Добрый день коллеги. Отливаем белое золото 585 пробы. При литье из чистоты браков литья нет, но поверхность шероховатая. При повторном литье соотношение чистого и вторичного металлов 50/50 появляются усадочные поры. Буду благодарен если поможете советом. Спасибо
Июл21
Вторник
Текущее время Вт Июл 21, 2026 18:59
►
Литье , Шероховатая поверхность после литья.

|
Пользователь
Регистрация: 04.03.2023 Сообщений: 24 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 14.06.2023 08:50:41
|
|
Offline |
|
|
Пользователь
Регистрация: 17.04.2008 Откуда: Москва Сообщений: 616 В друзьях у: 3 Голосов: 119 / 5 |
Добавлено: 14.06.2023 11:01:32
Карен Айрапетян,
мало информации. Чем лигируете? в чем плавите? как льете? при какой температуре опоки и металла? используете ли защитный газ? как обрабатываете вторичку перед повторном использовании? под чистотой имеется в виду первичный метал? фото тоже не помешали бы |
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2023 Сообщений: 24 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 24.06.2023 08:00:59
KeX,
Добрый день. Льётся при температуре 1110 градусов, температура опоки 730 , понимаю, что это много, но изделия очень тонкие при меньшей температуре много недолива. Вторичку отмываем от формомассы (после плавиковой) в ультразвуковой ванне, переплавляем в слитки. Система литья открытая без защитного газа. Металл плавим в печке Шатл (не индукционная). Лигатура: Ag 7%, Cu 58, Ni 19, Zn 16, Si 0.3 Лигатуру делаю сам в индукционном грануляторе. С красной и жёлтой проблем нет, только с белой. " Чистота " имел ввиду первичный металл. Фото попробую сделать при следующем литье из белого. брак отправили на аффинаж |
|
Offline |
|
|
Пользователь
Регистрация: 17.04.2008 Откуда: Москва Сообщений: 616 В друзьях у: 3 Голосов: 119 / 5 |
Добавлено: 26.06.2023 13:34:39
Карен Айрапетян,
ок. Температура высоковата, но это может быть черевато только газовыми порами. Если изделия очень тонкие, то лучше добавить больше литников, тогда возможно не нужно будет так задирать температуру. А поры у вас точно усадочные? Т.е. имеют какую-то упорядоченную структуру? На первый взгляд пробемма именно в литье и переплавке без защитного газа. Серебро хватает кислород и отдает его меди, в связи с чем при следующем литье во вторичном сплаве уже имеется много оксидов. Оксиды имеют более высокую температуру плавления, чем металлы, что теоретически может сделать ваш сплав более тугоплавким. Кремний тоже делает сплав густым, но указанное количество цинка по идее должно это компенсировать. Кремний при реакции с кислородом также трансформируется в диоксид кремния и можеть быть причиной брака, который называется hardspots. Судя по тому, как вы описали процесс подозреваю, что это у вас таки не усадочные поры, а грязная вторичка после первого литья, оксиды из которой рандомно вылезают на следующем литье. Пришлите фото - посмотреть, если будет возможность |
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2023 Сообщений: 24 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 26.06.2023 18:06:34
KeX,
Добрый вечер. Простите что надоедаю. Но тут произошла неприятность. Поделился с товарищем лигатурой для желтого золота 585 пробы. С нашей мелочевкой работает без проблем. Он попытался отлить кольца весом 2-3 гр. так у него все изделия потрескались. Крайне неприятно. Фото попробую загрузить. Температура опоки 620 градусов, металл 1000 градусов. Опока отстаивалась после литья 15 мин., потом охлаждение в воде. Не могу загрузить фото, позже попрошу молодёжь помочь с фотографиями.
Изменено:
- 26.06.2023 18:09:40
|
|
Offline |
|
|
Пользователь
Регистрация: 07.11.2008 Откуда: Белая Церковь Сообщений: 1764 В друзьях у: 4 Голосов: 570 / 8 |
Добавлено: 26.06.2023 18:20:32
Карен Айрапетян,
для желтого высоковаты температуры, это навскидку.
А вас, несчастные потомки, накроют соцсетей обломки.
|
|
Offline |
|
|
Пользователь
Регистрация: 17.04.2008 Откуда: Москва Сообщений: 616 В друзьях у: 3 Голосов: 119 / 5 |
Добавлено: 27.06.2023 04:47:13
Карен Айрапетян,
Потрескаться могли тоже из-за кремния. Обычно производители лигатур с кремнием рекомендуют после литья как можно меньше тюлюпать опоку. Т.е. очень аккуратно доставать ее из литейки и так-же очень аккуратно ставить ее на пол, избегая потрясываний и вибраций, т.к. именно в этот момент изделия могут потрескаться. И как правило они рекомендуют гасить опоку не ранее, чем через 20 минут после литья по той-же причине |
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2023 Сообщений: 24 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 27.06.2023 08:36:18
KeX,
Ну наконец-то загрузил.  |
|
Offline |
|
|
Пользователь
Регистрация: 17.04.2008 Откуда: Москва Сообщений: 616 В друзьях у: 3 Голосов: 119 / 5 |
Добавлено: 27.06.2023 12:32:01
Карен Айрапетян,
Попробуйте следовать рекомендациям выше - а именно - обращаться с опокой после отливки очень акуратно - не трясти и после литья дать постоять 20 минут перед отмывкой в воде. Я бы еще уменьшил диаметр центрального литника до 9-10мм (в идеале сделать конусный - внизу 8мм, вверзу 10мм). Слишком массивный центральный литник так же может быть причиной горячих трещин 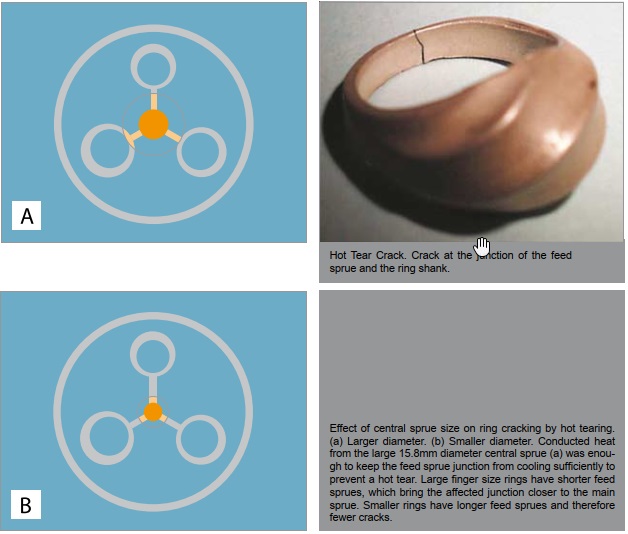 |
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2023 Сообщений: 24 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 27.06.2023 16:10:53
KeX,
Спасибо большое за полезную информацию. На следующей неделе буду отливать жёлтое, хотя кольца не наш ассортимент, но принципиально отолью одну ёлку, с нормальным литником и температуру думаю выставить 600 опока, 980 металл и минут на 25 оставим её в покое. Просто мучает вопрос, а не в лигатуре ли дело. По результатам отпишусь. |
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2023 Сообщений: 24 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 11.07.2023 12:46:36
Карен Айрапетян,
Добрый день. С жёлтым металлом отлились, нормально. Температура опоки 550, температура металла 950. Литье чистое. Решил попробовать отлить елочку из красного металла 585 пробы. Температура опоки 570, температура металла 950. Изделия покрупнее отлились нормально, а вот у тех где шинка потоньше поры и сыпь. Если можно хотелось бы почитать Ваше мнение. |
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2023 Сообщений: 24 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 11.07.2023 13:00:51
Карен Айрапетян,
 |
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2023 Сообщений: 24 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 11.07.2023 13:02:53
Карен Айрапетян,
  С порами. |
|
Offline |
|
|
Пользователь
Регистрация: 10.10.2005 Откуда: Kostroma Сообщений: 519 В друзьях у: 1 Голосов: 131 / 4 |
Добавлено: 11.07.2023 13:12:28
1. Цикл
2. Восковка |
|
Offline |
|
|
Пользователь
Регистрация: 17.04.2008 Откуда: Москва Сообщений: 616 В друзьях у: 3 Голосов: 119 / 5 |
Добавлено: 12.07.2023 04:41:19
Согласен с BALOO - выглядит, как будто восковка такая была - с непроливом. Но может и не хватило температуры метала. Если уверены, что восковка была нормальной - поднимите температуру до 1000-1030. Какой диаметр литника у колец с тонкой шинкой?
|
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2023 Сообщений: 24 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 12.07.2023 15:40:18
KeX,
Диаметр литников 2.3 мм Мелкие лунки с гладким дном, да это дефекты восковки, но есть усадочные поры, просто на фото плохо видно. Кольца с широкими шинками отлились хорошо. Проблема с относительно тонкими. Я думал наоборот понизить температуру металла. Температура плавления 890-900 градусов. Думал попробовать на 940 отлить. Температуру опоки попробовать 550 градусов
Изменено:
- 12.07.2023 15:42:47
|
|
Offline |
|
|
Пользователь
Регистрация: 10.10.2005 Откуда: Kostroma Сообщений: 519 В друзьях у: 1 Голосов: 131 / 4 |
Добавлено: 13.07.2023 05:38:48
Если усадочные поры, то не хватило питания, логично?)
|
|
Offline |
|
|
Пользователь
Регистрация: 04.03.2023 Сообщений: 24 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 13.07.2023 10:20:45
BALOO,
Да согласен. Завтра буду пробовать на 1000 градусов мет., опоку наверное оставлю 570 градусов. |
|
Offline |
|
|
Пользователь
Регистрация: 17.04.2008 Откуда: Москва Сообщений: 616 В друзьях у: 3 Голосов: 119 / 5 |
Добавлено: 13.07.2023 13:51:14
Карен Айрапетян,
Кольца с широкими шинками - массивнее, по этому им оказалось достаточно температуры. В тонких метал застывает быстрее. Я бы еще порекомендовал увеличить диаметр литника до 3мм и не сужать его перед изделием. Т.е. делать его прямым, на сколько это возможно, что бы он достаточно питал изделие. Раковины на восковке могут быть следствием неплотного прилегания конуса восковки к носику инжектора. В идеале конус на резинке и конус носика инжектора должны быть одинаковые, что бы в зазор не подсасывало воздух. И для полного счастья я бы еще изменил расположение литника и подвел бы его сбоку, как показано на картинке: 
Изменено:
- 13.07.2023 13:54:02
|
|
Offline |
|