Здравствуйте!
Решил поделиться информацией, которую сам собирал долго и по крупицам. Специально для этого и зарегистрировался на форуме. Так сказать пришло время и вдохновение.
История началась с того, что решил я как то попробовать сэкономить немного времени и денег. У меня было несколько заказов и как раз когда я был загружен, мне пришлось взять заказ, от которого я просто не смог отказаться. Понимая, что я сорву его если буду делать вручную, решил воспользоваться чудо-технологией выращивания моделей. Поспрашивал у знакомых и двинулся к одному 3д-шнику в городе-герое Киеве. Встретились, мне назвали стоимость заказа. Понятия о том как формируется цена тогда я не имел, поэтому согласился на данный проект. По ходу действия, мне сделали изделие, показали на компьютере. Тогда я плавал в размерах, попросил в некоторых местах модели сделать потоньше. Ну короче, дал добро на изготовление модели. Через несколько дней я получил изделие и выложил указанную сумму + еще порядка 10долларов, за так называемый расчет по фактическому времени. Все бы ничего, но после литья я понял что с толщинами я погорячился. Но времени переделывать уже не было, поэтому позаливал припоем и вручную исправил изъяны.
Прошло некоторое время и мне снова пришлось вернуться к этому заказу. За правку файла и переращивание, с меня взяли те же деньги. Поговорив с знакомыми ювелирами, я понял, что меня развели. Больше в то место я не ходил. Но этот случай заставил меня начать разбираться в вопросе. Технология интересная и желание идти в ногу со временем никак не оставляло.
Не буду рассказывать про мои грабли с пластиком и другими материалами, сразу скажу, что привело мое познание к установке Solidscape. Моя борьба за понимание стоимости свелась к таким результатам: получил я понятие о многих версиях некой программы ModelWorks, научился сам рассчитывать время для этого принтера.
Сразу скажу, что если стоимость моделирования зависит от настроения модельера и никак от сложности (Т.к. разбег по ценам значительный у разных модельеров на одну и ту же работу). А вот по выращиванию, все оказалось немного проще.
Как то раз, мне пришлось повторять файлик не в том месте где я всегда растился и я был приятно удивлен ценой. Она оказалась меньше чем мне делали раньше, да и качество реально лучше. Я задался целью максимально исследовать рынок по выращиванию в городе Киеве. Залез интернет и накопал компании которые оказывают такую услугу. Как правило это были киевские и харьковские контакты.
Изначально просчитал 2 файла у себя и затем разослал его по найденным контактам. И получилась у меня следующая забавная картинка: (названия и имена из этических соображений изменил, думаю и так многие догадаются о ком я).
Мой расчет 12.24 часа и 24.74часа
3d-Jeweler (Киев) 11,5часа -65 долларов и 28,5 часа -145 долларов
Бриллиант 13 (Киев) - Не соизволили ответить
Voskmodeler (Киев) - 12,02часа-57,31 долларов, 24,44 часа - 106,99 долларов
Могира Александр (Харьков) -15,72часа -94 доллара, 28,07часа -168 долларов
Максим Gold (Харьков) - 12,59часа -62,95доллара, 23,69-118,45доллара
Валентин (Киев) - Не соизволили ответить
Обратите внимание на разбежность просчета в часах, и на разбежность стоимости. Тоесть количество часов не всегда оказыватся играет роль. «Порадовал» 3d-Jeweler (Киев) при заявленных на сайте 50 грн (это порядка 3,8 доллара) мне они умудрились насчитать 65 долларов за 11,5 часов. Говорить о чем- то по телефону было бесполезно. Эта математика не поддавалась логике.
Грубо говоря, после сопоставления всех полученных цифр, разбежность на моделях составляла от 36,69 до 61,01 доллара на каждой модели. Вот цифры на которые можно было влететь только на изготовлении этих файлов.
После еще длительного времени скитаний между этих компаний сделал некоторые выводы для себя и хочу поделиться с вами.
- всегда работайте с модельером который имеет большой опыт в создании именно ювелирных изделий, а лучше, если он сам ювелир в прошлом. Это сэкономит очень много денег. Не ведитесь на очень дешевую работу и хорошие условия. Иногда хотелось плакать от того что мне моделировали.
- Всегда проверяйте простроенные файлы сами. Просите перед растилкой показывать Вам файлы и просите указывать размеры в моделях. Сверяйте с теми, которые Вы давали в задании.
- найти как можно больше «поставщиков» услуги выращивания моделей и просить просчет у каждого перед размещением заказа.
- даже если Вы нашли самую дешевую цену, следующий свой заказ разместите в другом месте и потом сравните качество выращенных моделей. Потому что могут вырастить так, что прийдется долго пилить и переводить металл в стружку. И дешевизна вылезает потом боком. Только после сравнения определитесь для себя с показателем цена/качество.
Набить шишек все равно прийдется, но в конце концов Вы найдете тех людей, с которыми действительно приятно работать.
Надеюсь мои старания и писания не пропадут зря и кому то сэкономят и время и деньги. Помогут не набивать столько шишек сколько набил их я.
Желаю всем успеха в своем ремесле!


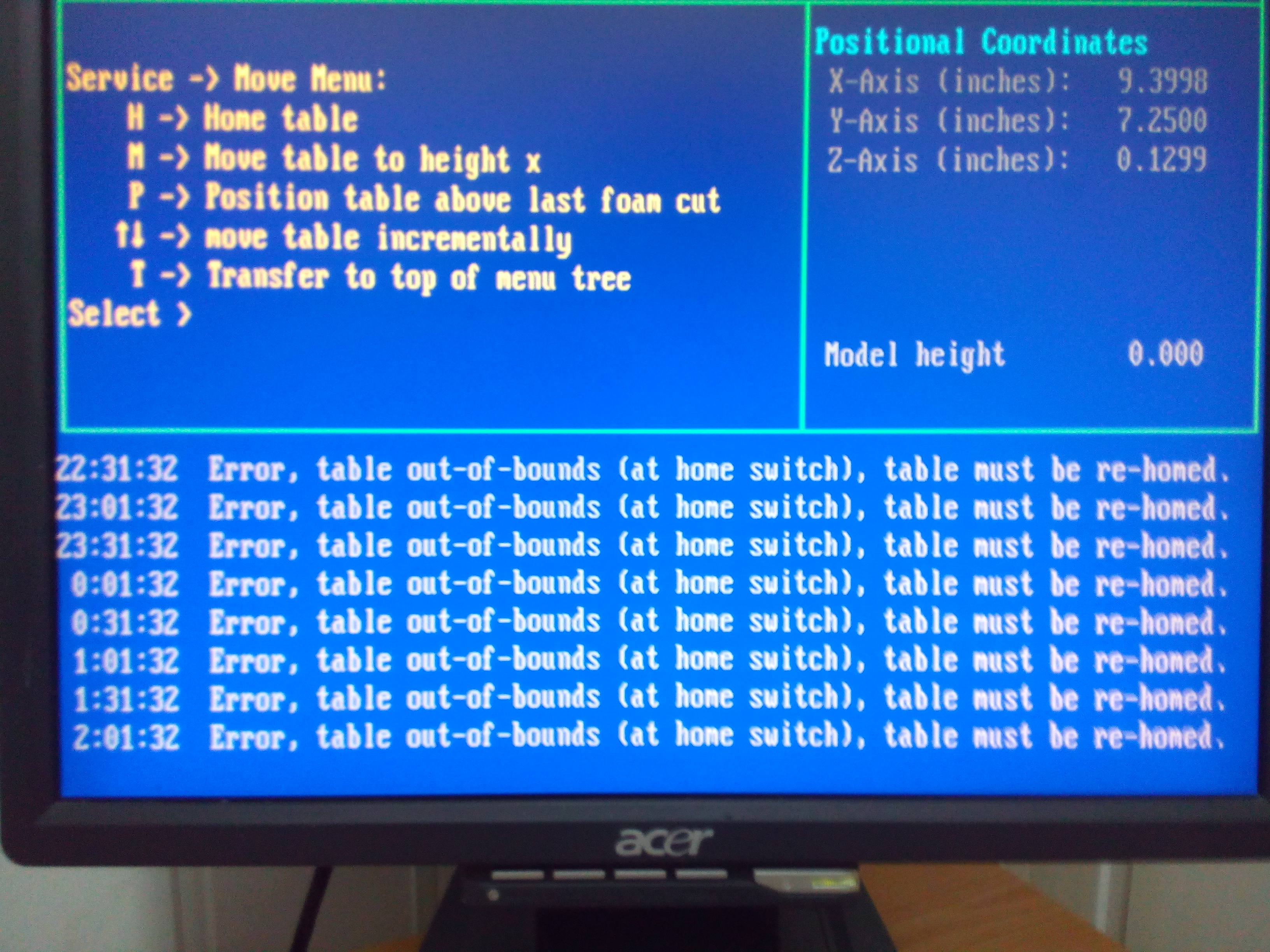 . И если я пытаюсь переместить стол, то вниз он перемещается, а вверх нет. Если кто сталкивался- подскажите как лечится?
. И если я пытаюсь переместить стол, то вниз он перемещается, а вверх нет. Если кто сталкивался- подскажите как лечится?