Ну, сам просил... 
Первое:


Камней с таким (1 и 3) рундистом не бывает. Если попытаться впихнуть камень в такую подрезку - сколешь или сразу (что вероятней), или при попытке закрепить. Тем более, что форма и размер крапана заставят закрепщика прилагать большие усилия, а контакт металла и камня здесь будет трудно проконтролировать визуально, в общем , закрепщики будут счастливы.))
Второе: вот это (2) место. Если предполагается наваливать внутренний бортик на камень, то у него слишком малая высота, а сам он спрятан в канавке. При закрепке внешний край изуродуют, а исправить это будет крайне сложно, да и сделать закрепку с бортиком такого сечения...Я бы не взялся.
Третье (мало существенное) : толщина шинки со стороны ладони - 0,75. Этого мало. Будет ведь ещё литьё, обработка и пр. В итоге толщина кольца в самом тонком месте будет хорошо, если 0,5 - 0,6 и в повседневной носке оно очень быстро сомнётся или вообще сломается.
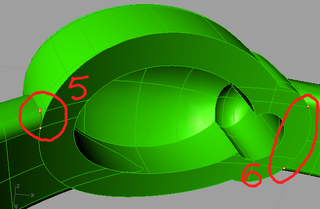
Теперь по NakedEdges. Видно, что они у тебя образовались на стыках тел, там, где несколько рёбер практически сливаются в ноль ( 4, 5 и 6). Чаще всего такое обращение с рёбрами и приводит к этим печальным последствиям. В данном случае можно , конечно, повозиться и позакрывать эти дыры или попробовать вылечить дефекты на Mesh`ах, но (ИМО) лучше перестроить вещь, учитывая ошибки, с тем, чтобы в будущем их ( таких, по крайней мере) не делать.
Это самое первое, что пришло в голову. Есть ещё много всяких мелких мелочей, но мне они сейчас кажутся не критичными.
Удачи!
Первое:
Камней с таким (1 и 3) рундистом не бывает. Если попытаться впихнуть камень в такую подрезку - сколешь или сразу (что вероятней), или при попытке закрепить. Тем более, что форма и размер крапана заставят закрепщика прилагать большие усилия, а контакт металла и камня здесь будет трудно проконтролировать визуально, в общем , закрепщики будут счастливы.
))
Второе: вот это (2) место. Если предполагается наваливать внутренний бортик на камень, то у него слишком малая высота, а сам он спрятан в канавке. При закрепке внешний край изуродуют, а исправить это будет крайне сложно, да и сделать закрепку с бортиком такого сечения...Я бы не взялся.
Третье (мало существенное) : толщина шинки со стороны ладони - 0,75. Этого мало. Будет ведь ещё литьё, обработка и пр. В итоге толщина кольца в самом тонком месте будет хорошо, если 0,5 - 0,6 и в повседневной носке оно очень быстро сомнётся или вообще сломается.
Теперь по NakedEdges. Видно, что они у тебя образовались на стыках тел, там, где несколько рёбер практически сливаются в ноль ( 4, 5 и 6). Чаще всего такое обращение с рёбрами и приводит к этим печальным последствиям. В данном случае можно , конечно, повозиться и позакрывать эти дыры или попробовать вылечить дефекты на Mesh`ах, но (ИМО) лучше перестроить вещь, учитывая ошибки, с тем, чтобы в будущем их ( таких, по крайней мере) не делать.
Это самое первое, что пришло в голову. Есть ещё много всяких мелких мелочей, но мне они сейчас кажутся не критичными.
Удачи!