Привет, Объясняю тебе свою проблему, Несколько месяцев использую гипс PRESTIGE ORO для литья под вакуумом 750 золота. Я также использую автоматический вакуумный аппарат, чтобы смешать штукатурку с вибратором.
бренд
St. Louis 92 - 4Kg
вакуумное литье, защищенное от газа аргона,
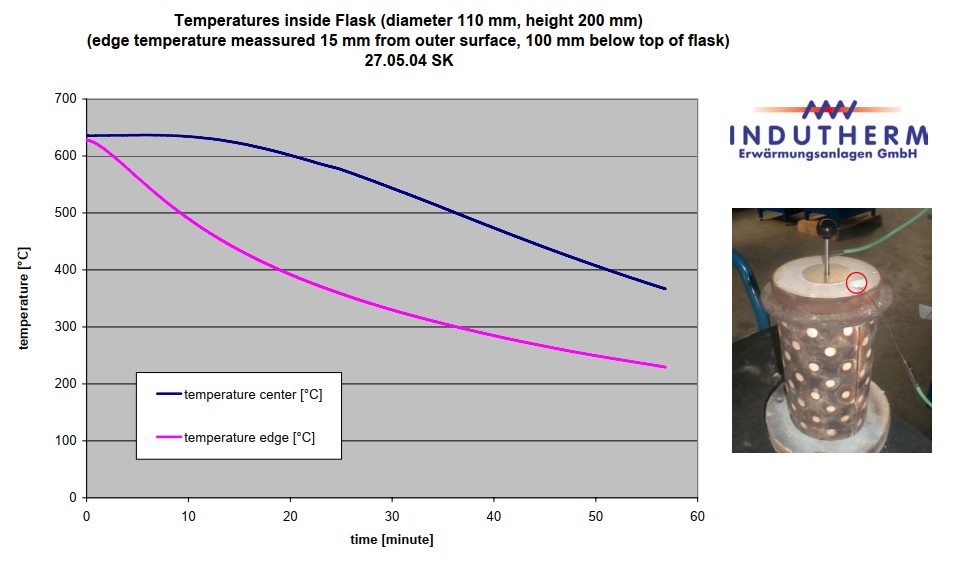
Стараюсь провести хороший цикл обжига штукатурки цилиндр 100 мм x 120 мм
температура прокаливания ?
время нарастания ?
Время выдержки ?
спасибо за помощь, которую вы мне окажете
бренд
St. Louis 92 - 4Kg
вакуумное литье, защищенное от газа аргона,
Стараюсь провести хороший цикл обжига штукатурки цилиндр 100 мм x 120 мм
температура прокаливания ?
время нарастания ?
Время выдержки ?
спасибо за помощь, которую вы мне окажете
Изменено:
- 30.06.2021
 программировании контроллер МИКОНТ 10/10,
программировании контроллер МИКОНТ 10/10,