Если автор темы позволит-добавлю ещё немного необычного Крыма. Мыс Тарханкут с высоты птичьего полёта-














|
Сообщений: 315
Регистрация: 27.07.2010 Откуда: г.Одесса |
Если автор темы позволит-добавлю ещё немного необычного Крыма. Мыс Тарханкут с высоты птичьего полёта-
|
|
Offline |
|
|
Сообщений: 3269
Регистрация: 25.10.2007 Откуда: ВБК |
Сегодня провел с женским составом семьи 6 часовой марш-бросок
по пересеченной местности дальностью 12-13 км. Брали г. Чиплах-Кая (Лысая скала) или ск. Казак - 630м. 
собственной персоной... 
пока, тихо боясь спугнуть, наблюдал за дятлами, тем самым став незаметным, личный состав сбился с курса, прошел мимо и начал подавать сигналы паники)) 
случайная живность - 8 см длинной, оказалась гусеницей "древоточца пахучего" (мотылек), нюхать не стали... 
п.с. ещё видели косулю с рожками, смотрела говорят на нас, но пока пробирался через опушку и доставал фотозапечатлеватель, то успел заметить лишь два её прыжка и скрывшуюся в кустах задницу((... все выше и выше... красивее. 


...в долине дорога в Судак. 
Взяли!!!... ...увидели море и захотелось искупаться, ... ограничились душем)) 
Вобщем, что с нами было и на сколько полезно, мы ощутили только тогда, когда скатились вниз... - растряслись по полной!)) Всем хорошего настроения и побольше активного отдыха! Спасибо за внимание. с ув.
Изменено:
- 28.07.2014
|
|
Offline |
|
|
Сообщений: 359
Регистрация: 04.03.2013 Откуда: Золотое Кольцо |
Вот вроде научился я уменьшать фотки, и спешу поделится впечатлениями о МОЁМ лете!
В начале августа ходили семьёй за грибосами, целый репортаж снял!              Последняя фотка- гнездо лесных ос, предпоследняя- цветок дикого цикория, а перед ней- багажник моей ласточки, не убравшиеся в вёдра грибы и пара найденных живописных валунов для сада. В этом году у нас в начале августа было море подберёзовиков, правда они очень быстро червивели, и волна длилась всего неделю, но мы набрать успели! А в прошлую пятницу выбрались за опятами, за 3 часа 4 ведра набрали! Жена у меня их безподобно засаливать с закваской умеет, под горчичным гнётом. На вкус получаются- реально за уши не оттащишь! |
|
Offline |
|
|
Сообщений: 3269
Регистрация: 25.10.2007 Откуда: ВБК |
Ходили на медне с ребенкой прогуляться по камянистому беряжку
в поисках древних окамянелостев. Ещё около 200 млн. лет назад эта скала (г.Сокол 474м), как и все остальные крымские горы являлись дном океана: 
фрагменты панциря древнего морского ежа: 

игла древнего морского ежа 
основание стебля какого-то растения 
створки малюсков 



какие-то червячки)) что-то типа Spartobranchus tenuis... 

просто морские птицы: бакланы и конечно же голуби)) 


Обследовать удалось всего треть намеченного... и вот почему. Ещё при спуске заметили из далека, на берегу одноместный каяк и мне подумалось не Фантик ли это, за путешествиями которого пару лет назад следил в сети (практически в режиме прямого веещания)... 


Так и есть, тот самый легендарный Фантик - Юрий Лишаев, великий мастер по скалолазанию! А это фильм который занял главный приз...: познакомились... а потом оказалось, что он тоже увлекается ювелирным делом... разговор затянулся не на один раз)) --------------нет фото------------- прокатились... 

заболтались ... 
п.с. Юрий-Фантик собирается пересечь атлантику
Изменено:
- 28.07.2014
|
|
Offline |
|
|
Сообщений: 1682
Регистрация: 12.10.2008 |
Free-wheel,
если вы россиянин - гляньте здесь . там сверху пятый пункт внесет кое-какую ясность в ваш вопрос (если откроется не про интернет магазин, а общая страница). в частности ст.497, но не только и . ну и есть еще закон о правах потребителей
Изменено:
- 30.01.2014
|
|
Offline |
|
|
Сообщений: 2097
Регистрация: 02.12.2010 Откуда: Казань |
Всем добрый вечер!
Сделал сегодня фото экранов орин 100С. Может совместно разберемся как эффективно работать, так как пока стабильных повторяемых результатов у меня нет, да и использовал совсем не много. Главный экран 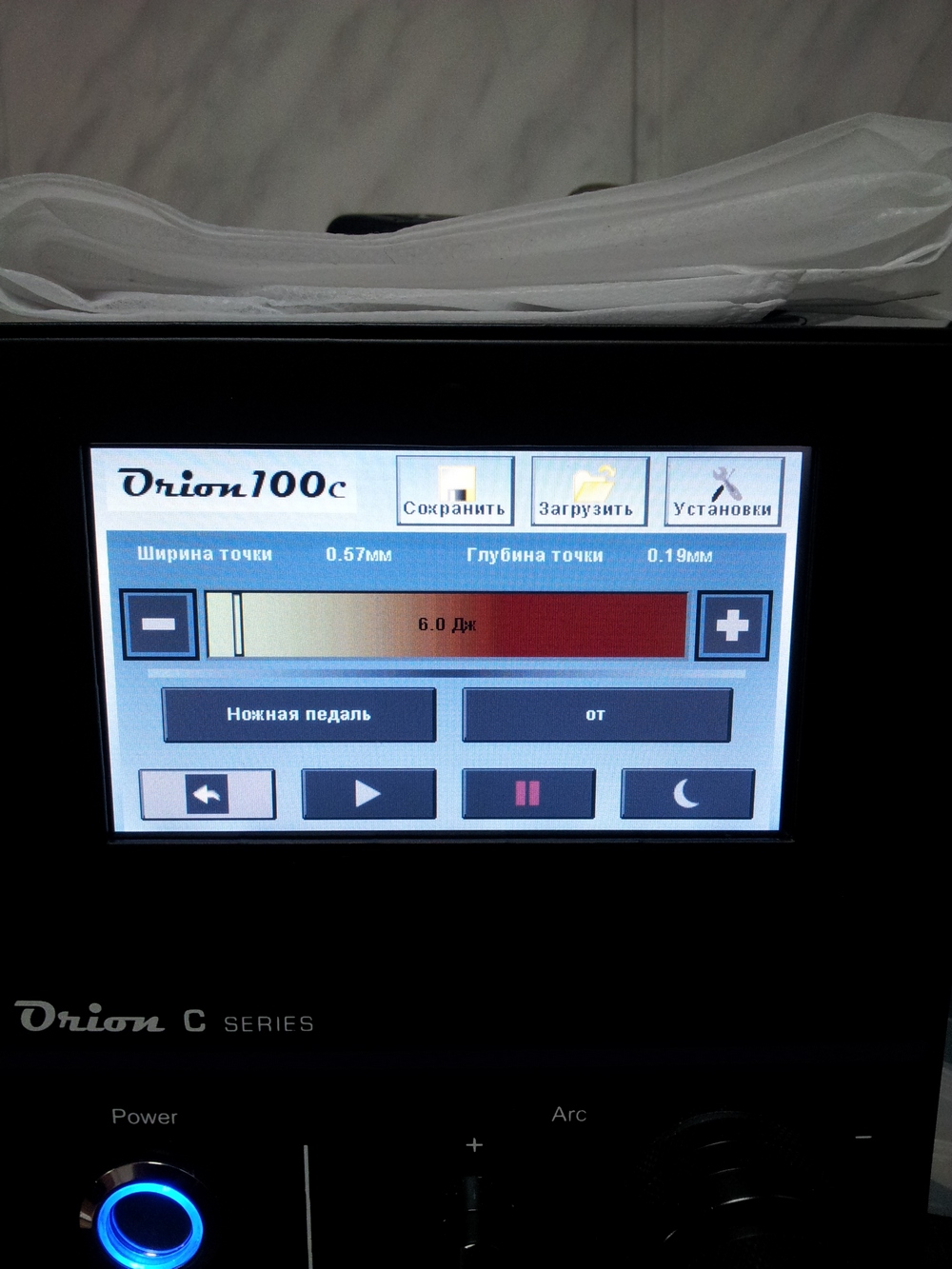
Потом нажимаем на Установки и появляется: 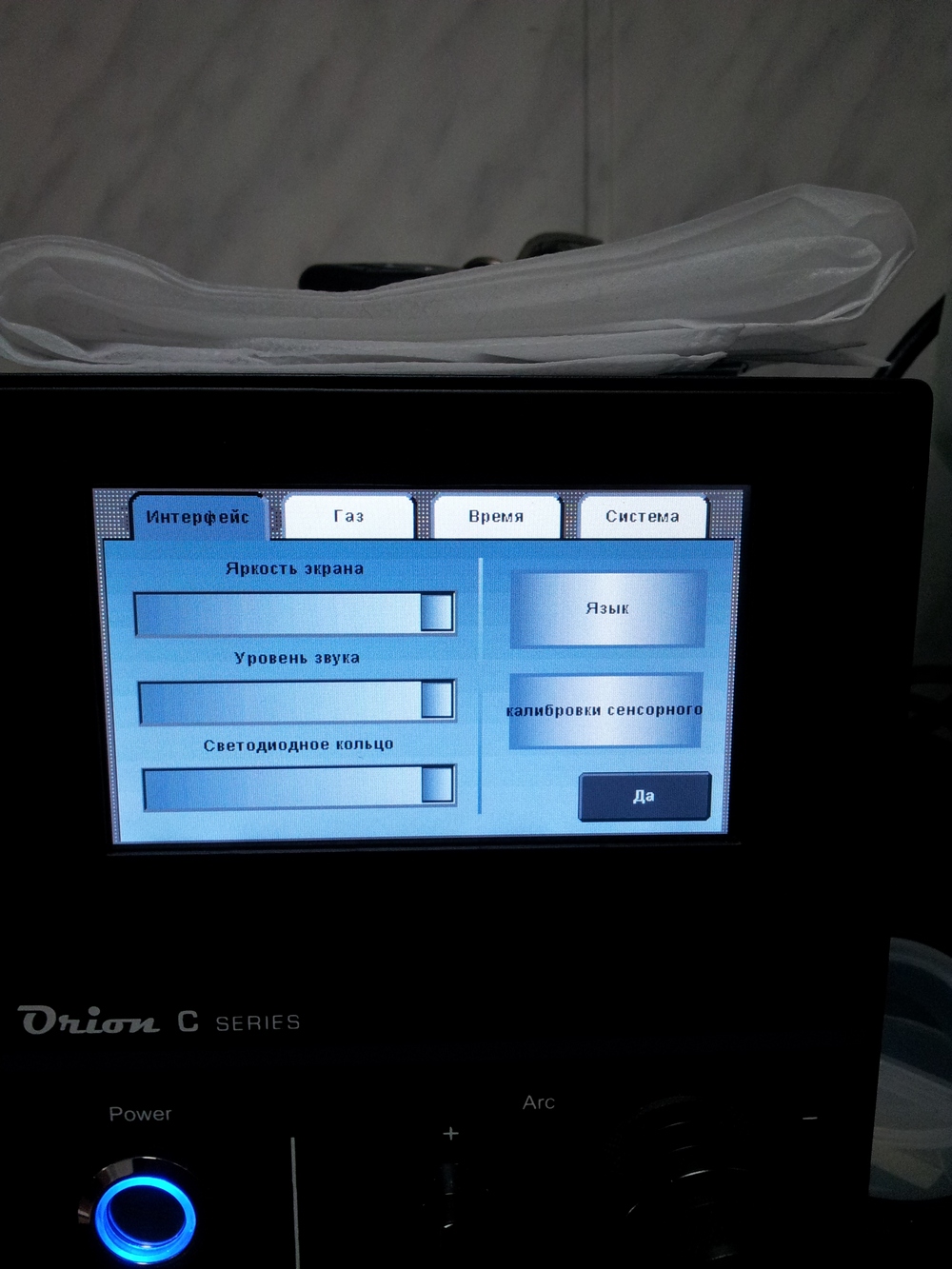
Ну и дальше по вкладкам. 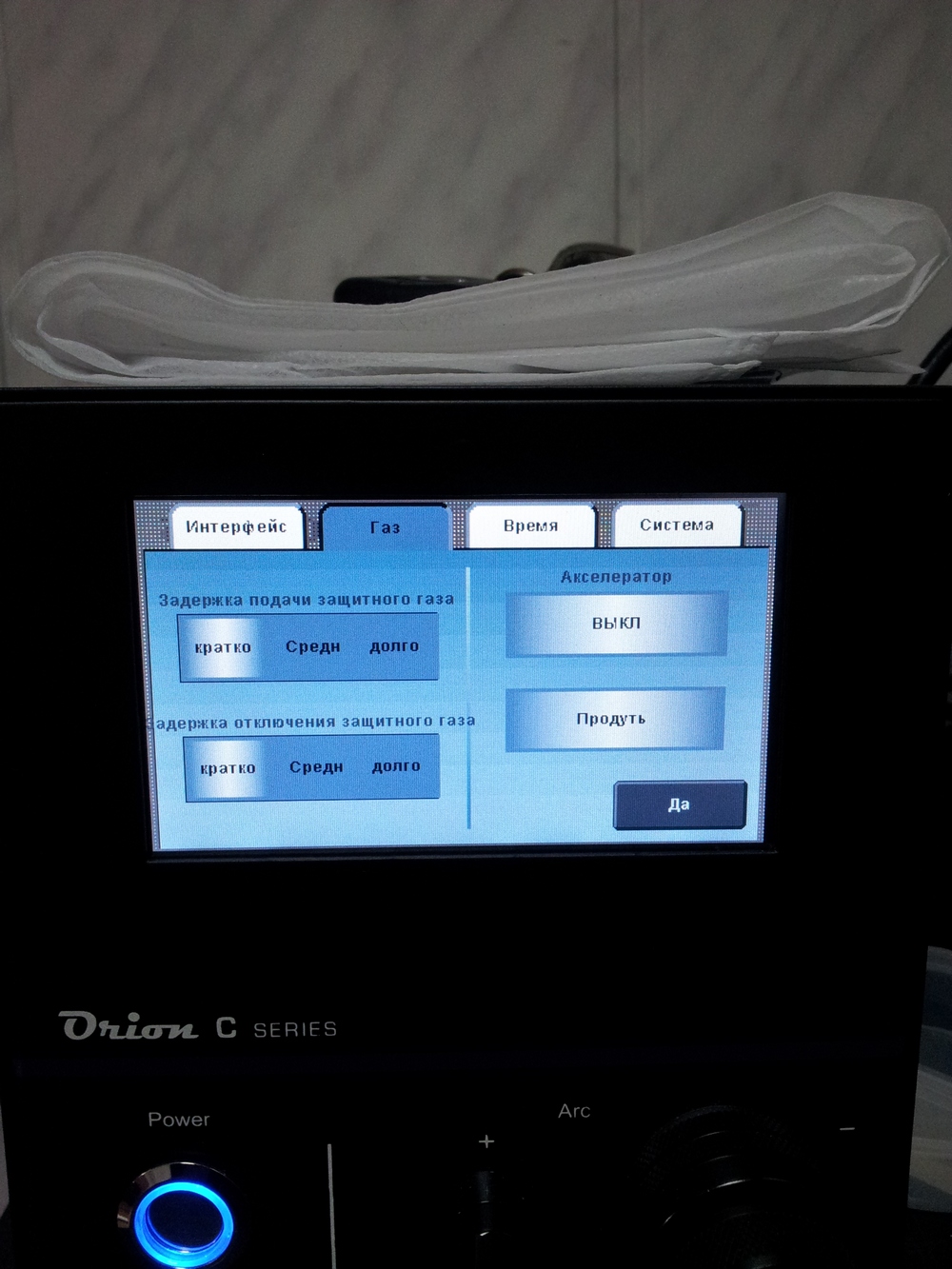
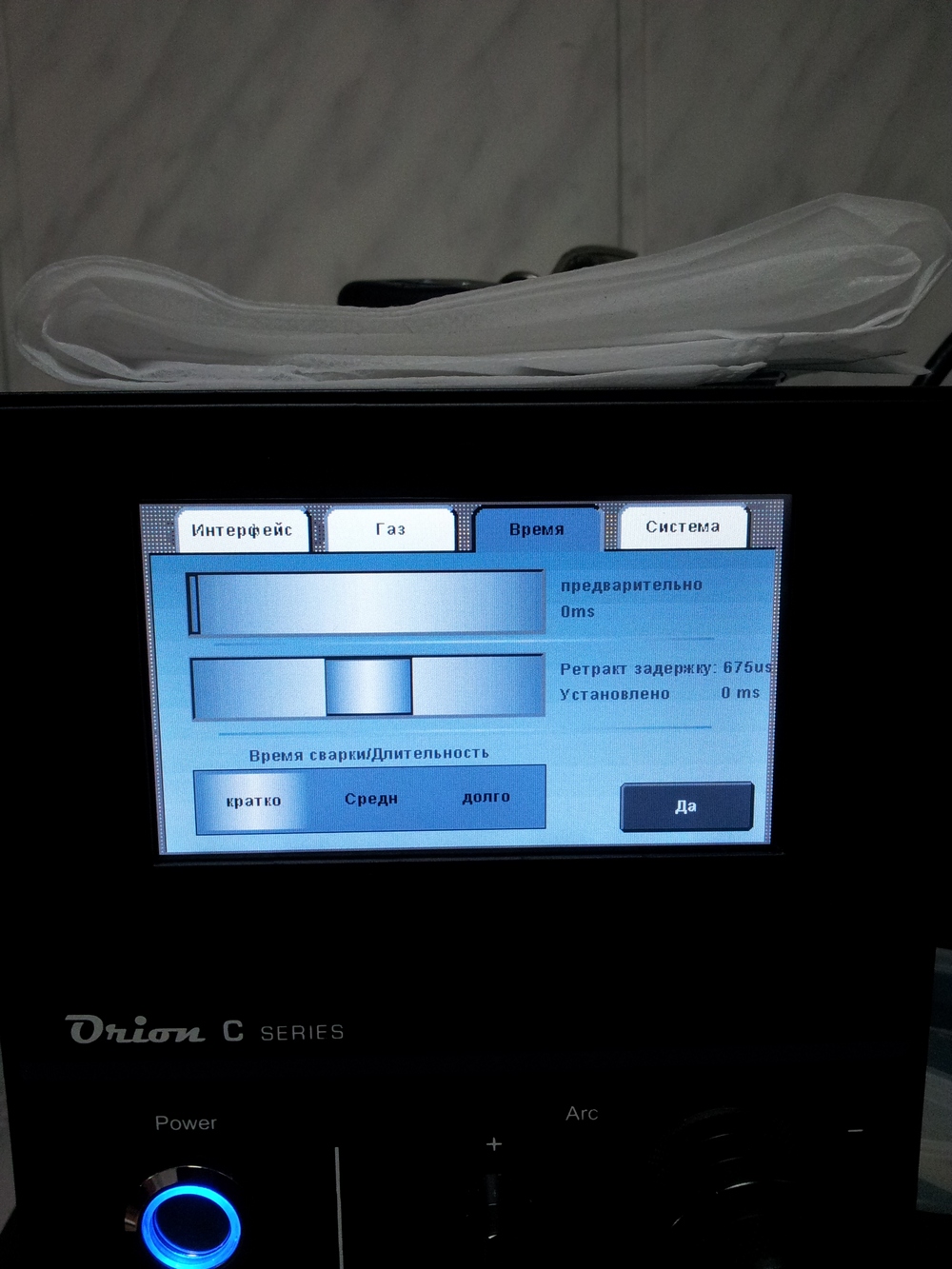
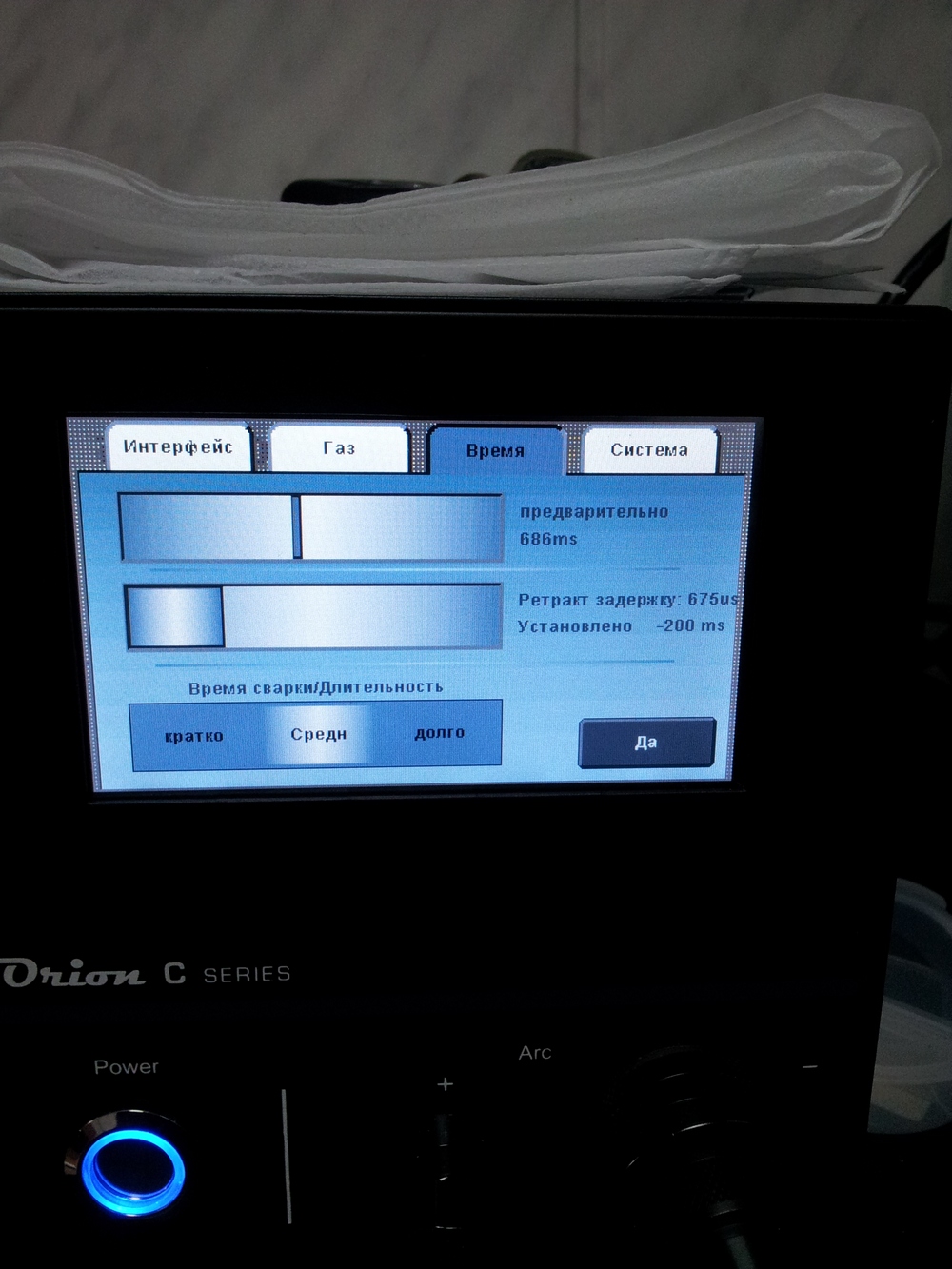
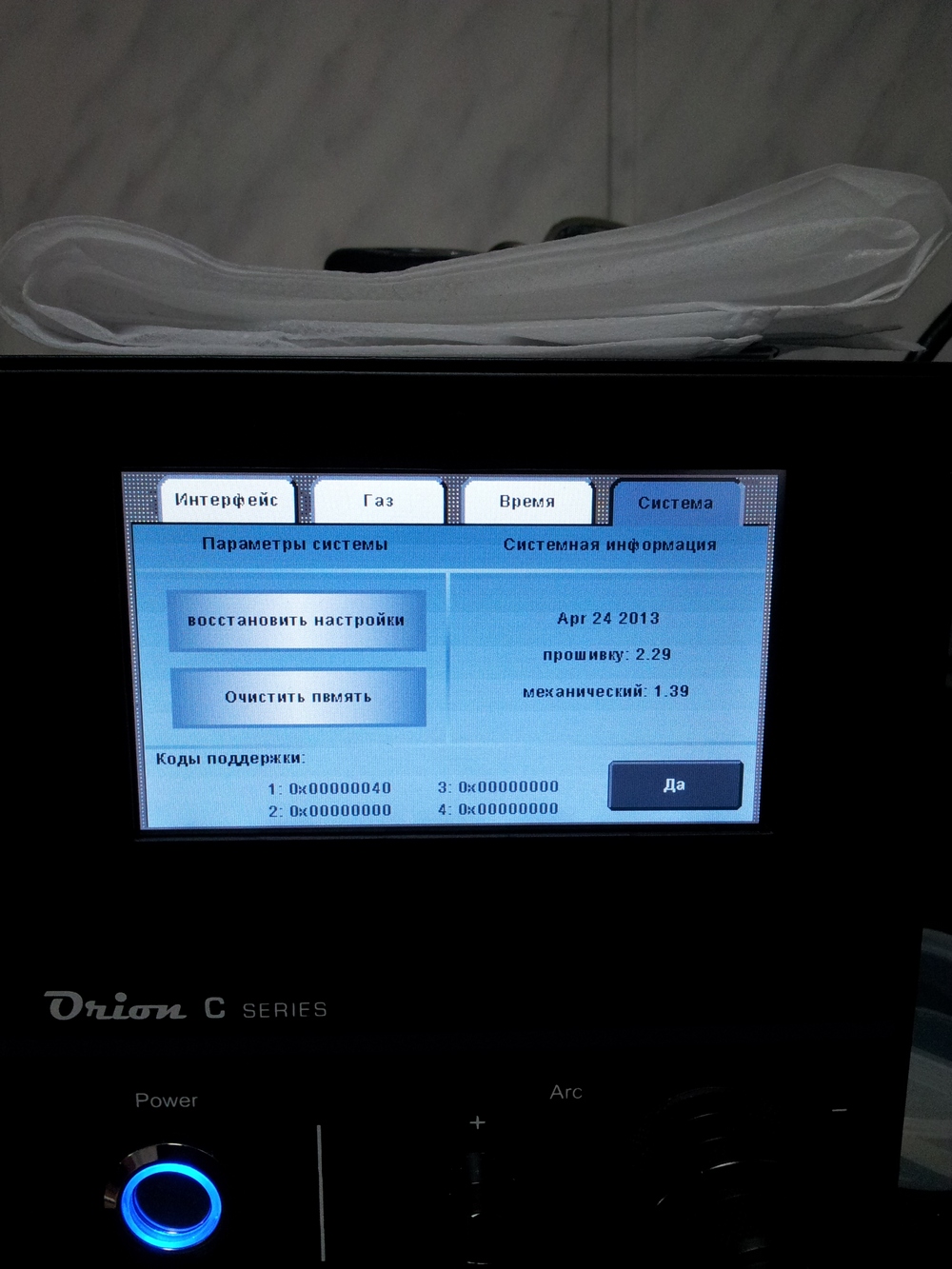
Ну вот собственно и кончилось все. |
|
Offline |
|
|
Сообщений: 4
Регистрация: 22.02.2014 Откуда: Ашхабат |
щикарно!!! |
||
|
Offline |
|
|
Сообщений: 1434
Регистрация: 04.01.2013 |
Ай-Петри по гречески,он же святой Пётр по русски.
   А это уже на верху    И здесь же на Ай-Петри снимали фильм "Начальник Чукотки"(для молодёжи - это не про Абрамовича)  А это уже татарские заведения   Если собираетесь отведать местных блюд, надо учесть несколько моментов: - своей воды на Ай-Петри нет, вся привозная,но рискнуть можно, если обратный путь на канатке или в сторону Бахчисарая - если вам будут предлагать дегустацию вин, то не тратьте время и деньги - всё вино на розлив это просто спиртосодержащий компот.Хотите правильное вино - покупайте бутилированное заводское "Массандра","Новый Свет","Магарач","Солнечная долина","Золотая балка" - если будете спускаться не по канатной дороге, а на авто в сторону Ялты, имейте ввиду предстоит более 200 вот таких поворотов  Мечтаю когда нибудь подняться на эту гору на своей тачке. |
|
Offline |
|
|
Сообщений: 110
Регистрация: 22.11.2009 |
Попробую внести ясность в вопрос разницы частоты работы поршня стального и из тс. для чего предлагаю запустить виртуальную фортепианную клаву 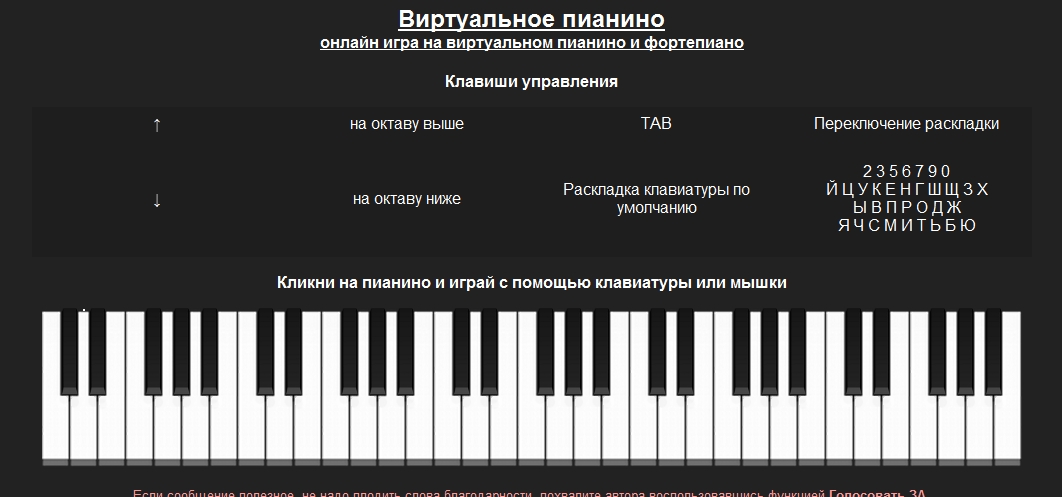 На ролике Румена, приведенного Вами выше начиная с 01:02  подбором легко определяется нота Си контроктавы 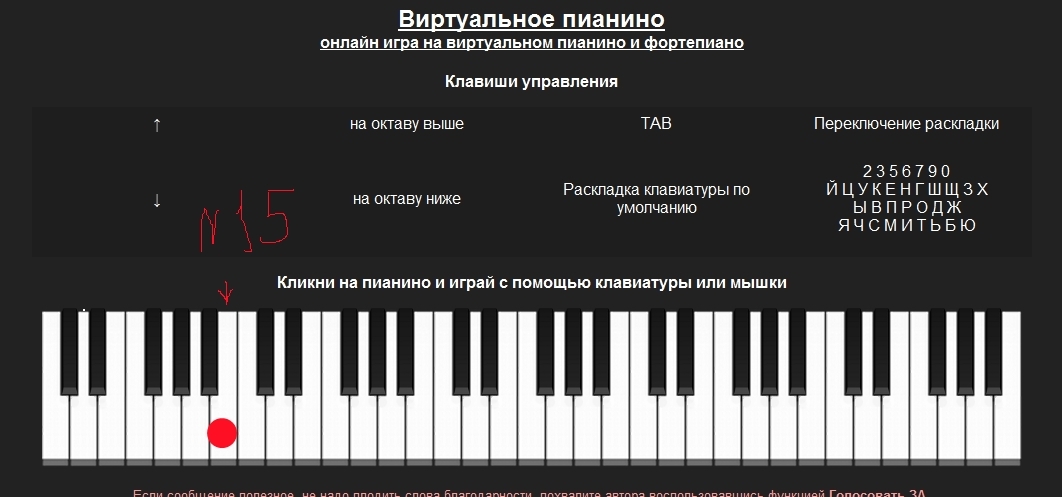 Точно так же с момента воспроизведения 01:30 слышна несколько не чистая кварта вниз, те нота Фа-диез  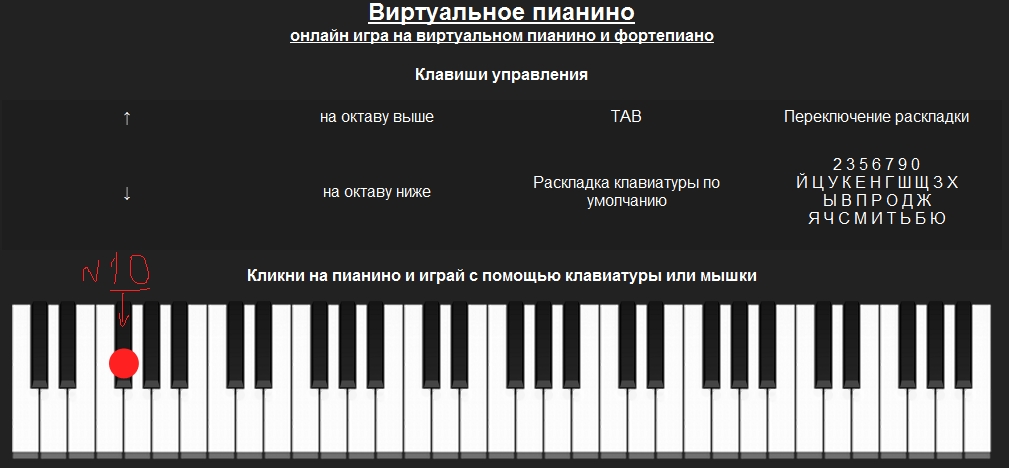 По таблице частот определяем нужную ( номера нот отмечены красным) те 15 и 10. 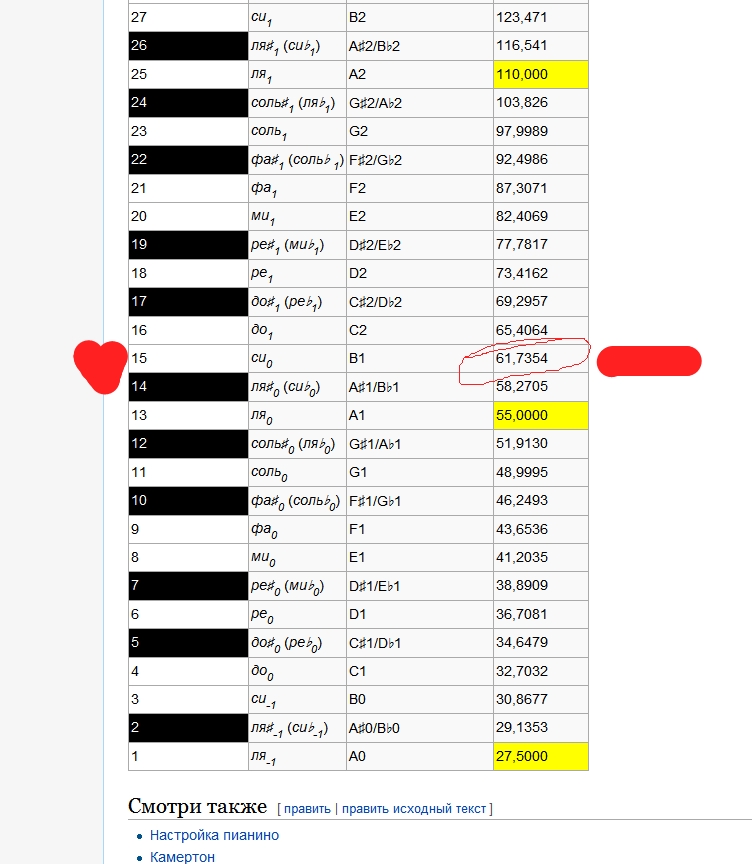 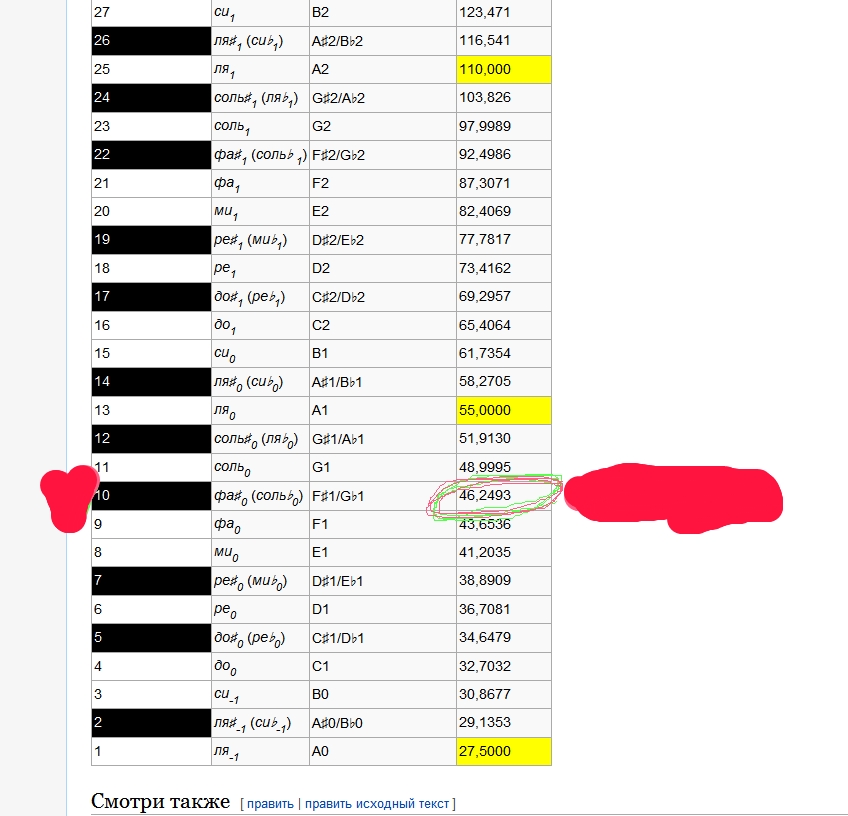 Ну, в общем, все это для большей иллюстративности. На самом деле- разница в частоте в 2 раза будет слышна в интервале Октава. При слышимом интервале в Кварту и речи об этом не может быть. Поэтому, Рома, все-таки "не точно, а- вряд ли". С ув.
Изменено:
- 22.10.2014
|
||
|
Offline |
|
|
Сообщений: 5
Регистрация: 12.04.2014 |
Изменено:
- 12.04.2014
|
|
Offline |
|
|
Сообщений: 252
Регистрация: 09.04.2010 Откуда: славный город Барнаул |
Hello.
Some Raims' jewelry models from forum ns-cnc.ru     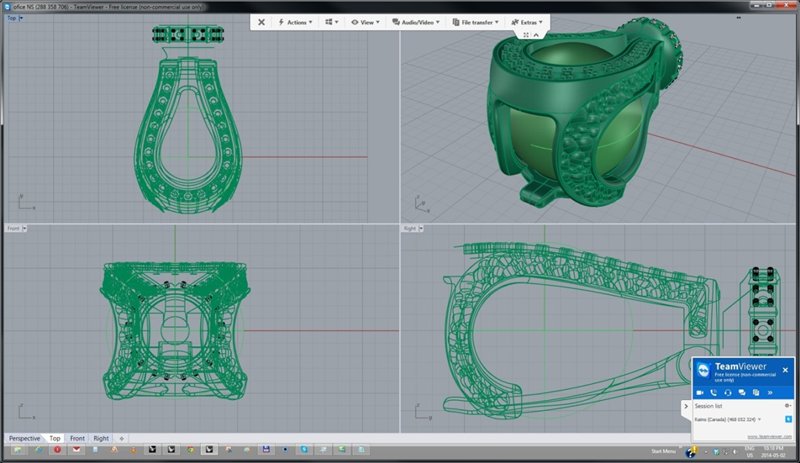     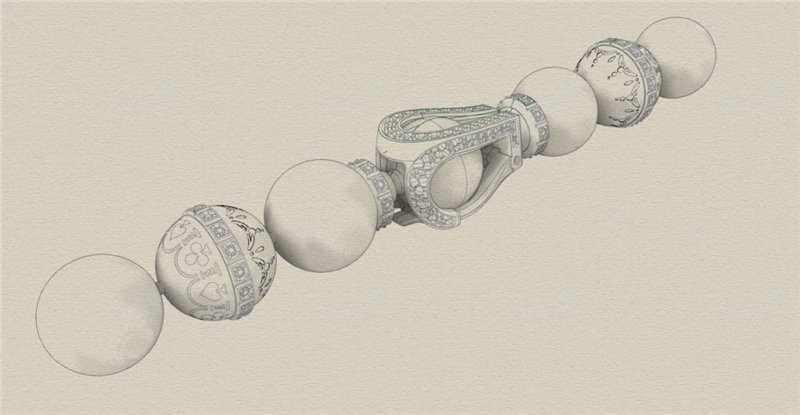   |
|
Offline |
|
|
Сообщений: 202
Регистрация: 19.07.2013 |
пару тем раньше было на работы...но все же хочется похвастаться!
Цитрин (Бразилия) огранку назвал "Фиалка"  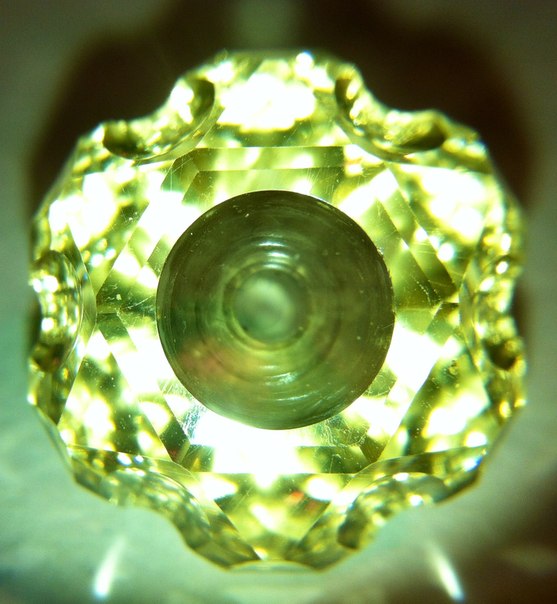 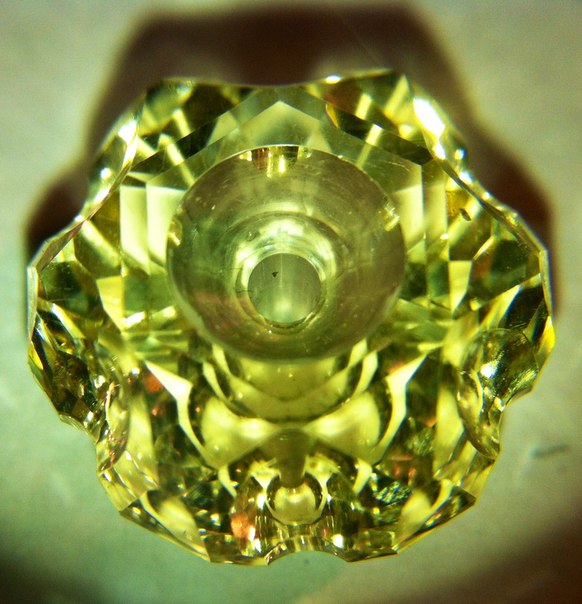 
Голубой топаз "мотылек"   
а так идет грандиозная работа из аквамарина (шерлова гора) с отрицательными углами, резьбой....уже больше года! постоянно переделываю(модернизирую) квадрант, вытачиваю спец кичи и т.п......аааа, главное - вдохновение.....оно приходит не каждый день
Изменено:
- 03.05.2014
|
|
Offline |
|
|
Сообщений: 248
Регистрация: 12.03.2009 Откуда: Смоленск |
Вот прикупил первый шарногель в Сапфире.
Как говорила знакомая бухгалтерша, "Если один раз ошибся, то придется еще два раза ошибиться". То, что Сапфир выслал не тот, уже уладили, и вот пришел тот. Производство армянского завода. Теперь по существу. Не знаю, то ли Сапфир мне иногда фуфло подсовывает, то ли братья производители такие рукожопые, что у них все шарногели кривые, но настроение испорчено. И зарубки относительно производителей и продавцов будут сделаны на бревне моей жизни. Знают же, что ювелиры десятки ловят на глаз и все равно пытаются говно подсунуть. Буду возвращать и брать другой, пусть и не патриотично. Теперь факты. Сам. В целом не плохо. 
Косяк 1. Щеки не симметричные. 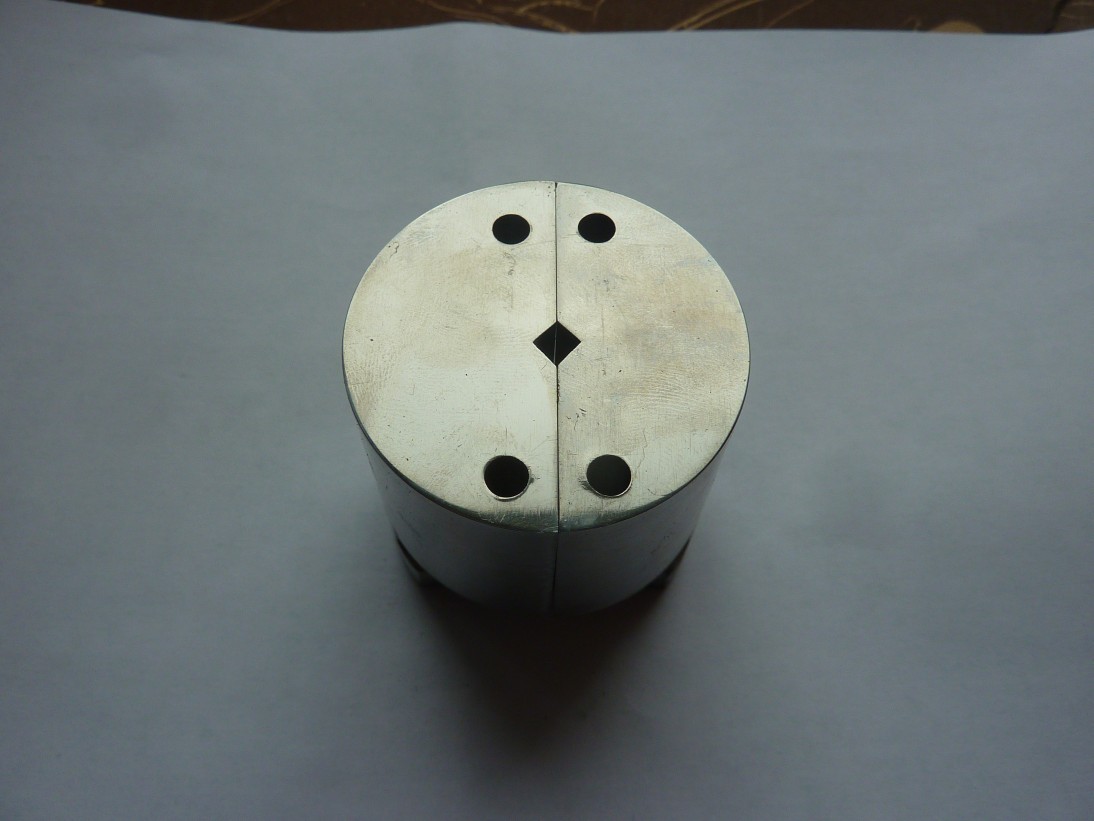
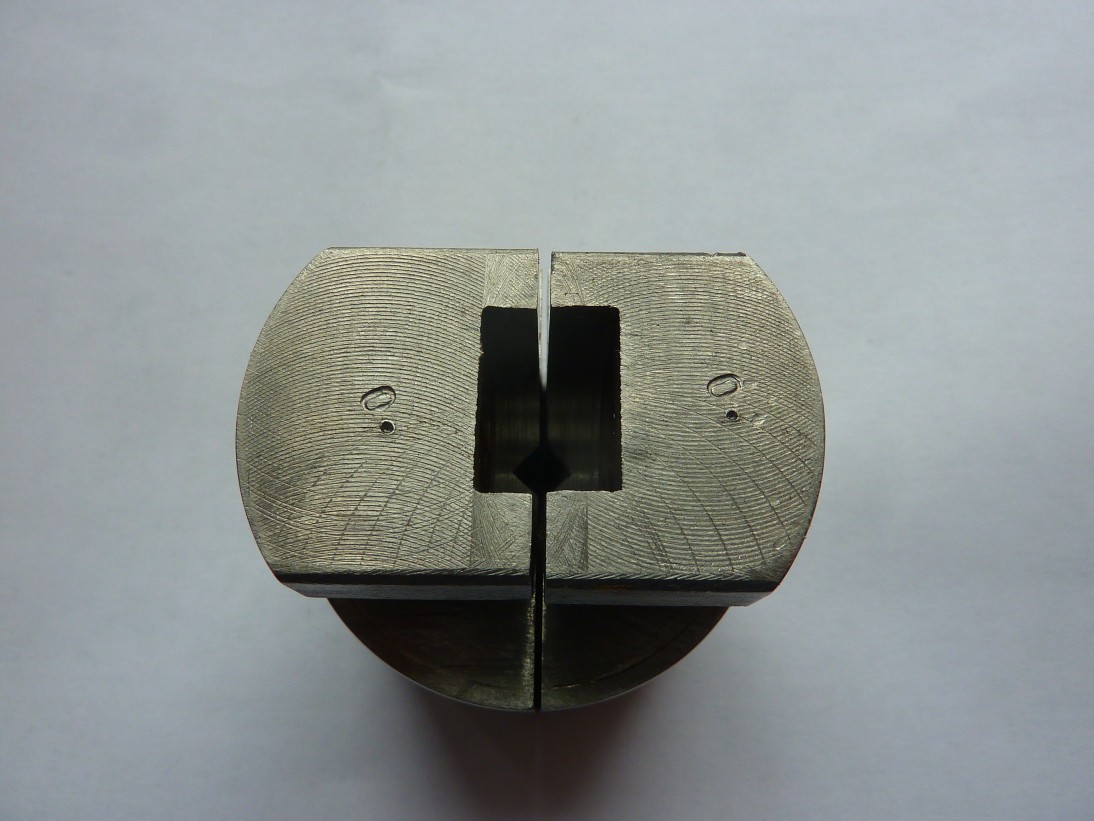
Косяк 2. Кривая фрезеровка. Смещение. 
Косяк 3. Не попали. 

Косяк 4. На шайбах разбежка в миллиметр. 
Косяк 5. Накладки такие же как и ручки кривенькие. Местами не поменяешь -не лезуть. 


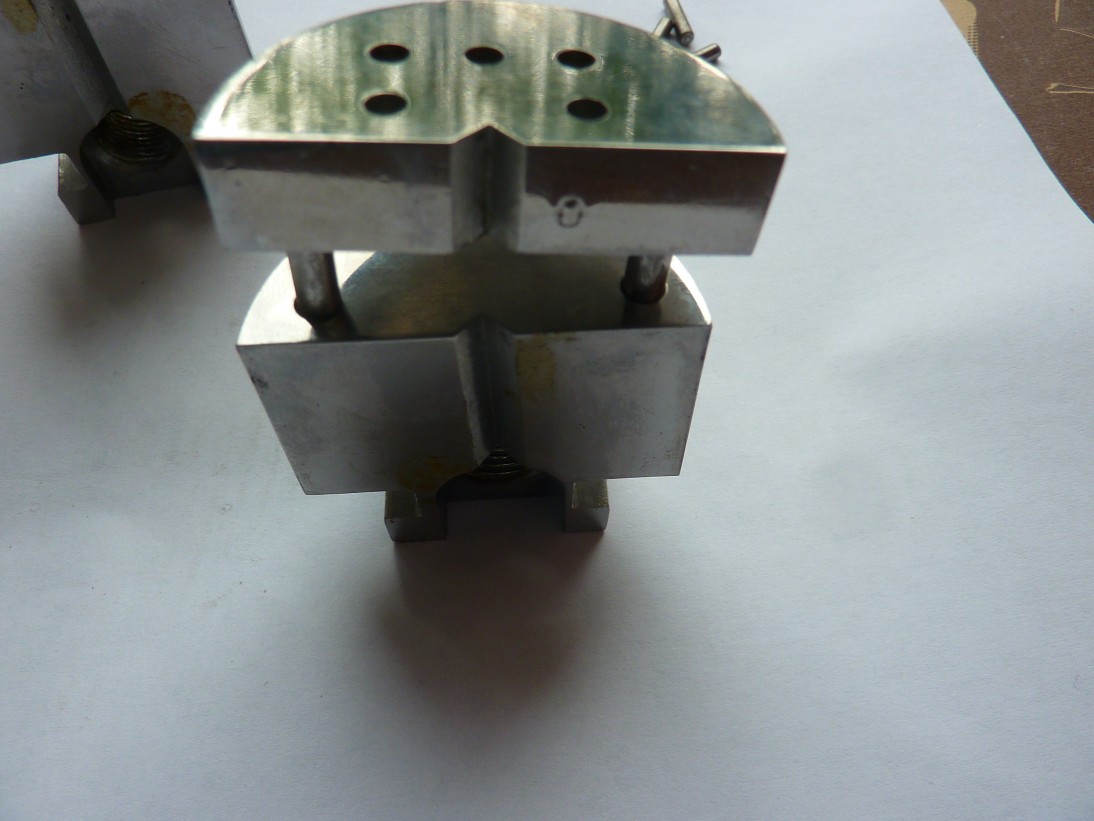
Изменено:
- 27.05.2014
|
|
Offline |
|
|
Сообщений: 342
Регистрация: 06.06.2009 Откуда: полоцк |
ANTRACIT,
|
||
|
Offline |
|
|
Сообщений: 760
Регистрация: 02.05.2012 Откуда: Екатеринбург |
Провел небольшой тест на полосатость. Сферу резал тремя стратегиями: вертикальными сегментами по 1 мм шириной, растром и спиралью.Фотки правда не очень, но разглядеть можно. Вертикальные полоски на границе первого прохода сегмента присутствуют.
Так что это не " проблема порезки на Рево", а болячка данной стратегии резки, поскольку софт и железо другое. На первом фото рез сегментами 1мм на втором растр и спираль
Изменено:
- 04.07.2014
|
|
Offline |
|
|
Сообщений: 5888
Регистрация: 19.10.2010 Откуда: Челябинск |
В первую очередь, по моему мнению, этим и продиктованы действия Сержа, а отнюдь не политической приверженностью. Посмотрите сами во что мы превратили темы о Украине, в межнациональный срач, коллеги, которые еще год назад чуть ли не пили с одной чаши, сегодня поливают друг друга дерьмом. А с девчатами как обращаетесь, дома с женами, матерями, сестрами тоже так разговариваете, когда считаете их неправыми? Да в Украине случилась беда, поссорились два народа, но кто из вас оказал конкретную помощь, наверное за исключением нескольких коренных украинцев никто, никто не оторвал от дивана свой зад, и не попытался их примерить, а наоборот, только сильнее обострял и без того натянутые отношения . Согласен с мнением, что темы были удалены зря, но и оставить их в том виде какими мы их создали так-же нельзя. Если убрать часть, потеряется смысл, да и перелопатить несколько ТЫСЯЧ постов дело не скорое, проще убрать все. Давайте попробуем относиться друг к другу терпимее, уважать оппонента, тогда и у модеров не будет желания сносить темы.
Надо бы еще нашим админам создать небольшой чат, где бы можно было бы между делом поболтать на отвлеченные темы под рюмочку коньячка или бокал пивасика. |
||||
|
Offline |
|
|
Сообщений: 7239
Регистрация: 30.08.2012 Откуда: СПБ |
Агаааа, попааааалась.
Свою куда то убрал, найти не могу. Кстати, помимо всяких каккашек, появились весьма интересные и полезные книги, стали доступны простым смертным типографии, и по настоящему умные люди, дабы заработать денежку, стали печатать свои какието наработки, я ездил на Литейный в магазин старой технической книги, и покупал там, они не дорогие были и не большие, набирал себе, и зная интересы друзей, и для них, и как неоднократно подтверждалось, книга действительно лучший подарок. Ой, чёт я разофтопился, пойду бублик скушаю. |
|
Offline |
|
|
Сообщений: 143
Регистрация: 30.03.2014 Откуда: Санкт-Петербург |
Решил "поиграть" с фокусировкой и скоростями. Для этого взял другой полимер.
Результаты мне больше понравились. Вот какая картинка получается: 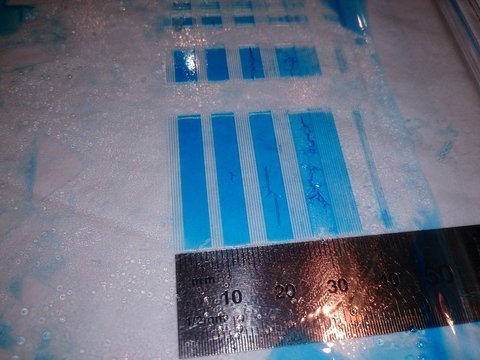
По скоростям. На фотографии сплошные участки - это участки, засветка которых происходила с разными скоростями. Крайний справа - скорость движения каретки 1 мм/сек (отверждения не произошло) Вторая справа - 0,5 мм/сек (отверждение произошло, но, видимо, т.к. слой тонкий, то его деформировало) Следующий - 0,33 мм/сек (тоже самое) Следующий - 0,25 мм/сек - (почти без дефектов) Последний, крайняя слева - 0,2 мм/сек Немного увеличим интересующий нас фрагмент: 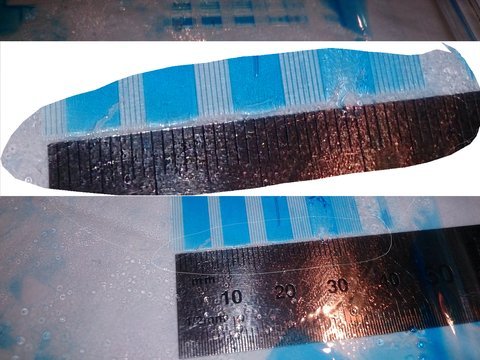
И нанесём размеры: 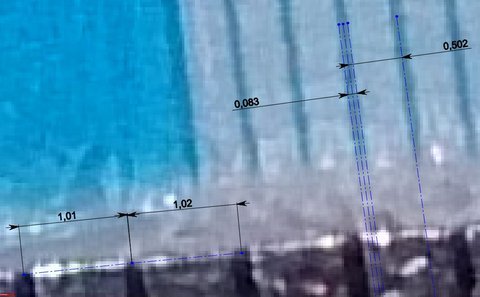
Ожидаемой линии в 0,05 я пока не получил, но уже, в принципе, близок к этому. |
|
Offline |
|
|
Сообщений: 143
Регистрация: 30.03.2014 Откуда: Санкт-Петербург |
Применительно к моему принтеру. У меня есть развёртка (линия). Линия состоит из точек. Длина линии 160 мм (сейчас тестирую на 130 мм), количество точек 16384. Грубо говоря, 16384 пикселя. 160/16384=0,0097 - расстояние между центрами соседних пикселей. Сам же размер пикселя чуть больше. Думаю, в районе 20-40 мкм. Пока не придумал способа это проверить. Кроме как нарисовать что-то пологое и посмотреть на ступеньки. Или маленький радиус.
Немного не понятно как это реализовать. На то, будет ли он рассыпаться будет зависеть и скорость движения развёртки, сам полимер. если я хочу засветить квадратик 10х10, я формирую развёртуку луча длиной 10 мм и перемещаю её на 10 мм. Сейчас скорость движения развёртки = 700 мкм/с. Т.е. с такой скоростью он засвечивает полосу шириной 130 мм (это если всю развёртку засвечивать). На 10 см потратится 14 сек. Максимальная область засветки составит 130х10. И время засветки 10х10 и 130х10 будет одинаковое.
Поэтому, вопрос такой. Имеет ли смысл делать шаг по Z меньше шага в плоскости XY ? Скажем, по XY разрешение 50 мкм, а разрешение по Z 25 мкм. Есть ли в этом практический смысл ? Вопрос такой ещё. Можно ли в Питере приобрести немного хорошего полимера, ювелирного именно ? На попробовать
Изменено:
- 24.10.2014
|
||||||
|
Offline |
|
|
Сообщений: 7239
Регистрация: 30.08.2012 Откуда: СПБ |
Изменено:
- 30.12.2014
|
||||
|
Offline |
|