Поскольку [url=http://forum.jportal.ru/viewtopic.php?t=5143&postdays=0&postorder=asc&start=0[/url]в дизайне[/url] меня культурно послали на три буквы... не хотелось бы похоронить там, свой "чисто технологический отчет" или как это назвать... оправдание 
В общем вот.. может сгодится кому-то...
Не думал, что появятся "скользские сомнения" и придется оправдываться , за свой,так называемый "вымуштренный персонал"
Все очень просто. Увидел, что на форуме,начало и условие конкурса объявлено, время пошло.. 21.00 по местному времени.
Шар-снежинки, на идею 2 секунды....
Геомертия футбольного мяча, пяти и шестигранники, плюс снежинки...
Пару минут на предварительный эскиз и....

Нарисовать сегменты снежинок в 3D среде(Rhinoceros4.0), спроецировать их на сферу, дело двадцати минут.
Внесение корректировки с установкой в шестиугольные снежинки камней заняло еще пять минут.
Подготовка для фрезеровки в рамках по двум сторонам еще 5 минут.
Создаем управляющую программу для станка Роланд в САМ среде (DeskProto4.0)
Первая снежинка, расчет чернового прохода 5 минут.

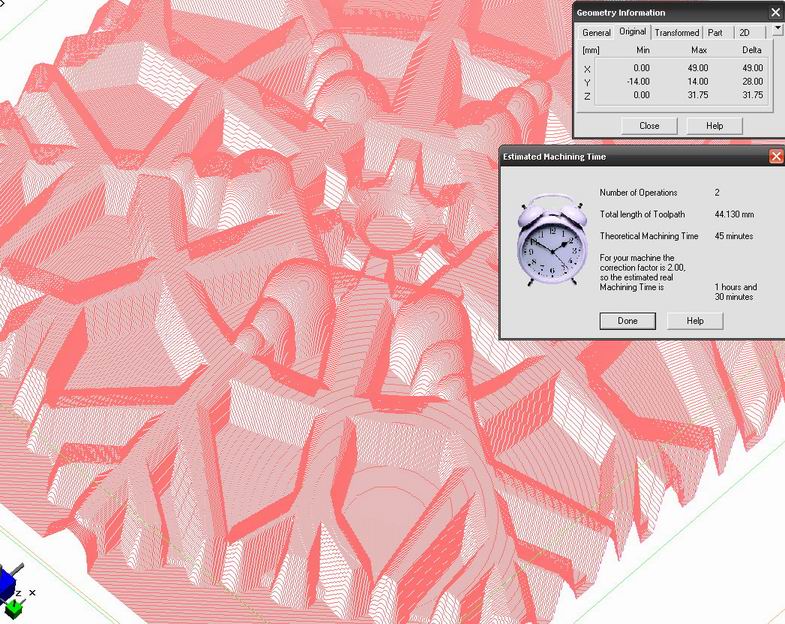
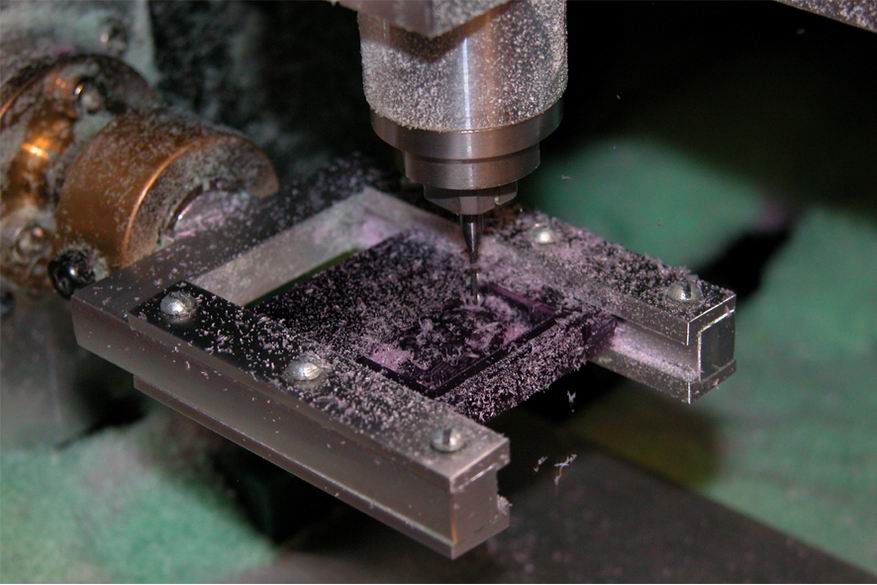
Запускаем станок в работу, пока режется черновой проход первой снежинки, спокойно создаем
УП для чистового прохода.После запуска чистовой резки, обсчитываем пятиугольную снежинку.

Поскольку особой чистоты поверхности не требуется, устанваливаем
приемлемые режимы резания. Фреза 15 градусов с радиусной кромкой 0.07мм шаг 0.05 мм и скорость 15-20 мм/сек.
На черновую и чистовую обработку шестигранной снежинки ушло 55
минут.
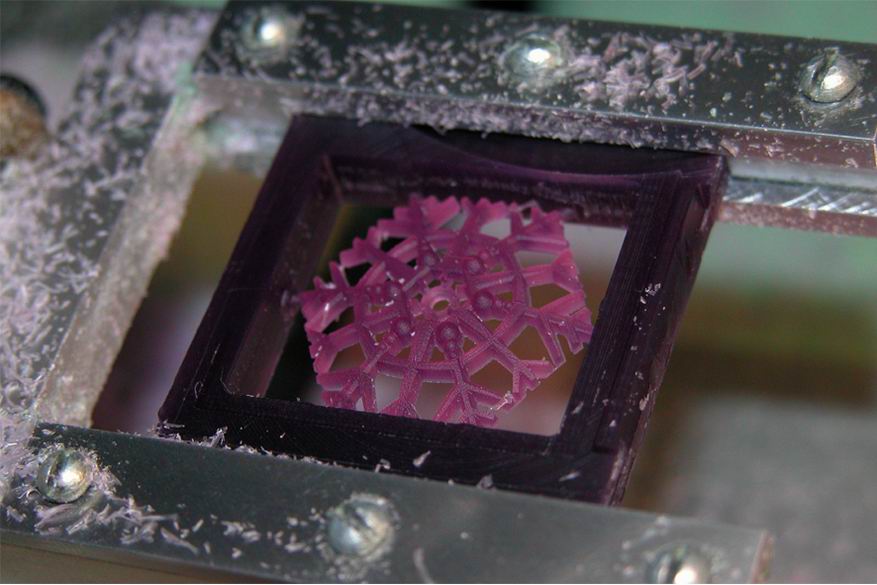
За окном уже ночь, пятигранная снежинка отложена на следующий день.)))
Утро , 8.00 местного времени. Запускаем подготовленную с вечера УП на станок, 5 минут на черновой проход, и 35 минут на чистовой
Собственно первая виртуальная часть на этом закончилась, пока пил кофе и собирался на работу )))
Все вышеописанное происходило на 2кв/м, вот тут )))

Рамки с снежинками в карман и в мастерскую.
На выбор 3 варианта,
1. отливка снежинок из металла с последующей вулканизацией их как мастер-моделей.
2. Используя восковые заготовки и жидкую силиконовую резину сделать мастер-модели минуя промежуточную отливку.
Но этот вариант ничуть не быстрее чем первый.
3. VLT от Кастальдо.... и вулканизатор нагретый до 75С.
Независимо от выбранного варианта, увеличилось бы только время свободного ожидания.
Выбор-VLT... поскольку ждать-лень.)))
Берем аэро-термо шпатель из обычной галогеновой лампочки и аквариумного компрессора, 10 минут и
необходимая чистота поверхности достигнута.
Изготовление литников из воска и сама формовка резины 10 минут.
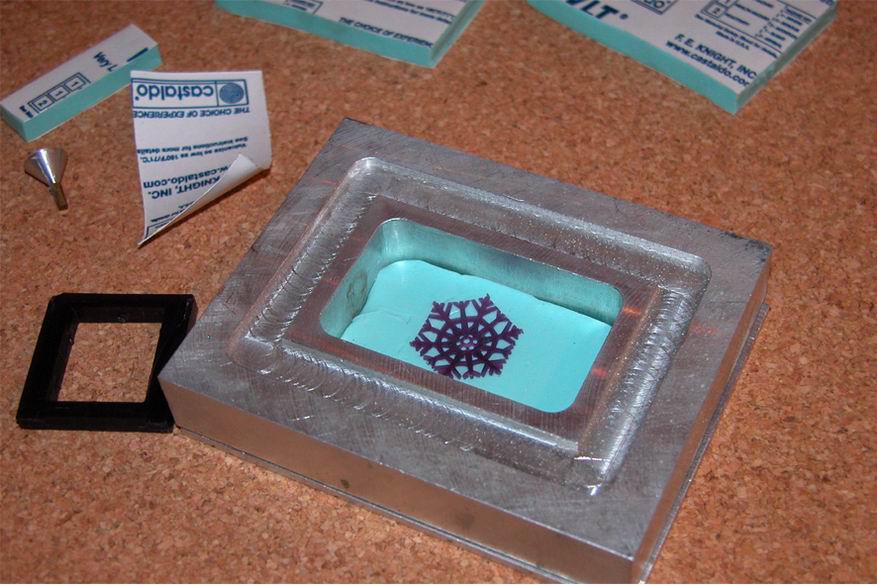
Вулканизация 2х форм в двух вулканизаторах 50 минут.

Разрезание 10 минут на обе резинки. Модельные снежинки уже ненужны, поэтому при резке можно не проявлять
к ним аккуратности.


Изготовление 30 штук восковок 20 минут, форма не сложная , все снежинки получались без брака. Впрочем
на искажение геометрии внимания можно было бы и не обращать, сборка все поправила бы.


В качестве основы для сборки "снежика" взята подходящего размера китайская пластиковая игрушка.
Обычным термошпателем, согласно задуманной линии разъема ( подсмотренной на брелке с футбольным
мячиком))) снежинки сплавлялись между собой , два "полуснежика" собраны за 40 минут.( 10 минут искал пластилин,
чтобы закрепить на столе шарик)))

Решено отливать из двух частей и спаивать их обычным припоем. Поскольку лить было задумано серебро,
с литниковой системой проблем не было, по сути снежинка-это сеть литниковых каналов, одинаковое сечение... все просто.
Восковая проволока 3мм и литниковая система готова за 35 минут на обе отливки.


Формовка опок по инструкции требует определенного времени, не подходящего к моим планам.
Значит, замешиваем и прокаливаем опоки по собственному режиму.
Сразу после исчезновения "мокрого блеска" на поверхности формомассы, последней залитой опоки ( это 15 минут)
Опоки помещаем в печь и цикл прокаливания начался. Ждать по инструкции тоже нет смысла, прокаливаем по своему,
это значит через 2 часа опоки уже будут шипеть в ведре с водой после заливки металла.
За эти 2 часа есть время изготовит "нахлобучку" из золота и "лишних бриликов",( как на настоящей елочной игрушке).
Пообедать,подумать что делать дальше с половинками "снежика"???.
.. Была идея сделать шарниры и несложный замочек, чтобы как шкатулка...
Но поразмыслив о хлипкости такой конструкции,да и больно уж "понтово" получится, решено все собрать в один комок.
Навеска серебра в тигель на первую опоку, огнеупорный силикон на фланец литейной камеры,
заливка первой опоки.... навеска следующей порции серебра в тигель.В одной руке щипцы для опоки в другой
кружка с чаем )))
Пока вторая порция в тигле доходит до нужного состояния, первая опока размывается в воде.
Отливка второй опоки еще 10 минут... За время скусывания литников с первой отливки, размывается в УЗВ
вторая отливка. Еще 10 минут на удаление остатков литников внутри полусфер и обстукивание на том же шарике,
на котором и собирались все восковки.Шарик выдержал, и почти не поцарапался )))
Можно было бы и не отбеливать, но уже хотелось увидеть результат..того что получается )))
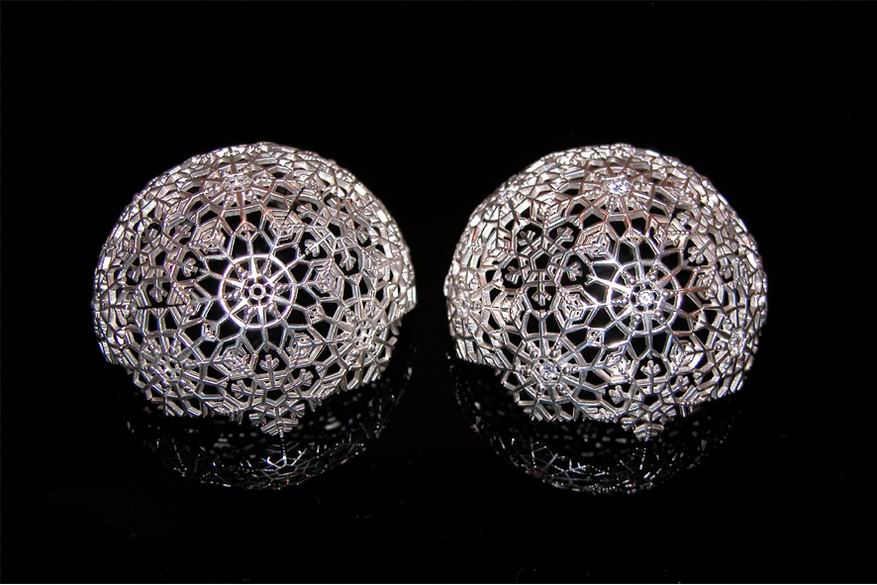
еще 5 минут на предварительную полировку и уже видно как "это" будет выглядеть...
10 минут и одна половинка с камнями.
"Биндрование" нержавеющей проволокой и пайка такой "нежной" конструкции без проблемм, быстро и аккуратно.5мин
Спаяно всего в 10 местах, пропаивать каждый стык нет смысла, да и пара стыков не сошлась, но это и незаметно ))
Закрепка оставшихся камней еще 10 минут. Отбеливание в "свежей" 5%HCL 15 минут.
Полировка и отмывка готового "снежика" с удовольствием и без спешки еще 30 минут..."пришпандоривание нахлобучки" и
готовой цепочки 5 минут...
Сомневающиеся, могут подсчитать "чистое время", которое ушло на изготовление этой игрушки, это около 10 часов для
одной пары рук. Плюс сколько-то времени на фотографирование и обработку фотографий.
Собственно и все, никакой коммерческой ценности у "снежика" нет.

в дизайне запахло не дизайном, фото любимой дочки убрал от кривых глаз.
P/S А вот "отчет" для сомневающихся, готовился долго и нудно, за это время можно было еще пару "снежиков-додэкаедров" отлить )))
В общем вот.. может сгодится кому-то...
Не думал, что появятся "скользские сомнения" и придется оправдываться , за свой,так называемый "вымуштренный персонал"
Все очень просто. Увидел, что на форуме,начало и условие конкурса объявлено, время пошло.. 21.00 по местному времени.
Шар-снежинки, на идею 2 секунды....
Геомертия футбольного мяча, пяти и шестигранники, плюс снежинки...
Пару минут на предварительный эскиз и....
Нарисовать сегменты снежинок в 3D среде(Rhinoceros4.0), спроецировать их на сферу, дело двадцати минут.
Внесение корректировки с установкой в шестиугольные снежинки камней заняло еще пять минут.
Подготовка для фрезеровки в рамках по двум сторонам еще 5 минут.
Создаем управляющую программу для станка Роланд в САМ среде (DeskProto4.0)
Первая снежинка, расчет чернового прохода 5 минут.
Запускаем станок в работу, пока режется черновой проход первой снежинки, спокойно создаем
УП для чистового прохода.После запуска чистовой резки, обсчитываем пятиугольную снежинку.
Поскольку особой чистоты поверхности не требуется, устанваливаем
приемлемые режимы резания. Фреза 15 градусов с радиусной кромкой 0.07мм шаг 0.05 мм и скорость 15-20 мм/сек.
На черновую и чистовую обработку шестигранной снежинки ушло 55
минут.
За окном уже ночь, пятигранная снежинка отложена на следующий день.)))
Утро , 8.00 местного времени. Запускаем подготовленную с вечера УП на станок, 5 минут на черновой проход, и 35 минут на чистовой
Собственно первая виртуальная часть на этом закончилась, пока пил кофе и собирался на работу )))
Все вышеописанное происходило на 2кв/м, вот тут )))
Рамки с снежинками в карман и в мастерскую.
На выбор 3 варианта,
1. отливка снежинок из металла с последующей вулканизацией их как мастер-моделей.
2. Используя восковые заготовки и жидкую силиконовую резину сделать мастер-модели минуя промежуточную отливку.
Но этот вариант ничуть не быстрее чем первый.
3. VLT от Кастальдо.... и вулканизатор нагретый до 75С.
Независимо от выбранного варианта, увеличилось бы только время свободного ожидания.
Выбор-VLT... поскольку ждать-лень.)))
Берем аэро-термо шпатель из обычной галогеновой лампочки и аквариумного компрессора, 10 минут и
необходимая чистота поверхности достигнута.
Изготовление литников из воска и сама формовка резины 10 минут.
Вулканизация 2х форм в двух вулканизаторах 50 минут.
Разрезание 10 минут на обе резинки. Модельные снежинки уже ненужны, поэтому при резке можно не проявлять
к ним аккуратности.
Изготовление 30 штук восковок 20 минут, форма не сложная , все снежинки получались без брака. Впрочем
на искажение геометрии внимания можно было бы и не обращать, сборка все поправила бы.
В качестве основы для сборки "снежика" взята подходящего размера китайская пластиковая игрушка.
Обычным термошпателем, согласно задуманной линии разъема ( подсмотренной на брелке с футбольным
мячиком))) снежинки сплавлялись между собой , два "полуснежика" собраны за 40 минут.( 10 минут искал пластилин,
чтобы закрепить на столе шарик)))
Решено отливать из двух частей и спаивать их обычным припоем. Поскольку лить было задумано серебро,
с литниковой системой проблем не было, по сути снежинка-это сеть литниковых каналов, одинаковое сечение... все просто.
Восковая проволока 3мм и литниковая система готова за 35 минут на обе отливки.
Формовка опок по инструкции требует определенного времени, не подходящего к моим планам.
Значит, замешиваем и прокаливаем опоки по собственному режиму.
Сразу после исчезновения "мокрого блеска" на поверхности формомассы, последней залитой опоки ( это 15 минут)
Опоки помещаем в печь и цикл прокаливания начался. Ждать по инструкции тоже нет смысла, прокаливаем по своему,
это значит через 2 часа опоки уже будут шипеть в ведре с водой после заливки металла.
За эти 2 часа есть время изготовит "нахлобучку" из золота и "лишних бриликов",( как на настоящей елочной игрушке).
Пообедать,подумать что делать дальше с половинками "снежика"???.
.. Была идея сделать шарниры и несложный замочек, чтобы как шкатулка...
Но поразмыслив о хлипкости такой конструкции,да и больно уж "понтово" получится, решено все собрать в один комок.
Навеска серебра в тигель на первую опоку, огнеупорный силикон на фланец литейной камеры,
заливка первой опоки.... навеска следующей порции серебра в тигель.В одной руке щипцы для опоки в другой
кружка с чаем )))
Пока вторая порция в тигле доходит до нужного состояния, первая опока размывается в воде.
Отливка второй опоки еще 10 минут... За время скусывания литников с первой отливки, размывается в УЗВ
вторая отливка. Еще 10 минут на удаление остатков литников внутри полусфер и обстукивание на том же шарике,
на котором и собирались все восковки.Шарик выдержал, и почти не поцарапался )))
Можно было бы и не отбеливать, но уже хотелось увидеть результат..того что получается )))
еще 5 минут на предварительную полировку и уже видно как "это" будет выглядеть...
10 минут и одна половинка с камнями.
"Биндрование" нержавеющей проволокой и пайка такой "нежной" конструкции без проблемм, быстро и аккуратно.5мин
Спаяно всего в 10 местах, пропаивать каждый стык нет смысла, да и пара стыков не сошлась, но это и незаметно ))
Закрепка оставшихся камней еще 10 минут. Отбеливание в "свежей" 5%HCL 15 минут.
Полировка и отмывка готового "снежика" с удовольствием и без спешки еще 30 минут..."пришпандоривание нахлобучки" и
готовой цепочки 5 минут...
Сомневающиеся, могут подсчитать "чистое время", которое ушло на изготовление этой игрушки, это около 10 часов для
одной пары рук. Плюс сколько-то времени на фотографирование и обработку фотографий.
Собственно и все, никакой коммерческой ценности у "снежика" нет.
в дизайне запахло не дизайном, фото любимой дочки убрал от кривых глаз.
P/S А вот "отчет" для сомневающихся, готовился долго и нудно, за это время можно было еще пару "снежиков-додэкаедров" отлить )))
Изменено:
- 13.10.2012








 ).
).
 Хотя я Вам лично ничего плохо не сделал!
Хотя я Вам лично ничего плохо не сделал!