Сообщений: 1764 Регистрация: 07.11.2008 Откуда: Белая Церковь
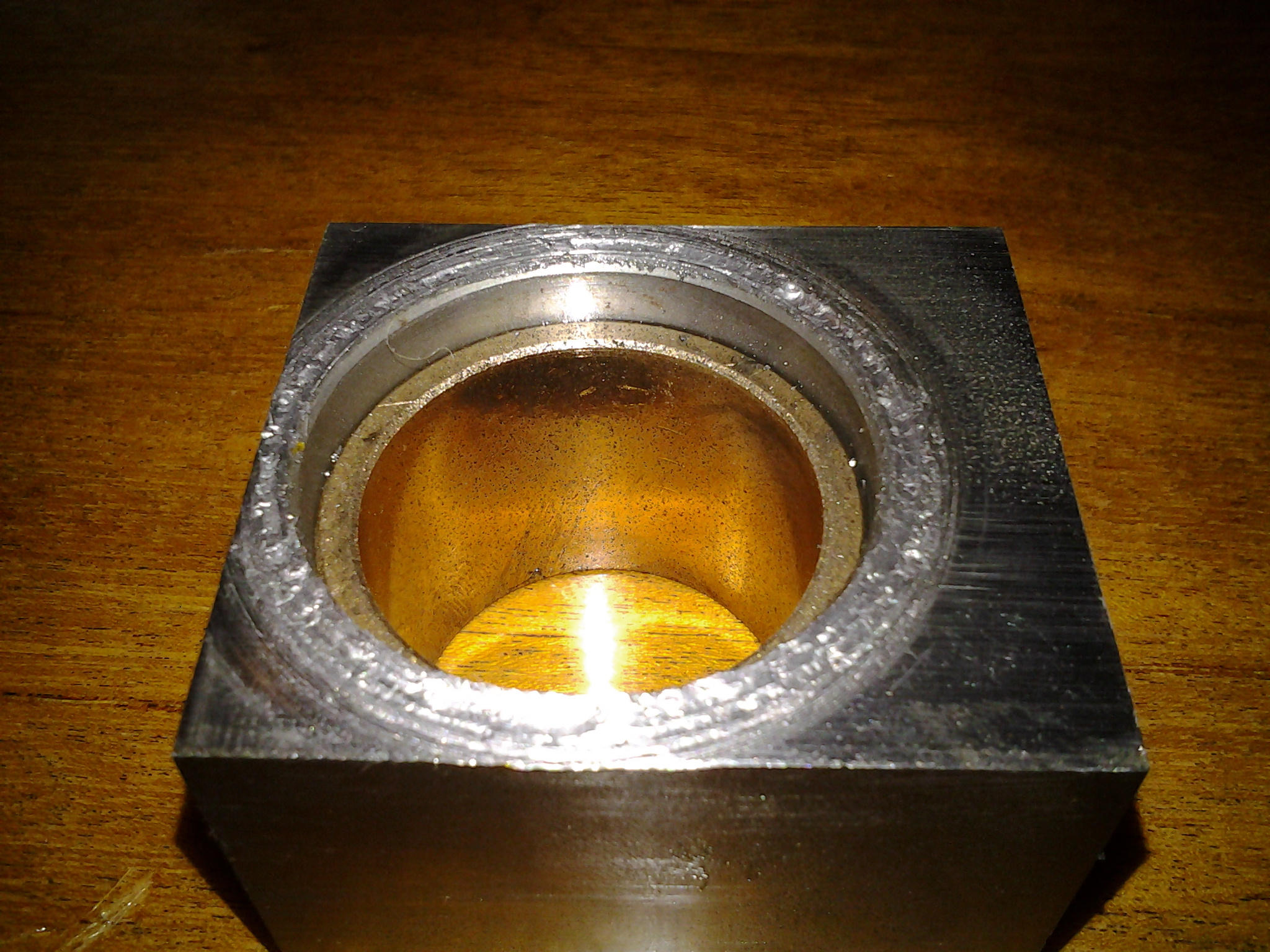
Сегодня поймал клина на новых Durston 130 (старая модель). На валах суммарно откатал около килограмма серебра. Во время работы внезапно возросло сопротивление вращению. Прокрутил рукоятку в обратную сторону все нормализовалось, при вращении в перед с малой нагрузкой- вновь ступор. Ни треска, ни шума, ничего подозрительного в работе замечено не было.
Начитался про сработанные сырые шестерни первым делом заглянул к косозубым- все в порядке. Ну, думаю, хана редуктору. Вскрыл- все в порядке. Заклинил нижний вал во втулке, точнее- рядом. Причину опишу после более детального изучения в ближайшее время.
Покупайте Дурстон, кто еще не купил... Буржуины проклятые, во что сотворили:
Советую кислород. Газовый баллон не понадобится. Газ тот что в дома подают, его хватает. Брать прямо из магистрали. Большой кислородный баллон, кислородный редуктор и пару метров кислородного шланга. Грамм 600 серебра плавит в легкую. Ну и соблюдать технику безопасности естественно. Типа не совать кислородный баллон с открытым вентилем в ведро с маслом и наоборот, не выливать ведро масла на баллон с открытым вентилем. Вообще масло желательно подальше, когда вентиль открыт.
Offline
Сообщений: 103 Регистрация: 11.08.2016
Cerberus, вы ответьте мне, если лом серебра растворить в азотной кислоте , а затем востановить медной пластиной, сильно будет загрязно полученное серебро?
Offline
Сообщений: 6 Регистрация: 16.02.2018 Откуда: Москва
ДмитрийМ, Я первый раз слышу, чтобы хлорид серебра в солянке растворился. Не поясните?
Желтый насыщеный цвет раствора и меня беспокоит - мало ли что там было в исходном сырье. Он его растворял азоткой (лом) и высаживал солью, а потом промывал , но боюсь промывал просто водой из под крана.
Offline
Сообщений: 206 Регистрация: 06.04.2008
Делаем монетки из цветных металлов.
Иногда узнают про серебро, реже про золото. С ним мы не работаем в силу определённых причин.
Хотелось бы посотрудничать: я делаю штампы, второй человек раскатывает металл в пластины, далее чеканим монетки и ставится всё необходимое.
Оплата за металл и работу-на момент начала работ.
Всё только по чистому и белому, также нужно будет выдать документы о покупке этих монет. Покупателем будет физ.лицо.
Желательно конечно Москва и область.
Изменено:
- 05.03.2018
Offline
Сообщений: 156 Регистрация: 07.10.2010 Откуда: Тюмень
Очень хорошо, что на подобном примере можно разобрать и разложить по полкам цено образование. Делал кнопку для золотых швейцарских часов. Сложность была высокой, так как внутри кнопки находилась направляющая шестеренка, сделать замеры зуба шестеренки не представляла возможности, а под ней канавка под уплотнительную резинку. Внутренний диаметр кнопки 4мм. и на глубину 4мм. по центру трубка, каждый зуб 0.01мм. Хрен фрезой залезешь. Был дан образец оставшейся кнопки, на предмет могу ли я сделать, так как ехать в Швейцарию клиент не хотел. Все рассчитывалось на глазок, эксперимент длился 20дней, так как по ходу и настраивать в микроны машину приходилось из раза в раз, так как малейшее смещение отражалась на внутренней части геометрии шестеренки. Вместо прямого общения клиента с мастером, заказчиком выступил ювелир к которому обратился этот чеовек с изготовлением данной кнопки. По истечению 20дней ювелиру и часовщику был представлен образец и фото готовой кнопки из серебра. А так же оба человека проинформированы на предмет того, что нужен срочный ответ на изготвление кнопки из золота. Причина. В связи с тем что, машина настроена, но если изготовление затянуть, настройки откалиброванной машину убегут и придется заново настраивать машину делая тесты восковой кнопки и повторно настраивать машину под конкретный заказ. К сожалению оптические датчики не столь совершенны. Тишина в конце провода длилась 15дней, а потом мол делай. Стоп! Вам придется доплатить за то время которое , я потрачу на настройку машины. Вот тут понеслось, что клиента не выводили напрямую, так как клиент зануда, а ювелир извинился, так как не знал тонкостей всей процедуры с технологическим оборудованием. Что надо убить кучу времени на подколибровку и настройку пятиосевой машины под данный проект. Клиент был удивлен, что тест заказ давно сделан, а его не поставили в известность. Обозначенная цена в 30тыс за какую то кнопкуиз 750пр. его крайне удивила. За что такие деньжище! Разговор вылез в целую дискуссию с конкретным описанием всех тех процессов и раскладкой времени и работы по данному проекту. Были представлены фото отлитого кольца с прибылью, как образец того сколько металла понадобится мне купить, чтобы сделать этот проект в золоте. Мне надо было купить для клиента на 60т.р. металла и потратить 20 дней на эксперименты чтобы выполнить поставленную задачу и заработать 30.тр. Я сработал в ноль. В ноль!!!!Это если считать, что я тоже человек и у меня есть расходы. Дискуссия затянулась на 3дня переписки, клиент ломал меня на сумму в такой последовательности, чтобы отдать деньги частями. Его часы стоят 2.500мил, а тут кнопка за 30 рублей, как-то не совместимо в цене. Раз клиет не захоел работать на моих условиях, я отказался от частичной предоплаты и отказал клиенту потеряв время и деньги. Фото на данную кнопку к часам....
Если бы клиент заказывал крестик на заводе, над проектом трудилось бы много людей разных ювелирных профессий. 1.Художник 2.Дизайнер, 3д модельер 3. Программист(написание управляющей программы к ЧПУ станку) 4. Литейщик 5. Ювелир монтировщик и по необходимости закрепщик. Ну и расходы предприятия на закуп материалов для выполнения заказа. 6. бухгалтерия и менеджеры. Стоит ли платить ювелиру эти 50т.р за изготовление крестика, так как он не имеет в своем штате выше перечисленных сотрудников для выполнения данного заказа, а делает все сам?
Offline
Сообщений: 1458 Регистрация: 27.01.2016 Откуда: г. Кунгур, Пермский край
илюха93, Вопрос с отверстием проще решить если нарисуете маломальский чертеж стакана с вставленной опокой.
Нижнее распложение отверстия- не лучшее решение.
У знакомого на заводской машине было нижнее расположение отверстия. Промежуточного резервуара не было.
Во время литья 1 кг серебра разорвало опоку и жидкий металл ломанулся в этот проход вместе с формомассой долетев до насоса.
Полная переборка всего агрегата заняла несколько дней.
Я думаю распологать лучше сбоку, но не совсем вплотную к опоке.
Offline
Сообщений: 1434 Регистрация: 04.01.2013
Alexjewel, Что с серебром, что с медью по сути одно и то же.
Квартую разные пробы и 585 и 375. Сплав легирую до 270 пробы, благодаря чему он потом не превращается в труху, его легче собрать и нет потерь. Слиток катаю примерно до 0,5 мм так он травится значительно быстрее и качественнее и не важно с медью он или серебром. Весь химпроцесс занимает не больше часа. Осадок промываю водой, добавляю немного соды, что бы погасить остатки кислоты и ещё три раза промываю горячей водой из чайника, выпариваю и плавлю. Проба золота получается 992-997.
Из раствора азотки добываю хлорид серебра путём добавления раствора поваренной соли, а из хлорида серебра серебро. Проба получается 995. Раствор азотки собираю в пластиковые канистры и сдаю на дальнейшую переработку в государственную контору по переработке отходов, содержащих дм. С недавних пор что то произошло в нашем королевстве - переработчики отходов стали шевелиться. Раствор сдаю потому, что перерабатываю советскую 375 пробу, а в ней около 4% палладия. В прошлом году сдал 60 литров, накопленных за несколько лет. По моему учёту там должно было быть от 70 до 80 грамм палладия. Достали 75 грамм. Мне заплатили чуть больше штуки баксов. Мелочь, а приятно.
На всякий случай написал инструкцию и техпроцесс на квартование, что бы у пробирной инспекции не было ко мне вопросов.
Изменено:
- 17.03.2018
Offline
Сообщений: 28 Регистрация: 16.10.2010 Откуда: Курск
Ой ой ой,... мда....
Даже не знаю, что на подобный стеб можно ответить и стоит ли...
Совершенно ни на кого не обижаюсь. Скорее всего пишущие в мой адрес негатив, а скорее всего просто обоснованные своей проф. деятельностью сомнения, т.к. с подобным не сталкивались и перед ними не стояло подобных задач, не видели и их не обучали плетению действительно тонких цепей.
Лично для меня очень прискорбно читать о том, что цепи из проволоки менее 0,25 мм для вас за гранью фантастики. Сейчас действительно продается очень мало волочильных досок с фильерами менее 0,18мм, хотя пока такие еще и присутствуют. Но поверьте, доски 70+ -это реальность! Ученическая доска для моих "выкидышей", а по другому учеников-подмастерьев с такими сроками обучения и назвать нельзя, начинается с 0,18. Проволоку и из серебра и из золота они прогоняют от почти максималки (дальше не даю прокатывать, как бы не хитрили с сечением) до 0,20. Зачет - волочение от 4,0 до 0,20 с отжигами и запиловками "концов" без разрыва основного полотна (нервенный обрыв кончиков и последующая запиловка не считается). С серебром народ обычно справляется почти сразу (и лошади танцуют), а вот на золоте бывают интересные моменты. Для отжига (отпуска) не применяются ни какие инертные среды. Обычный отжиг в "расплаве". Естественно предварительная очистительная плавка (с MELTEX для "криворуких", остальные готовят флюс под себя). И много, много чего далее...
Если кому-то действительно будет что спросить, то отвечу по возможности и постараюсь объяснить, что знаю сам. Не считаю себя не то что великим мастером, а даже мастером. Могу сделать очень малое из того, что хотел бы... У каждого своя специализация. Было дело реставрировал (да просто "приводил" в порядок) емкости с мощами святых в Курском Знаменском Соборе. За спиной много серебр. антикварных наборов. Сейчас обслуживаю 9 ломбардов и 1 мастерскую. Цепи, шнуры и т.п. - денежное хобби ))
После этого поста конечно будет много стёба!ТОВАРИЩИ! если вы не делали цепи из проволоки менее 0,27 или 0,25 это не значит, что сие не возможно! Ведь на волочильных досках есть и фильеры меньшего диаметра!? И поверьте - это не просто так! Перед тем как стебаться над "абсолютной" невозможностью подобного стоило бы спросить, а как отжечь такую проволоку без слипаний и "сплавления" витков? А как вообще провести очистительную плавку? Каким должен быть отжиг перед навивкой? Как изготовить нормальный фигурный ригель? Как на него выполнить навивку? Как с него снять спираль, как и чем разрезать? и т.д. и т.п.
Имей место быть нормальное обсуждение, то все бы объяснил доступно. Теперь не считаю нужным. Если не забуду, то выложу фото текущего заказа - сингапурка и византийка из 0,18 (византийка с калибровкой в 4).
Кстати, указанная (на фото) в начале темы цепь - это уж ни как ни чей ни хвост! Ни бобра, ни лисы, ни кролика, ни даже ежика! Не хочу придумывать новых названий сам и не признаю переименований. Учите мат. часть, товарищи! Лисий хвост, колос и т.п. относятся к цепям "из звена в звено". Хоты бы соответствующие "брошюрки" позапрошлого столетия посмотрите. Они вообще не паяются! Прикиньте? Звенья свариваются диффузионным методом. И для этого не нужно навороченного оборудования и т.п. Достаточно "камня" и "источника тепла".Разобраться в схемах из инета, начитаться проф. несостоятельного популизма, собрать чего-то там еще не значит стать мастером...
Извините, если кого-то оскорбил... но мне действительно не приятно читать подобные отзывы, хотел просто немного помочь автору поста. Для меня и правда удивительно, что почти нет цепочечников работающих для клиента, а не срубающих бабло...
На дальнейший стеб отвечать не буду. У кого возникнут вопросы - пишите в личку! Написанные выше коменты считаю оскорбительными. С удовольствием расскажу, как изготовить фигурный ригель для цепей самому (и менее 1,0 мм -это не фантастика, но трудоёмко). Как провести очистительную плаку (чтоб гемор не всплыл))), Прокатка, волочение, отжиг (здесь и начинаются основные проблемы). Навивка, снятие и резка. Плетение, флюсовка (многие недооценивают), пайка (сварка). И т.д. и т.п.
Дуболомов, рубящих звенья топором руками или на итальянских машинках в игнор!
Offline
Сообщений: 1371 Регистрация: 17.01.2015
Ancle Fedor, слушай, ты что, серебро килограммами перерабатываешь?
Я вот все никак не соберусь духом, и не займусь эл. химическим аффинажем серебра.
Никак не подберу фильтр подходящий.
В прошлом году делал, но потом забросил из-за того что фильтры рвутся.
Offline
Сообщений: 1434 Регистрация: 04.01.2013
Aleksandr-kazan, Камни крепятся легко, крапана не ломаются, накладки под белое делаю из серебра, литьевые цепи и браслеты то же из той же бронзы, прокат из неё не сделать - трещит, поэтому добавляю медь на глаз процентов 20-30 и уже из такого сплава прокатываю проволоку или пластину.
Изменено:
- 03.04.2018
Offline
Сообщений: 146 Регистрация: 13.12.2016
Вообще не знаю как у Вас, а у нас, (тех кто занимается аффинажем профессианально) подобный метод очистки "на коленке" через электролит акб и селитру с солью называется да простят меня мои гаражные коллеги - в стиле " бомж-аффинаж".
Когда ничего нет, и негде достать, а кушать хочется.
Хотя не спорю, если долго-долго анонировать и танцевать с бубном перед этим раствором - то можно приловчиться и вырабатывать адекватную чистоту металла.
Вместо соли рекомендую все же гиппохлорид натрия (белизна). Это хороший источник хлора из доступных в хозмагах средств. Так же если не найдете соляной кислоты рекомендую обратить внимание на средства для очистки кафельной плитки. В их составе часто применяется 20% соляная кислота.
Но опять же это все "бомж стиль", но не скрою, он увлекателен и даже эти методы я недавно начал осваивать и искать тонкости работы с ними. На соседнем форуме ребята часто интересуются этими ме тодами. Стало интересно и вот уже наверное с пол года я иногда практикую и подобные народные методики просто от нефиг делать как говорится. Но учиться все же лучше на нормальных реактивах и с нормальным металлом.
Аффинаж это как болезнь наркомания. Вылечиться невозможно. Стоит один раз удачно попробовать - и ты уже зависим.
Сложнее всего профи. Интереса к прибыли уже нет, а бездействие приводит к тому, что работаешь в удовольствие. Это уже сравнимо с ломкой у наркомана. Будет у тебя грамма три серебра и ты знаешь, что не выгодно их делать сейчас, но ты пойдешь и сделаешь эти три грамма. Это уже профессианальная ломка. Но профи загружены работой и заказами и подобное просто не замечают.
Я заметил, только когда сделал перерыв на пол года в прошлом году. Без химии смог продержаться всего месяц. WOT и war thunder надоели быстро, и началась профессианальная ломка. но перерыв необходим был.
П.с. На самый крайний случай - можно с избытком обогатить электролит акб солью пищевой, добавить еще избыток соли (чтоб не растворялась) и термически перегнать в соляную кислоту, пропуская пары образуемого хлороводорода в куполе над водой. При самых плохих расклдадах 10% соляную кислоту получить можно. Ее в принципе вполне достаточно для работы и тонкой очистки металла. Но все же рекомендую обзавестись нормальными расходниками, если намереваетесь продолжать. Ювелиры не любят плохую чистоту металла. Аффинаж - как и ювелирное дело, не любит поспешности и ошибок не прощает. Самое минимальное, чем здесь платят за ошибку - потеря металла. А за грязный металл или недоосажденный металл -как правило расплачиваются своим именем. А имя мастера порой дороже металла.
Offline
Сообщений: 134 Регистрация: 31.05.2018
Здравствуйте,коллеги.Слаб я в химическом деле и прошу простить за не правильные терминалогии.У меня имеется раствор двух образцов с содержанием Au.итак по порядку..
1)Афинировал лом из золота цинковым методом в азотке.По истечению долгого периода набралось не мало оксида серебра.Короче я его востановил,расплавил в нержавеющем тигеле,все бы хорошо да оказалось еще лучше.В востановленном растворе оказалось N количество Au.не смог расплавить в тигеле всю эту кашу и решил повторно бросить в азотку.Как вы можете понимать в состав попала нержавейка.В итоге не смог отделить одно от другого,серебро тоже не съела азотка а превратилась в белую пыль в одном случае.А в другом случае думал царской ВОДКОЙ смогу вытащить золото,тоже не удачно.Реакция протекала бурно,но вместо зеленоватого цвета насыщенного металлом я получил раствор цвета "черного чая" (толи он коричневый с зеленью,толи черный)Помогите советом как быть с нержавейкой?Как получить Ag Au?
2)Другой раствор остался после изготовления полых цепочек.Вместо меди использовал алюминий для прокатки трубки.Травил заготовки в каустической соде.Собирал осадок и фильтровал раствор и у меня набралось Au.Всю эту массу кипятил и промывал водой,чтоб избавиться от щелочного воздействия на кислоту.После залил царской.Реакция шла отличная,думал все как положено идет и на выходе раствор был зеленого цвета,но ничего не смог осадить.В обоих случаях катализатором был солянокислый гидразин.На дне до сих пор виднеются частички плавающего Au.Помогите советом как его достать?Спасибо
Offline
Сообщений: 75 Регистрация: 27.05.2013
Сейчас некоторые ювелиры специализируются на срочных индивидуальных заказах. Клиент ждать не хочет и готов платить на 50-100% больше, чем за ожидание в 10-30 дней.
Это штучные изделия только для одного клиента. Даже резинку с них не снимают, поскольку индивидуальные изделия больше никому не понадобятся.
Magic работая сразу с металлом позволяет полностью миновать стадию литья (один из продолжительных процессов, и не всегда удачный, поскольку непроливы или пузыри никто не отменял: опять изготовление восковки, опять опока и литье). Со станка можно сразу получить мастер модель/готовое изделие
Литьевая технология не позволяет делать мельчайшие элементы - золото/серебро не проливается ни при каких условиях. А такие изделия заказывают все чаще.
После литья сплавы золота и серебра мягкие, при фрезеровании сплавы твердые и можно делать ювелирные изделия с совсем другими характеристиками и узорами. Литьем такие ювелирные изделия изготовить не получится.
Еще плюс станка, что ювелирные изделия можно делать без создания 3D модели в .stl
Все это вместе взятое позволяет изготавливать индивидуальные ювелирные изделия быстро и недорого.
Если у вас отлажено изготовление 3D моделей, восковок, литье, то лучше этим и заниматься, тем более, что 85% ювелиров в России так до сих пор и изготавливают ювелирку по технологиям позапрошлого века, когда не было станков с ЧПУ и компьютерного моделирования, когда воск пилили руками и отливали сплав в опоку.
Эта технология оптимальна для массового производства на заводах. В маленьких частных мастерских при изготовлении индивидуальных разовых заказах технология литья очень дорога и малоконкурентноспособная
Offline
Сообщений: 187 Регистрация: 09.01.2012
Цитата
(Faza 18.06.2018) Сейчас некоторые ювелиры специализируются на срочных индивидуальных заказах. Клиент ждать не хочет и готов платить на 50-100% больше, чем за ожидание в 10-30 дней.
Это штучные изделия только для одного клиента. Даже резинку с них не снимают, поскольку индивидуальные изделия больше никому не понадобятся.
Magic работая сразу с металлом позволяет полностью миновать стадию литья (один из продолжительных процессов, и не всегда удачный, поскольку непроливы или пузыри никто не отменял: опять изготовление восковки, опять опока и литье). Со станка можно сразу получить мастер модель/готовое изделие
Литьевая технология не позволяет делать мельчайшие элементы - золото/серебро не проливается ни при каких условиях. А такие изделия заказывают все чаще.
После литья сплавы золота и серебра мягкие, при фрезеровании сплавы твердые и можно делать ювелирные изделия с совсем другими характеристиками и узорами. Литьем такие ювелирные изделия изготовить не получится.
Еще плюс станка, что ювелирные изделия можно делать без создания 3D модели в .stl
Все это вместе взятое позволяет изготавливать индивидуальные ювелирные изделия быстро и недорого.
Если у вас отлажено изготовление 3D моделей, восковок, литье, то лучше этим и заниматься, тем более, что 85% ювелиров в России так до сих пор и изготавливают ювелирку по технологиям позапрошлого века, когда не было станков с ЧПУ и компьютерного моделирования, когда воск пилили руками и отливали сплав в опоку.
Эта технология оптимальна для массового производства на заводах. В маленьких частных мастерских при изготовлении индивидуальных разовых заказах технология литья очень дорога и малоконкурентноспособная
в доказательство своих слов можете показать реальную работу сделанную на этом станке? доесть фрезерованную сразу в металле минуя как вы говорите этап литья?
Offline
Сообщений: 71 Регистрация: 10.06.2015
Мужчины и женщины! Внезапно осознала, что не знаю как чистить изделия из серебра с камнями и жемчугом, которые потемнели. Та же УЗ ванна с мылом и горячая вода? Не ругайтесь только, а
Offline
Сообщений: 111 Регистрация: 04.03.2014
Здравствуйте! Мира всем!
======================
И поддельное серебро попадалось,и сплав похожий на ваш (чего только не было),и позолота с клеймом.
Пронырливые,несознательные граждане так и норовят втюхать что-нибудь нашему брату...
Барышня одна приносила мне из такого сплава колечко,хотела уменьшить.
Посмотрел его,с её разрешения снял немного металла надфилем,внутри,под кастом,
а под слоем серебра - какой-то чёрный,окислившийся не похожий на драгметалл металл.
(Прошу прощения за тафталогию).Не стал браться.С бижутерией не работаю.Расстроилась.
Посоветовал - оставить как есть.Или попробовать снять резинку,в воске увеличить и сделать новое,большего размера.
Хотя бы из серебра.Не захотела.С деньгами не весело или ещё что.Не знаю.
Встретил её через какое-то время - узнаю что и как - нашла она кого-то,
тот сразу видно - профессионал -
распилил кольцо и попытался свести фуги.От чего кольцо благополучно лопнуло.При попытке спаять -
моментально расплавилось на её глазах.Как и что было дальше - история умалчивает.
Ещё было - один из родственников приобрёл по-случаю жёлтую золотую цепь (AU750),недорого.
(У неизвестного лица кавказской национальности ) ,
(Вот могут же некоторые найти на вокзале интеллегентного человека с безупречной репутацией ).
Принёс ко мне,проверил я её, - говорю - кинули тебя,не золотая она.Не поверил,
через пару месяцев всё встало на круги своя - позолота слезла и она у него вся почернела.
Некоторых - ничему жизнь не учит.
Сам как-то чуть не приобрёл тонкую цепочку.Заявленая проба 585.
Штамп чёткий,приятный зеленовато-жёлтый золотой цвет.
Думал, - вот оно какое - эталонное зелёное золото... Поднёс магнит - а она как прилипнет .
Всегда проверяю металл,лом или изделия на соответствие пробы (!) Даже опробированные.
Бриллианты смотрю не только под микроскопом,
но и всегда (после) проверяю тестером.Для надёжности
--------------------------------------------------------------------------------------------
Принесла мне как-то одна дама лом.(Ещё та афферистка).
"Всё рыжее,даже не сомневайся".
(Видно своего богатого сожителя обчистила)моя хата с краю))
Проверил, - сделал натиры,капнул реактива,сравнил.
Кое-что сразу отбраковал, - серьги оказались позолоченные,
(клейма вообще не было,почистил немного шабером - позолота и сошла),
после - ещё пару мелочей - жёлтое покрытие на меди.Не в этом суть.
Показал ей результаты,вежливо объяснил - что не всё золото,что блестит.
(Справедливости ради - большая часть соответствовала заявленному).
Сделал вещь,какую она хотела,взял совсем мизер за работу и отдал обратно её бижутерию.
Всегда работал честно - никогда не занижал пробу и не выдавал г. за драгметалл.
И хотя ей не удалось мне впарить весь свой ширпотреб - она довольная упорхнула с моего горизонта.
А недавно перебирал её лом (делал со своего металла) -
и что-то заинтересовался одной вещью с накладкой из белого.
Центрального камня нет,по-углам - декоративные корнеры..и пара мелких камушков,
жиром,грязью и ещё неизвестно чем замазаных.
Немного почистил,посмотрел в микроскоп -
то-ли стекляшки с пузырьками,то-ли камни с включениями.
Раскрепил - рундист шлифованый.
Проверил тестером - бриллианты.:>)
Хоть и мелочь(~1mm),но приятно...
Воисстину глаголится - Возлюби ближнего своего,ибо ближний возлюбив тебя возрадуется.
(Но прийдёт третий и возлюбит вас обоих ? )
Изменено:
- 08.07.2018
Offline
Сообщений: 163 Регистрация: 31.07.2014 Откуда: Великий Устюг - Родина Деда Мороза
Здравствуйте, уважаемые ювелиры-литейщики! Нужна консультация. Не пролилось серебро, подскажите пожалуйста в чём может быть причина? Кроме серебра отливали золото, там всё хорошо (были изделия и из полимера)
Литьё центробежное. Масса отлитой ёлки 35 грамм. Металл на ёлку 2/3 вторичный (стояк с предыдущего литья), 1/3 лом (цепь и крестики), Формомасса Керр экстрим. Вода 0,38. Формовали рано утром, отливались вечером.
Цикл прокалки 11 часовой. Температура опоки 550 градусов. Металл плавили горелкой газ-кислород, пламя мягкое. Цикл прокалки:
150гр — 40 минут нагрев, 90 минут выдержка;
370гр — 90 минут нагрев, 90 минут выдержка;
730гр — 120 минут нагрев, 90 минут выдержка;
550гр — 90 минут опускание, 60 минут выдержка, литьё.
Края непролитых мест как будто оплавленные горелкой.
Этот комплект, тоже может считать себя "рукопашкой".
Плод не очень удачного сотрудничества с 3-Дшниками. Заказ обсуждался по телефону, с примерной картинкой того что нужно. Работа пару раз переделывалась, но так и не удовлетворила моих запросов. Понял, что с модельером нужно сидеть за одним столом и обсуждать заказ лично и подробно. Или делать самому.
Использовал потом только касты под центральные камни. Делал мастер-модели с серебра, резинил, восковки, литьё. Монтировка, разделка под мелкие камни, закрепка и все дела.
Работы проделал много. Денежек заработал мало. Зато клиентка счастлива безмерно. Её тайские сапфиры , наконец-то обрели своё обрамление.
Offline
Сообщений: 292 Регистрация: 18.06.2018
Так, что-то я сильно заинтересовался Argentium'ом. Посмотрел литературные данные по нему - делюсь:
наиболее массово выпускаемый сейчас состав этого сплава имеет от 93,5 до 96% серебра, 1,1-1,3 германия, остальное - медь. Также обязательно добавляется бор из расчёта от 1 до 20 ppm, типовое значение - 6 ppm. По доле серебра - в указанных границах находится диапазон однородности сплава: при выходе за его пределы возможно расслоение металла на раздельные фракции твёрдых растворов. Данный диапазон не является единственным: при добавлении тех или иных легирующих компонентов удаётся получить хорошей однородности припои с существенно более низким (55-77%) содержанием серебра. Но вот про 925-ю пробу забудьте: не получается она хорошего качества - нужно больше серебра, оптимально - 94,5-95,5%. Германий создаёт защитный слой оксида на поверхности металла при содержаниях от 0,8% и растворяется в сплаве в количествах до 3%. Бор необходим для ограничения роста кристаллов при застывании сплава - его отсутствие приводит к снижению прочности и, как следствие, к ломкости. 20 ppm - предел растворимости бора в сплаве: если добавлять больше - получится сильно неоднородный по химическому составу и физическим свойствам металл с зонами повышенного содержания бора. НО, в процессе плавки бор очень быстро выгорает, поэтому лучше добавлять именно столько, можно даже с небольшим избытком с учётом на выгорание.
Такой состав сплава имеет хорошую стойкость по отношению к кислороду, но всё ещё остаётся склонным к сульфатированию. Для получения сплавов, обладающих большей химической стойкостью, в составе стараются уменьшить долю меди, увеличивая содержание серебра и легирующих компонентов - разумеется и увеличивая количество последних. Так, в сплав для замены меди может быть введено до 5% цинка (чтобы доля оставшейся меди получилась в пределах 0,7-3%). При этом, поскольку цинк имеет повышенную склонность к окислению, требуется добавление элемента-раскислителя, в качестве которого, как правило, используется кремний (до 0,25%). Также, для дополнительного упрочнения сплава в его состав можно привнести марганец (до 0,3%).
Что касается бора, то его введение в шихту, как нетрудно догадаться, сопряжено с трудностями точности дозировки и равномерности распределения по объёму расплава. Возможных решения - два: плавка с газовым (барботажным) перемешиванием расплава, при которой перемешивающий газ обогащается боргидридами или борфторидами quantum satis; либо привнесение бора в расплав в составе лигатуры, например CuB 2%.
Думаю, последний вариант является наиболее подходящим для большинства, не обременённого владением профессиональным литейным оборудованием. Правда, сплавлять Argentium нужно всё равно в окружении защитной атмосферы и под толстым слоем графита на поверхности расплава, но это всё реализуемо и в условиях не особо богато оборудованной мастерской.
Сейчас позвонил Алексею из редкийметалл.рф - пообщался на эту тему: лигатура CuB относительно недорогая, но продаётся чушками. Так вот, при наличии спроса он согласен купить чушку, распилить её и выслать по кускам всем страждущим вместе с потребными для ювелирных нужд (от 10 грамм) порциями германия за очень скромное вознаграждение сверх себестоимости металлов. Так что, страждущие - вместе дружно радуемся тому, что такой поставщик на свете - и не просто на свете, а в нашей стране - есть, и сообща без лишних промедлений обеспечиваем спрос!



 Этот комплект, тоже может считать себя "рукопашкой".
Этот комплект, тоже может считать себя "рукопашкой".