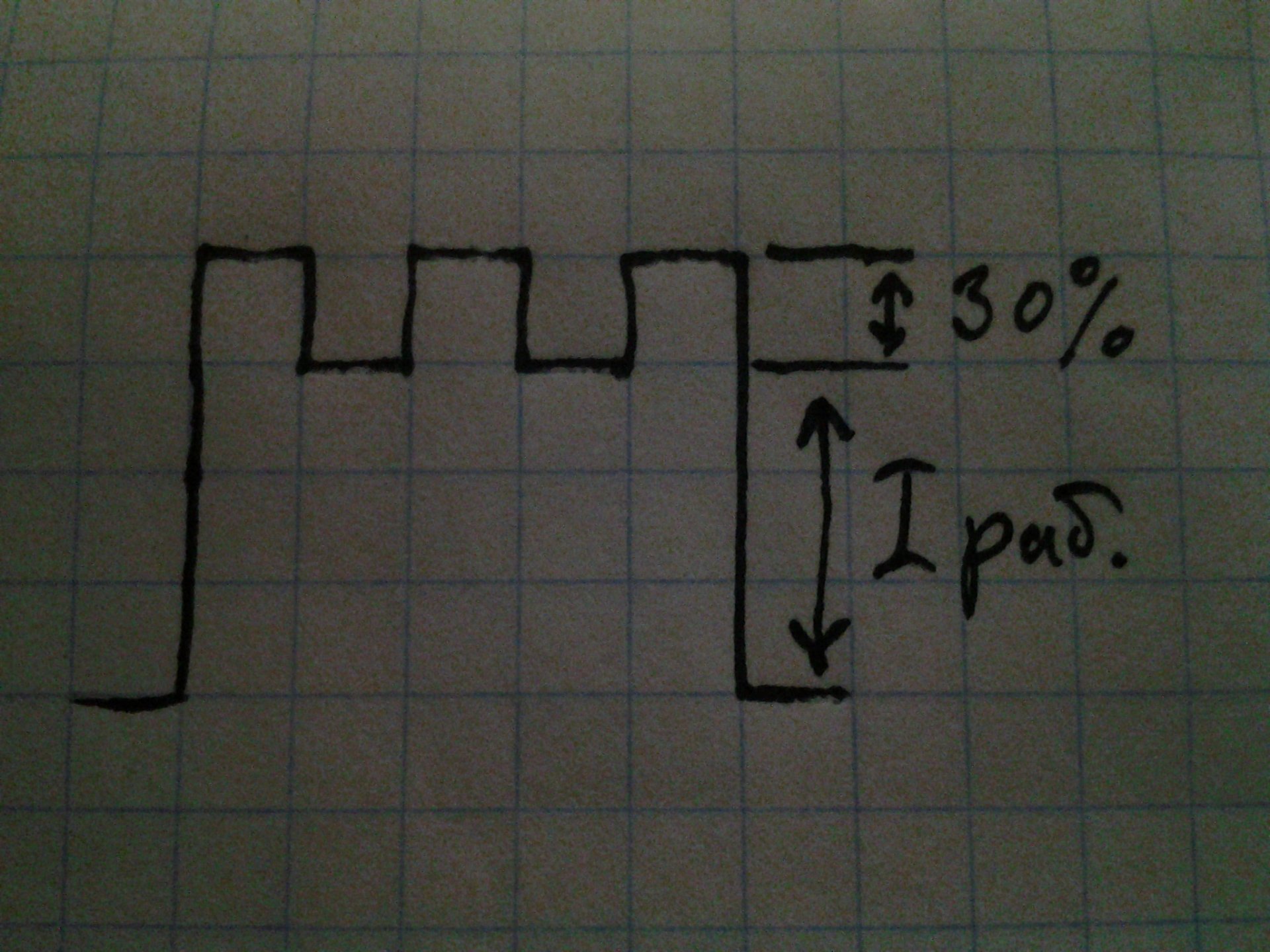
Теперь сделаем то же самое, но с режимом "1", и мы услышим тот же писк, график будет иметь такой вид: 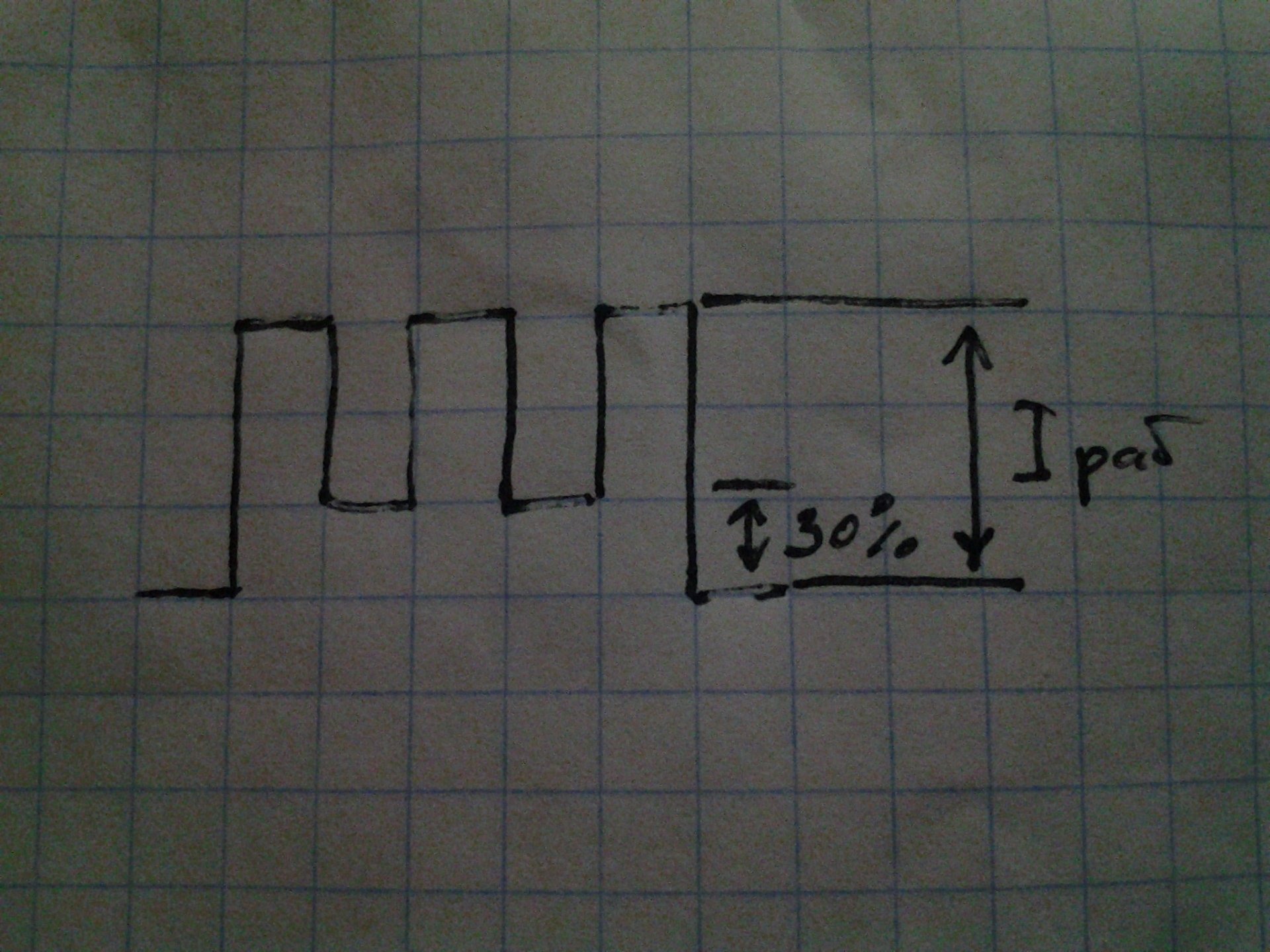
Наконец сделаем так- в режиме "1" амплитуду ВЧ установим на 100%. В итоге дуга перестанет свистеть, так как импульс будет иметь чисто прямоугольную форму, без гребенки. Так вот, вернемся к сварке в угол. Изучив ряд материалов, в том числе доступные данные по схожим аппаратам, я пришел к выводу о необходимости получения импульса схожей формы: 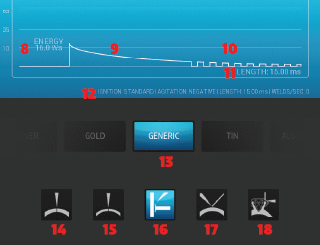
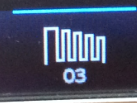
Такой формы импульса в УМД-02 нет. Но я её сконструировал следующим образом: Диаграмма: Трапеция; Режим ВЧ: "1"; Частота ВЧ: 5кГц; Амплитуда ВЧ: 100%. В итоге я получил следующую форму импульса: 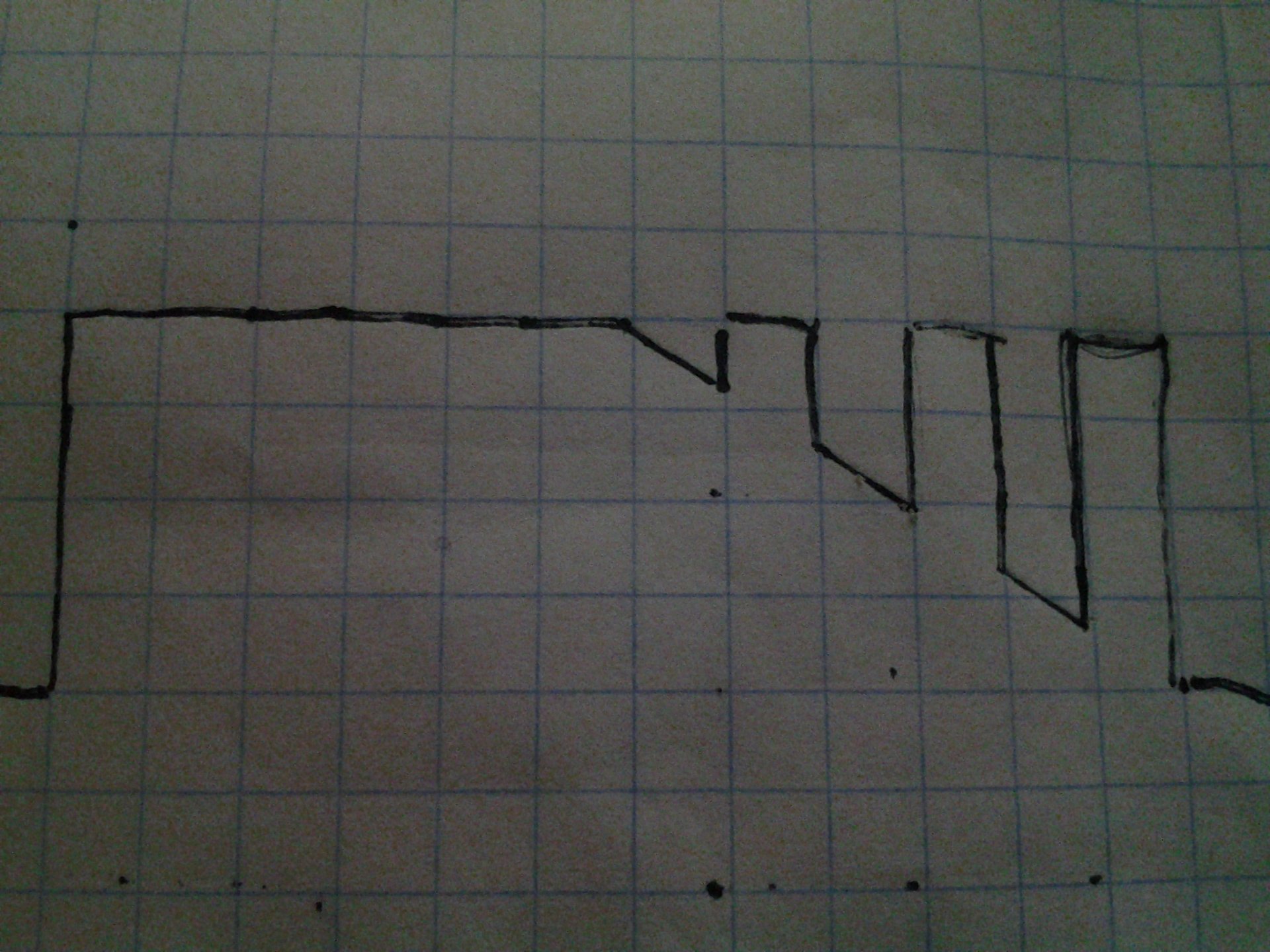
Не забываем отключить "Ток зажигания", и помним, что сварка "в угол" любит силу тока. Настройка редуктора без "пыхов". Барашек на ротаметре почему-то принято считать винтом тонкой регулировки, на самом деле это просто вентиль, а расход выставляется на редукторе под гаечкой. Вентиль открываете на всю(!), откручиваете гайку-колпачок на редукторе и шестигранным ключом выкручиваете винт (будет чувствоваться, что он пошел без подпружинивания, полностью не нужно). Затем ставите клапан на аппарате в открытое положение(режим теста клапана газа, или просто кликаете по педальке) и подав газ в редуктор начинаете закручивать шестигранкой винт до тех пор, пока не выставите нужный расход. Расход будет заметно ниже. "Пыхов" не будет. Я опустил описание предустановленных режимов "Металлы" и контактной сварки. По поводу "Металлов"- поэкспериментировать при желании можно) Бывает, что работает) Параметры, кроме длительности и силы тока, изменить нельзя. Что там установлено- я так и не выяснил. Память для "Профилей" в "Металлах" используется одна на двоих с "Диаграммами" (даже "на троих"- с профилями контактной сварки), правда в более новых версиях память вроде бы добавили. Контактная сварка- также одно название. Но для черных металлов и титана применять с определенными навыками можно. Например- для прихватки присадки или мелкой деталюшки. Для успешной прихватки та же присадка должна быть очень, ну очень легко прижата электродом контактной сварки к основному металлу. Тогда за счет микроискрения она отлично прихватится. Подведу краткие итоги. Аппарат безусловно получился. Он работоспособен, поддается гибкой настройке. Зависаний или сбоев в работе ПО замечено не было, работает стабильно. Повторяемость и предсказуемость в работе отличная. Имеет хороший запас мощности с точки зрения ювелира. Что более важно- официальный нижний порог по мощности составляет 0,5Дж, фактически- можно опустить планку вполовину ниже. Пропорцией "время/сила тока" можно управлять во всем диапазоне мощности, начиная с >0,5Дж. Дальнейший опыт эксплуатации покажет, насколько аппарат надёжен. В аппарате фактически нет предустановок для разных материалов и типов работ. Мне, правда, было очень интересно разобраться в этом вопросе, но это на любителя. Надеюсь, что часть моих рекомендаций и будет учтена, а что-то будет полезно пользователям. С наилучшими пожеланиями.
Изменено:
- 24.10.2017
|
|
Offline |
|
https://www.traditionrolex.com/13