Кто работает на сварке Orion pulse 250i или на других моделях этого производителя?
Какие плюсы и минусы?
Видео работы:
Развернуть ⇓
Какие плюсы и минусы?
Видео работы:
|
Пользователь
Регистрация: 18.11.2011 Сообщений: 19 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 26.05.2012 21:01:43
Кто работает на сварке Orion pulse 250i или на других моделях этого производителя?
Развернуть ⇓
Какие плюсы и минусы? Видео работы: |
|
Offline |
|
|
Пользователь
Регистрация: 23.03.2011 Сообщений: 1 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 15.08.2013 08:08:14
Добрый день!
Знающие господа подскажите пожалуйста. Варю не ювелирку, а нержавейку. Имеем нержавеющая сталь 1,5мм. Две пластинки шириной 10мм. В одной сделан паз куда вставляется вторая(см.рисунок). Провар со стороны куда тыкает стрелка. Присматриваюсь к ORION PULSE 150i. Хватит ли мощности, таких соединений очень много(около 1 000шт). Выдержит ли аппарат? Какова будет скорость сварки, а самое главное качество. Заранее спасибо. 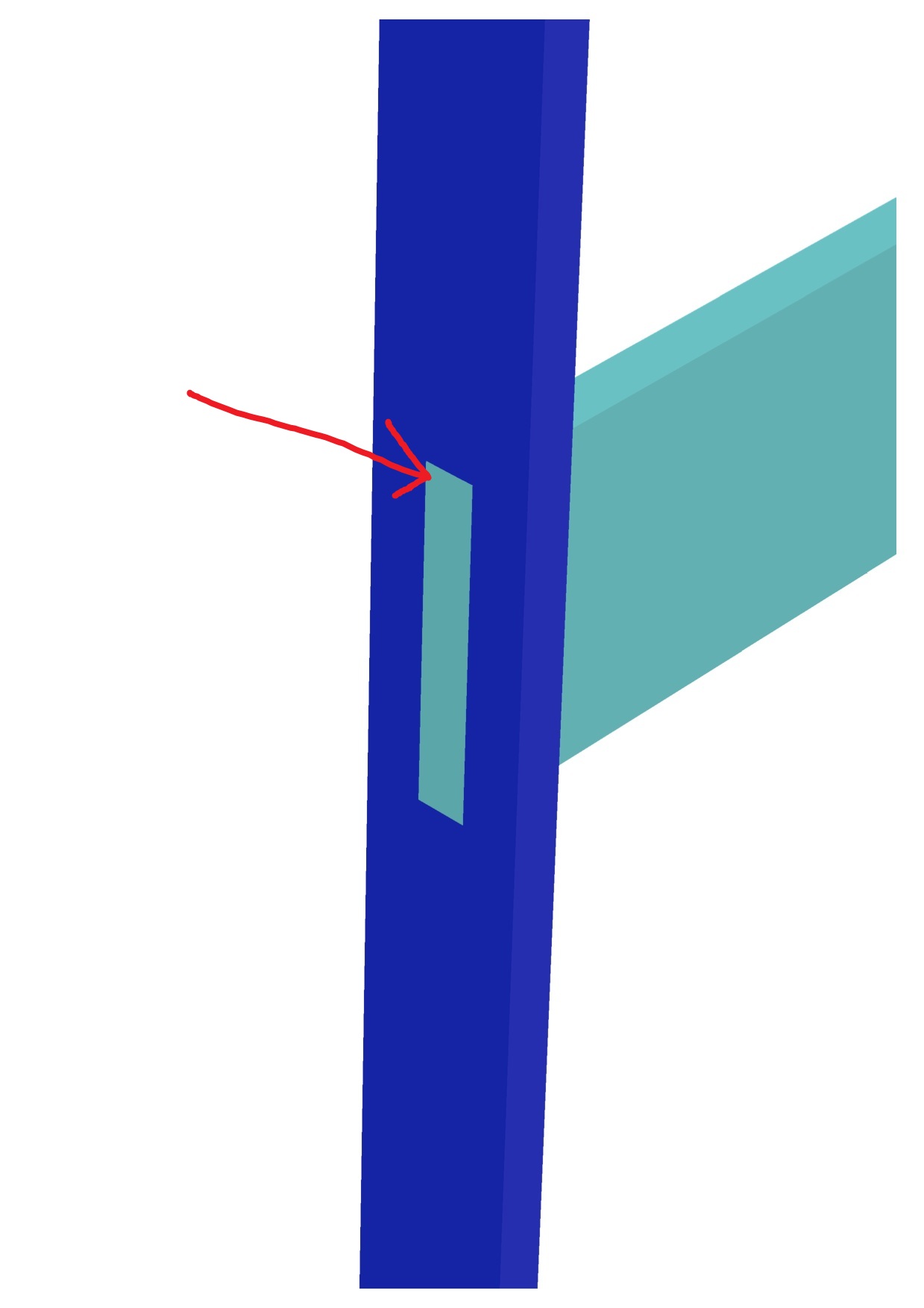 |
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 17.08.2013 02:27:12
МОЩНОСТЬ ORIONа 150i
В принципе мощи очень даже достаточно, чтобы это делать-150 джоулей,чтобы с успехом варить такие листы в среде аргона и не только. Пробовал сломать,разогнуть руками сваренный уголок из квадратных пластин толщиной 2мм со сторонами в 15см -Не получилось ! Крепко! У ювелиров никогда не возникало проблем со сваркой сталей(нержавейки),по крепости шва занимает высшую строчку по сравнению с золотом, серебром и др. Единственно, как я знаю, нужно снимать напряжения (хрупкость)шва-отпуском стали. Но даже без этого отпуска соединение получается очень крепким! ПРОИЗВОДИТЕЛЬНОСТЬ Скорость сварки у ORIONа 150i- лучшая по сравнению с другими конкурентами с отскакивающимся электродом-4 точки в секунду по сравнению с PUKом (1 точка в 0,8 сек). Модели ORIONа 150i, 200i и 250i-индустриального назначения, как раз для большого потока(работы на "износ"),чтобы целыми днями по 8 часов в сутки варить толстое "железо", штампы, титан и др. на максимальных для аппаратов энергиях. Они без проблем выдерживают! Они рассчитаны, спроектированы на это. ВЫБОР МОДЕЛИ От мощности модели зависит глубина проплавления сварки и, следовательно, будет влиять на производительность. Чем выше мощ модели,тем больше возможностей и меньше всякого гемороя. Нужно учитывать,чем больше глубина проплавления металла,тем больше диаметр пятна точки.
Изменено:
- 17.08.2013 03:01:08
|
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 31.08.2013 16:49:43
http://www.youtube.com/watch?v=Du38DBUd4DM
|
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 06.09.2013 22:19:06
http://www.youtube.com/watch?v=6gbpHfVN8Ew&feature=player_embedded
Изменено:
- 06.09.2013 22:22:20
|
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 30.09.2013 21:52:03
Пример сварки термопары аппаратом Orion PA230
http://www.youtube.com/watch?v=1zdhU8VE64c Сварка хромель-алюмелевой термопары в аргонной среде с помощью аппарата для импульсно-дуговой (микро-TIG) сварки Orion PA230. Объект сварки: 2х-проволочная термопара, хромель-алюмель. Задача: сварить между собой термопарные проволоки внутри стальной трубки. Размеры объектов: диаметр трубки -- 1.5мм, толщина стенки трубки -- 0.25мм, диаметр каждой проволоки -- 0.25мм, свободное пространство в зоне сварки внутри трубки -- диаметр 1мм. Метод сварки: Микро TIG -- сварка неплавящимся вольфрамовым электродом в среде инертного газа (аргона). Оборудование: Импульсно-дуговой сварочный аппарат Orion PA230 (пр-во США). Электрод: неплавящийся вольфрамовый электрод диаметром 0.5мм. Параметры выбранного рабочего режима: режим аппарата -- Микро, импульс -- автоматический, энергия сварки -- 36Вт*сек (Джоулей), длительность сварки -- 6 мсек, расход газа аргона -- 7л/мин. Остатки изоляции в виде окиси магния внутри трубки и на поверхности проволок на сам сварочный процесс практически не влияют, образуется нормальное сварное соединение. Прозвон термопар показывает, что цепь образовалась. Задача по сварке термопар данным аппаратом - технически очень проста. В аппарате есть возможность использовать как намного больший, так и еще намного меньший уровень сварочной энергии, и сваривать детали, еще более прецизионные, чем данные термопары. Кроме того, для более комфортной работы, можно использовать и более тонкие настройки аппарата, такие как время задержки оттягивания кончика электрода, длительность касания электродом детали (условно «величина давления кончика электрода»), длительность и момент подачи аргона и др. (Таких тонких настроек нету даже в PUKе 04).
Изменено:
- 30.09.2013 21:57:39
|
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 04.10.2013 20:34:56
ORION 150S
Для увеличения-кликнуть на картинку  Aleksandr-kazan У вас три выхода под штекеры( два со знаком плюс и один со знаком минус есть, как на картинке) ? Один должен быть для "пинцета" контактной сварки .
Изменено:
- 04.10.2013 20:43:12
|
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 04.10.2013 20:46:58
Aleksandr-kazan
Как успехи в освоении ORIONа? Какие трудности? Переводил и читал я англ. форум по сварке,там общаются владельцы разных моделей PUKов и ORIONов. Владелец ORIONа хвастался,что у него настройки аппарата позволяют проводить сварку без аргона ,если он кончился, а заказ нужно доделать. У меня в PUKе 3 без подачи газа,если он кончился в баллоне, электронника блокирует работу наконечника и не проскакивает импульс. Так PUK запрограммирован. Можно обмануть систему-пустить через компрессор воздух ,но это чревато для зажимной,стальной цанги под электрод в наконечнике(прогарает отверстие при больших энергиях). Вопрос: как обстоят дела в вашей модели ORIONа, варит ли без подачи газа?
Изменено:
- 04.10.2013 21:17:25
|
|
Offline |
|
|
Пользователь
Регистрация: 24.03.2013 Сообщений: 361 В друзьях у: 0 Голосов: 19 / 14 |
Добавлено: 05.10.2013 00:33:10
Lionel,
есть масса аппаратов для стоматологов - они более мощные и для более тяжёлых задач..... тут ка у авто - чем более мощный двигатель при одинаковой модели - тем больше у него ресурс..... покупать аппарат для 1000 сварок одного изделия - просто блажь ..... если, конечно, он не отобьётся с них многократно... |
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 30.10.2013 20:51:02
Технические данные моделей:
Orion 100c Orion 150s Orion Pulse 150i Энергия 100 джоулей 150 джоулей 150 джоулей длина импульса(Min-Max) 2-40 mS 2-40 mS 0,1-60 mS Мах скорость сварки Одна точка в 0,7 сек в 0,5 сек в 0,2 сек (отскакивание электрода) Режим Micro сварки да да да Режим Nano сварки нет нет да Режим Tack (сварка сопротивлением) нет да да Дисплей Touch Screen 4.3” 7” 9” Цена 3,700 $ 4,800 $ 7500 $ |
|
Offline |
|
|
Пользователь
Регистрация: 24.12.2004 Откуда: г.Омск Сообщений: 2578 В друзьях у: 18 Голосов: 295 / 16 |
Добавлено: 30.10.2013 21:41:13
2300001599901,
А что такое нано сварка? |
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 30.10.2013 23:16:48
Леонид,
Если в PUKе 04 при сварке золотой фольги(турецкие пустотелые цепи) можно выставлять наименьшее время сварки 0,5 mS, то в ORIONе 150i можно выставлять 0,1 mS. Режимы Micro и Nano- для сварки очень тонких деталей. |
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 05.11.2013 21:26:36
  |
|
Offline |
|
|
Пользователь
Регистрация: 24.12.2004 Откуда: г.Омск Сообщений: 2578 В друзьях у: 18 Голосов: 295 / 16 |
Добавлено: 06.11.2013 08:50:26
2300001599901,
Если выбирать между Orion 100c и Orion 150s то вторая модель поинтересней будет. Я правильно понял? Хотя разница в цене и присутствует. Но эти аппараты получше будут чем PUK последние модели? Интересует в основном сварка серебра.
Изменено:
- 06.11.2013 08:50:52
|
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 07.11.2013 01:23:35
Леонид,
Одинаково выдают по серебру результат,что PUKи ,что ORIONы, что Фазеры (имеется ввиду последние дорогие модели аппаратов). Здесь идет целая куча всяких настроек.(в частности моделирование импульса и др). В каждом есть свои плюсы и недостатки(цена). Просто ORIONы более функциональны за те же деньги, что стоят PUKи. У меня PUK 3s уже 2года .После покупки аппарата я стал внимательно присматриваться к аналогиям,переводить с англ. яз. учебные материалы (а у меня их накопилась целая куча) и понял,что есть получше аппаратцы. Если бы я сейчась что-либо покупал-то моей покупкой был-бы ORION 150i за 7500$ Оптимальный вариант по возможностям. Сейчас к своему PUKу присматриваю какую-небудь китайскую PROXIMу для сварки накладок. Кстати ORION 100c лучше не покупать-там нет функции контактной сварки. Контактная сварка(Сварка без вольфрамового электрода). Контактная сварка (сварка сопротивлением) производится в ORIONах 2-мя путями:1. вот таким латуневым двухполюсным пинцетом:  Эти тонкие кончики двухполюсного латунного пинцета идеально подходит для точечной сварки очень тонких частей или в очень ограниченном пространстве на изделии. • позволяет вам воспользоваться технологией контактной сварки для создания сильной, точной точки, помогает получать ваши сварочные соединения там, где именно вы хотите. Можно использовать,как окончательную операцию,так и дополнение для последующей сварки вольфрамовым электродом ; 2.Для соединения двух частей с использованием этого режима сварки одна часть заготовки должна быть подключена к аноду (черный кабель), а другая часть – к отрицательному полюсу (красный кабель). После подключения свариваемых деталей их необходимо привести в соприкосновение друг с другом в месте будущего сварочного соединения. Затем происходит инициация сварочного импульса при помощи ножной педали, и детали свариваются в месте их соприкосновения. Результат: Контактную сварку – так называемую «сварку сопротивлением» - рекомендуется использовать для фиксирующих соединений, для точного позиционирования перед основными сварочными операциями. |
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 07.11.2013 02:01:04
Для индустриальных ORIONах типа PA 230 Pulse Arc Welder - предусмотрен целый ряд всяких 2-ух полюсных"пинцетов" для контактной сварки(сварки сопротивлением),как на видео:
http://www.youtube.com/watch?v=MNpA-6Rw8Owhttp://www.youtube.com/watch?v=QqtNMCLRBRchttp://www.youtube.com/watch?v=JSEXBEY_G8I
Изменено:
- 07.11.2013 02:03:47
|
|
Offline |
|
|
Пользователь
Регистрация: 26.11.2008 Сообщений: 169 В друзьях у: 0 Голосов: 7 / 0 |
Добавлено: 07.11.2013 20:21:41
2300001599901,
А , что такое китайская PROXIMА,это как BERTONCELLO  ? ? |
|
Offline |
|
|
Пользователь
Регистрация: 01.01.2013 Сообщений: 11 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 08.11.2013 21:17:30
Подскажите пожалуйста..- а на сколько хватает баллона газа , скажем если использовать экономно в качестве прихватки при сборки изделий.
понимаю вопрос не совсем корректно поставлен, но все же... хочется определиться какой баллон приобретать..?!! 40 литров или менее по объему,- например 20литров... потому как 40л. не совсем компактен и уж очень тяжел. а может и достаточно 10литров  .... ....с уважением.. |
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 08.11.2013 23:32:38
дугли,
А какой у вас аппарат?- Для начало ответа. Для дуговой импульсной сварки неплавящимся электродом (из фольфрама) для качественного шва и для уменьшения копоти и окислов на электроде,подаётся в зону сварки инертный газ. Если газ не подавать-придёться очень часто чистить электрод и,производимый им,шов. Скорость работы(производительность) резко падает. Для точечной контактной сварки (сварка сопротивлением), производимая двухполюсными пинцетами (как на видео) и др. приспособлениями и способами,газ не подаётся (не предусмотрено). Преимущество ORIONов ( дорогих моделей) перед PUKами состоит в возможности производить сварку без подачи газа,если он кончился. |
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 08.11.2013 23:40:22
Китайская PROXIMА- это дешёвый аналог итальянской контактной сварки(сварка сопротивлением), производимая двухполюсными пинцетами. |
||
|
Offline |
|
|
Пользователь
Регистрация: 09.02.2013 Сообщений: 319 В друзьях у: 0 Голосов: 9 / 1 |
Добавлено: 08.11.2013 23:45:19
РЕБЯТА,ЧИТАЙТЕ ВНИМАТЕЛЬНЕЙ ФОРУМ ПО СВАРКЕ, НАЧИНАЯ С 1-ОЙ СТРАНИЦЫ, ТАМ ЭЛЕМЕНТАРНОЕ, ТИПА
"КАКОЙ БАЛОН ВЗЯТЬ" УЖЕ РАЗЖЁВАНО!!! |
|
Offline |
|