Добрый день!
Печатаю выжигаемые модели на фотополимерном принтере.
Смола - GorkyLiquid Dental Castable.
Формовочная масса - GoldStar Omega Plus и Prestige Optima
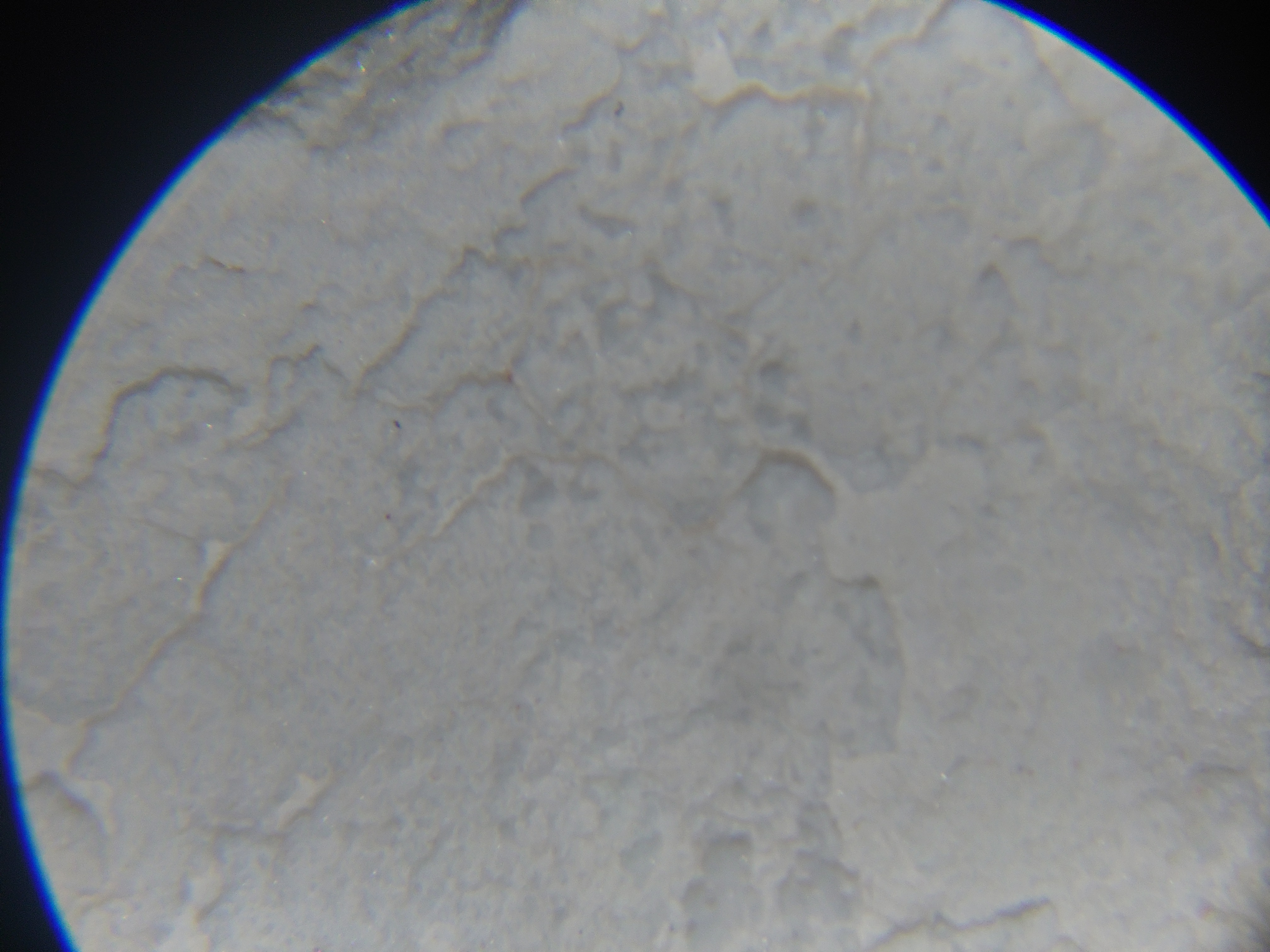
При отжиге опоки ее рабочая поверхность получается с шагренью, показал на фото (это рабочая поверхность. Разобрал опоку после отжига без заливки металлом). Фото сделано с увеличением х20. Ну и на отлитых моделях (лью латунь) получается такая же некачественная поверхность.
Похоже, что в процессе выжигания модели поверхностный слой формовочной массы частично осыпается. В некоторых местах образуются чешуйки с загнутыми краями.
Может кто подсказать, как с этим бороться?
При литье по восковым моделям все ок. Но хочется научиться лить по полимерным моделям.
Пробовал покрывать модели разделительной смазкой на восковой основе (Вс-М). Разницы не заметил.
Масса отливок 300-500 г. по латуни.
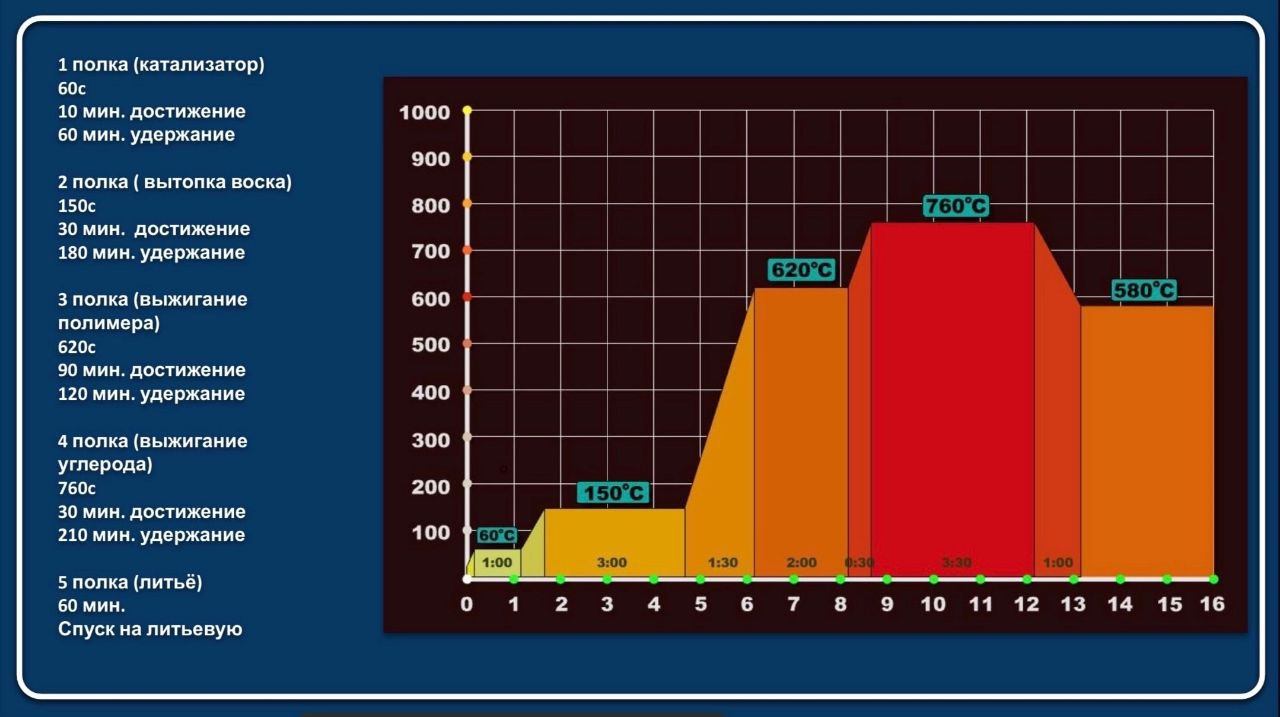
Пробовал 2 режима отжига опок:
1. Нагрев до 150 С (2-3 С\мин), выдержка 3 часа, нагрев до 260 С (3 С\мин), выдержка 3 часа, нагрев до 740, 800, 850, 900 (смотрел разные варианты) (ок 3 С\мин), выдержка ночь. Охлаждение до Тлитья.
2.Нагрев до 100 С (2-3 С\мин), выдержка 3 часа, нагрев до 450 С (3 С\мин), выдержка 3 часа, нагрев до 800 (ок 3 С\мин), выдержка ночь. Охлаждение до Тлитья
Второй вариант дает более качественную поверхность, но шагрень все равно присутствует.
Печатаю выжигаемые модели на фотополимерном принтере.
Смола - GorkyLiquid Dental Castable.
Формовочная масса - GoldStar Omega Plus и Prestige Optima
При отжиге опоки ее рабочая поверхность получается с шагренью, показал на фото (это рабочая поверхность. Разобрал опоку после отжига без заливки металлом). Фото сделано с увеличением х20. Ну и на отлитых моделях (лью латунь) получается такая же некачественная поверхность.
Похоже, что в процессе выжигания модели поверхностный слой формовочной массы частично осыпается. В некоторых местах образуются чешуйки с загнутыми краями.
Может кто подсказать, как с этим бороться?
При литье по восковым моделям все ок. Но хочется научиться лить по полимерным моделям.
Пробовал покрывать модели разделительной смазкой на восковой основе (Вс-М). Разницы не заметил.
Масса отливок 300-500 г. по латуни.
Пробовал 2 режима отжига опок:
1. Нагрев до 150 С (2-3 С\мин), выдержка 3 часа, нагрев до 260 С (3 С\мин), выдержка 3 часа, нагрев до 740, 800, 850, 900 (смотрел разные варианты) (ок 3 С\мин), выдержка ночь. Охлаждение до Тлитья.
2.Нагрев до 100 С (2-3 С\мин), выдержка 3 часа, нагрев до 450 С (3 С\мин), выдержка 3 часа, нагрев до 800 (ок 3 С\мин), выдержка ночь. Охлаждение до Тлитья
Второй вариант дает более качественную поверхность, но шагрень все равно присутствует.
Изменено:
- 09.10.2025 15:11:21