Привет, форумчане!

А также отдельный привет высококомпетентному отделу контроля качества - от, как нас уже успели окрестить, некомпетентных работников технологического отдела.
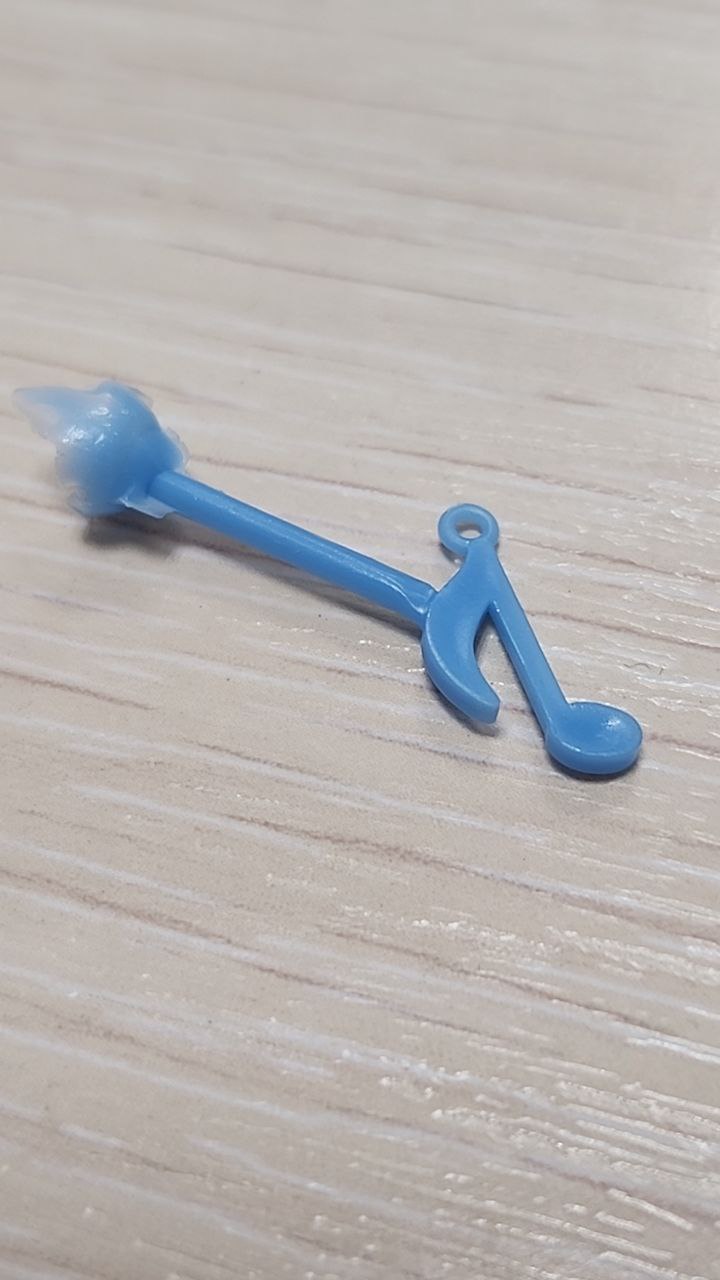
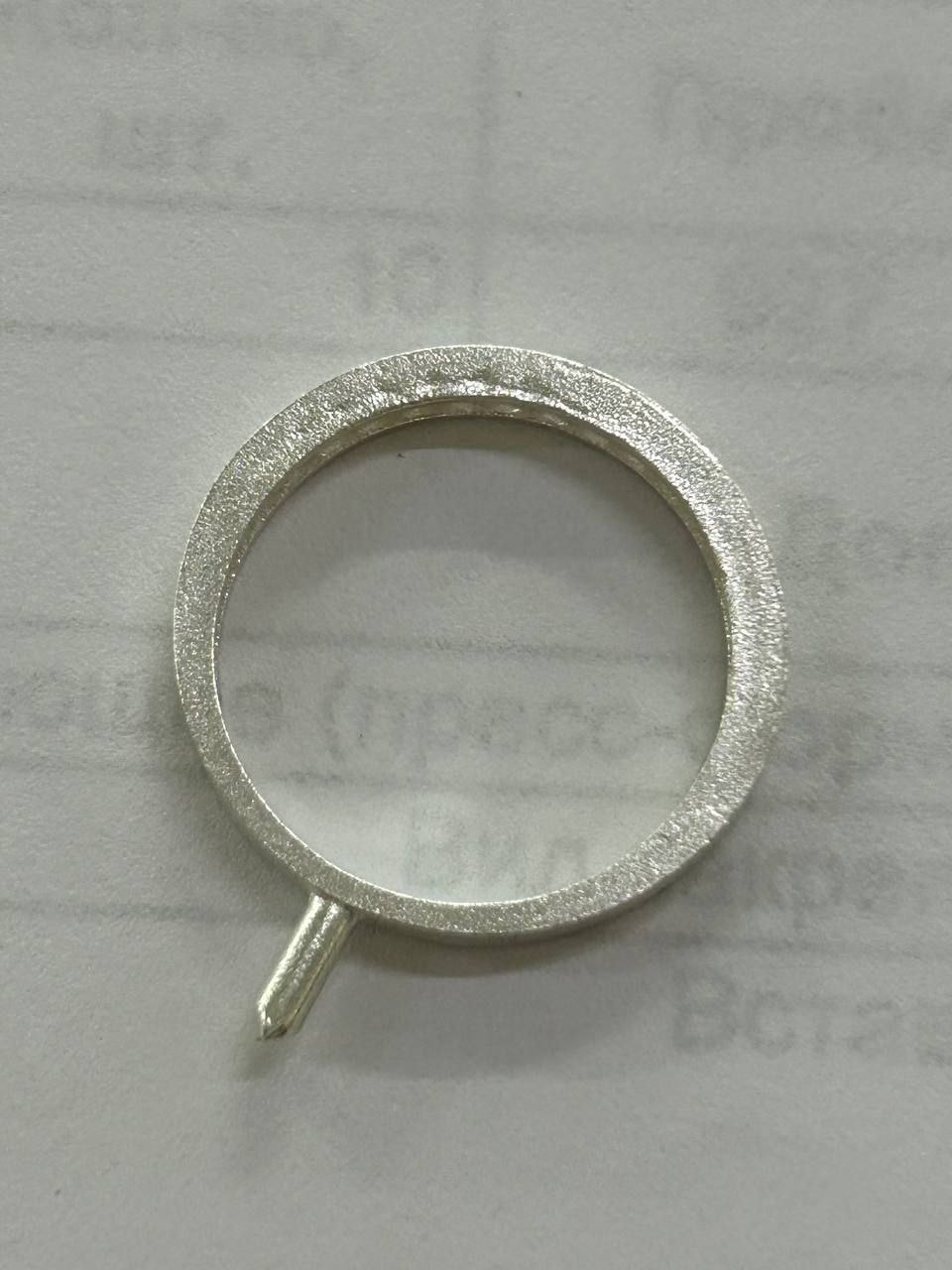
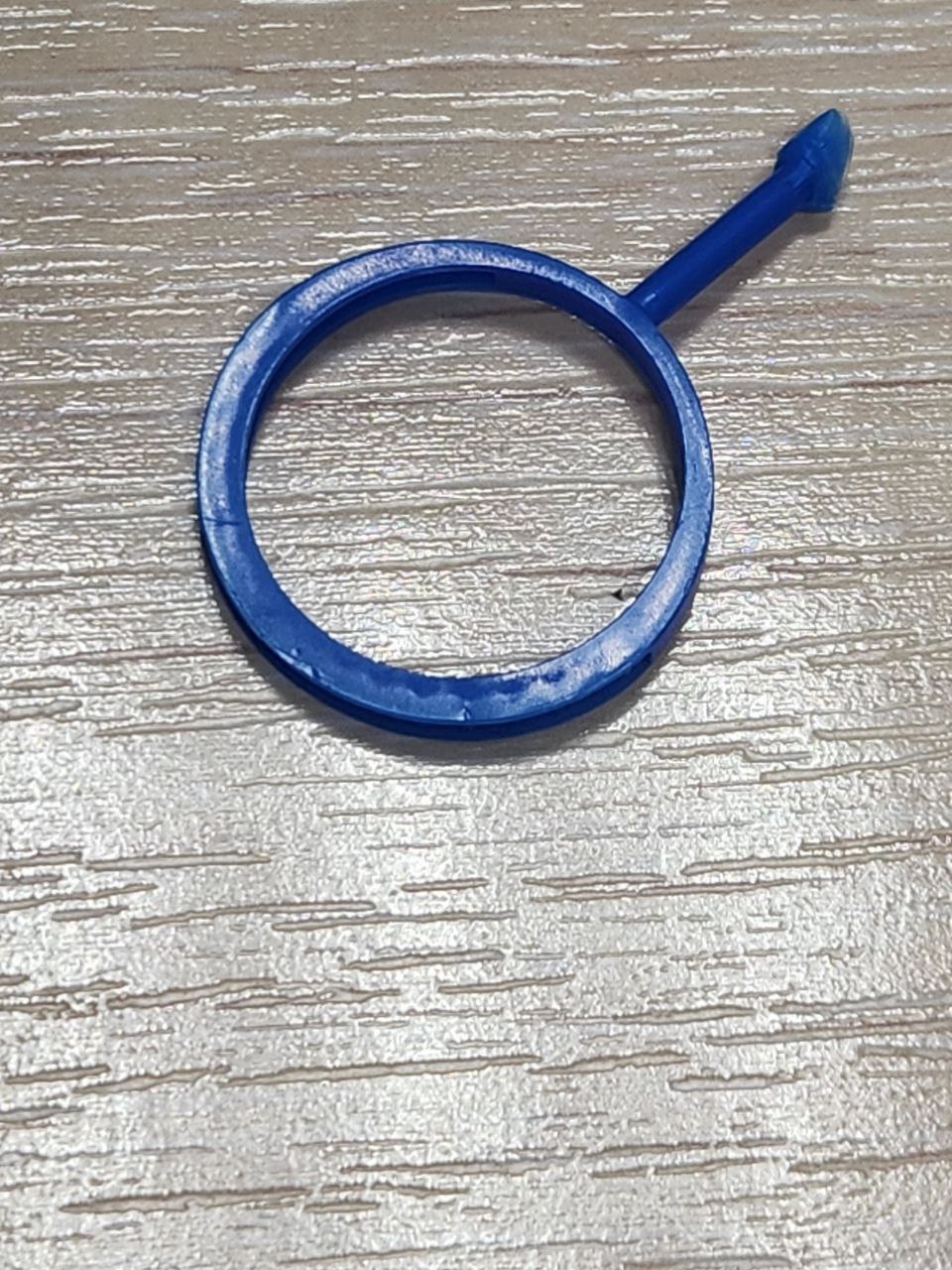
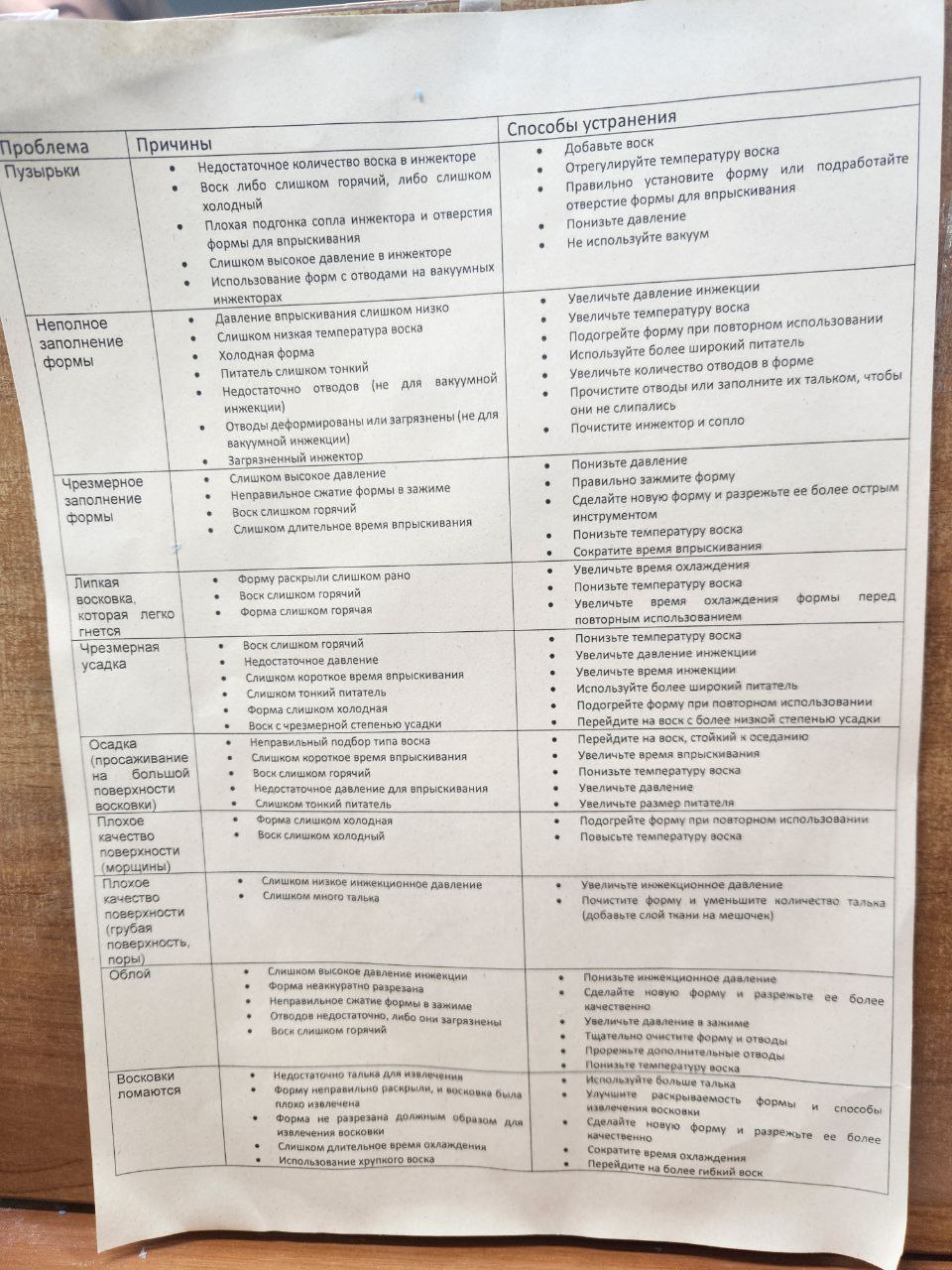
Раз уж снова всплыл вопрос про «усадку металла», напомню: дефект неоднократно фиксировался до литья, фото направлялись в ОТК (фотографии прилагаю ниже), а восковщицам была выдана памятка по устранению типовых дефектов воска - с описанием и методами устранения (фото памятки так же прилагаю). Там этот случай чётко обозначен как - усадка воска при охлаждении, а не металла после заливки.
Также не стоит манипулировать фактами, вводить людей на форуме в заблуждение и утверждать, что в воске дефект отсутствует. Если вдруг возникли проблемы с памятью, можно просто проверить почту - туда уже не раз отправлялись фотографии восковок с теми самыми дефектами, ещё до литья.
И, к слову, стоит вспомнить ваше устное заявление, что «металл уселся в галтовке», причём якобы до галтовки артикул был идеален, и вы лично это видели, странно что вы это не написали тут. Увы, но металл не усаживается в галтовке - даже при всём желании отдела контроля качества.
И напоследок -
в случае невозможности устранить дефект по предоставленной памятке, всегда можно было
пригласить технолога. Это, между прочим, говорилось в письмах неоднократно. Но, видимо, проще объявить, что «в воске всё идеально».
С уважением,
Технологический отдел - некомпетентный, но наблюдательный

.