На днях появились фото нового станка NS CNC Mira-MILL





Развернуть ⇓
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 11.01.2014 10:37:58
На днях появились фото нового станка NS CNC Mira-MILL
Развернуть ⇓
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 17.10.2005 Откуда: все эти мысли? Сообщений: 1770 В друзьях у: 4 Голосов: 457 / 5 |
Добавлено: 12.09.2015 22:24:50
ancher 72,
Андрей, для чего такая сложная и громоздкая литниковая система? |
|
Offline |
|
|
Пользователь
Регистрация: 02.05.2012 Откуда: Екатеринбург Сообщений: 760 В друзьях у: 1 Голосов: 157 / 51 |
Добавлено: 13.09.2015 09:48:33
Casiopea,
Осмелюсь предположить, что резался крест суток двое, серебряные и бронзовые грамоздкие отливки отвратительно себя ведут в литье, им постоянно не хватает питания, их рвать начинает при кристаллизации. Литник должен быть большим в этом случае, и по возможности подходить не к одному месту восковки а к нескольким. Да и затвердевать в самую последнюю очередь, иначе будут огромные раковины и трещины на поверхности отливки. Отсюда и перестраховка, иногда проще перебздеть, чем недобздеть  Тут я с Андреем полностью согласен, а форма литниковой системы это дело вкуса каждого, главное чтобы сечение литников не было квадратным и прямым. Практика показывает что идеальный литник должен плавно расширяться в сторону стояка елки, тогда кристаллизация происходит по всем правилам, и в итоге имеем добротную отливку.
Изменено:
- 13.09.2015 10:19:25
|
|
Offline |
|
|
Пользователь
Регистрация: 07.10.2010 Откуда: Тюмень Сообщений: 156 В друзьях у: 2 Голосов: 105 / 5 |
Добавлено: 13.09.2015 18:45:23
Всё то, что описал Шнек, говорит о том, что он практик. Ювелирка - это магия. Для меня не стоит порой проблем нарушить технологию и сделать по чутью, притом, я получу тот же результат, что и выполню согласно технологическому процессу. Был случай, когда ювелир попросил отладить ему отливку, так как шёл хронический брак отливки. На его глазах сделал лигатуру для золота, сплавил в слиток, плюсом лом золото б/у. Направил оборудование. Было условие: он пользуется металлом для отливки, от начала до последнего грамма, и не добавляет в этот сплав другой металл. Через двое суток звонок: всё отлично - сделал 7 отливок из этого металла. Отливка супер! Через четыре дня звонок: всё плохо - опять брак! На мой вопрос: «Был ли добавлен в подготовленный мной сплав свежий металл?» - ответ: «да». От того и брак. «Но ведь я видел, какие металлы и в каком количестве, ты добавлял в сплав». Видеть со стороны и чувствовать, что нужно сплаву не всегда соответствует истине - это и есть магия в ювелирке. Последнее время заказы идут сложнее и сложнее, отливать их составляет проблему. Проблему из-за большого количества декора, даже в тех местах, где бы этого не стоило делать. Даже литниковую систему некуда присобачить. Второе, рельеф изделия, толщины прыгают от1мм. и до 7мм. в разных местах. Большой объём вытапливания воска, с таким же большим количеством карманов, из которых скопившемуся воску надо быстро уходить, пока температура не поднялась. Давление воска при нагреве, давит на стенки формы, ломая тонкие места (если рассмотреть крест в разрезе, то получится много ступенек) в этих ступеньках задерживается воск. При повышении температуры воск начинает кипеть и, стекая по полостям каналов, отрывает кусочки формомассы, тянет за собой в литниковую систему. На фото видно, что литников расположено больше на горизонтали, для отвода воска. У меня стоит несколько печей и одна из них компьютеризирована. А так как, подготовку восковок и формовку опок для отливки готовит жена, то после некачественной отливки - брака. Она получает от меня выговор и после очередного скандала хочет уволиться. Поэтому, для неё готовлю модели так чтобы, у неё было меньше проблем с отливкой. Вес восковки креста8.7гр, вес с литниковой системой 12.8гр. Фрезеровка креста 35часов и запороть на этапе отливки металла, не хочется. Первую модель креста пришлось переделать из-за желания клиента установить на концах креста, дополнительных 4 камня. Сегодня утром тестовую модель крест отлили в латуни. Тем самым я убедился, что режимы прокалки печи установлены правильно, а незначительные корольки металла показали, что пора сменить масло в вакуумном насосе.

AndreyChernyh
|
|
Offline |
|
|
Пользователь
Регистрация: 28.03.2008 Сообщений: 109 В друзьях у: 0 Голосов: 0 / 1 |
Добавлено: 13.09.2015 20:24:53
Извините если не в тему, вопрос по фрезе мира бит с кромкой 26мм можно скрин мадкама какие параметры там забиваются в базе инструмента?!
... Меньше думай, больше соображай...
|
|
Offline |
|
|
Пользователь
Регистрация: 17.10.2005 Откуда: все эти мысли? Сообщений: 1770 В друзьях у: 4 Голосов: 457 / 5 |
Добавлено: 13.09.2015 20:54:52
ancher 72,
Да, от качества металла и лигатуры очень сильно качество литья зависит. Отливка на фото хорошая, но с литниками опять бы поспорил. Стояк на такую массу креста всё же нужно помассивнее, конус на входе имеет упорную стенку, было бы не лишним подрезать формомассу в опоке. Это конечно мелочи на промышленных автоматических литейных установках, да на чистоте с качественной лигатурой в аргоне, но при других условиях может быть весьма важным. |
|
Offline |
|
|
Пользователь
Регистрация: 07.10.2010 Откуда: Тюмень Сообщений: 156 В друзьях у: 2 Голосов: 105 / 5 |
Добавлено: 13.09.2015 21:36:31
Отливка тестовая, показать, что можно и нарушить правила. А так, всё перечисленное, верно подмечено тобой Александр.
AndreyChernyh
|
|
Offline |
|
|
Пользователь
Регистрация: 02.05.2012 Откуда: Екатеринбург Сообщений: 760 В друзьях у: 1 Голосов: 157 / 51 |
Добавлено: 14.09.2015 07:48:04
Изменено:
- 14.09.2015 08:02:52
|
||
|
Offline |
|
|
Пользователь
Регистрация: 16.05.2006 Откуда: Челябинск Сообщений: 1666 В друзьях у: 10 Голосов: 221 / 5 |
Добавлено: 14.09.2015 10:55:37
А моя супруга в Оперном Поет, Артистка хора
А литьем я занимаюсь только если подаю апоки с печки в вакуумник. А читать посты практиков доставляет удовольствие очень, особенно когда в них "магия": (Давление воска при нагреве, давит на стенки формы, ломая тонкие места (если рассмотреть крест в разрезе, то получится много ступенек) в этих ступеньках задерживается воск. При повышении температуры воск начинает кипеть и, стекая по полостям каналов, отрывает кусочки формомассы, тянет за собой в литниковую систему. На фото видно, что литников расположено больше на горизонтали, для отвода воска.)  (давно не флудил, сори если что)
С Уважением, Егор.
|
|
Offline |
|
|
Пользователь
Регистрация: 07.10.2010 Откуда: Тюмень Сообщений: 156 В друзьях у: 2 Голосов: 105 / 5 |
Добавлено: 14.09.2015 16:32:25
  Серебро, эмаль, фианиты, золочение. Серебро, эмаль, фианиты, золочение.
AndreyChernyh
|
|
Offline |
|
|
Пользователь
Регистрация: 07.10.2010 Откуда: Тюмень Сообщений: 156 В друзьях у: 2 Голосов: 105 / 5 |
Добавлено: 14.09.2015 17:46:53
А моя супруга в Оперном. Поет, Артистка хора
А литьем я занимаюсь, только если подаю опоки с печки в вакуумник. А читать посты практиков доставляет удовольствие очень, особенно когда в них "магия": (Давление воска при нагреве, давит на стенки формы, ломая тонкие места (если рассмотреть крест в разрезе, то получится много ступенек) в этих ступеньках задерживается воск. При повышении температуры воск начинает кипеть и, стекая по полостям каналов, отрывает кусочки формомассы, тянет за собой в литниковую систему. На фото видно, что литников расположено больше на горизонтали, для отвода воска.) Егор, в первом случае я говорил о том, что 100% металла у ювелиров в работе - это лом. Причем лом ходит в обороте по кругу и не подсвежается, а в аффинаж с других городов возить дорого. Так как я более 15 лет лью для всего города, я устал переделывать работу из-за некачественного металла, поэтому мной была разработана схема исправления кристаллической структуры металла (б\у лома585пр.) Дефектов связанных с литьём металлами объяснять не буду - их много. Про качество формомассы: на качество литья в значительной степени влияют свойства и поведение формомассы. Присадки корректирующие температуру схватывания и тепловое расширение, а также её прочность. В каких условиях и сколько времени она хранится на складе мы не знаем. Когда вскрываем формомассу и формуемся, то после затвердевания формомассы я могу точно сказать какого она качества. Возможно просрочена, и чего ждать от литья при отливке? А сегодня керр-20 пять тысяч рублей и её не выбросишь. Отсюда обрушения стенок после вытопки воска, тем более мы пользуемся не литьевым воском, а модельным, и температура его плавления должна быть 150градусов(у зеленого ферриса). К сожалению, на деле не всегда так. При отрыве формомассы и неправильном терморежиме имеем раковины и лимонную корку на поверхности гладких частей металла. В дополнение к этому: не качественный металл порождает пористость, вызванную включениями шлаков и газов. Узкая и неправильная форма литников затрудняет выход модельного воска - проблем море. А если работу фрезеровщика запортит горе литейщик? Да мы прибить готовы за такую работу!
AndreyChernyh
|
|
Offline |
|
|
Пользователь
Регистрация: 02.05.2012 Откуда: Екатеринбург Сообщений: 760 В друзьях у: 1 Голосов: 157 / 51 |
Добавлено: 14.09.2015 20:06:03
ancher 72,
Аффинаж нужен, однозначно, в непростое нынешнее время - дополнительный приработок, как не крути, тем более конкурентов у Вас нет в Тюмени по литью. Другое дело вредно это очень для здоровья, опять же если правильно организовать рабочее место с хорошей вытяжкой, может и ничего. Мы после второго литья сдаем в чистку, так надежней выходит, да и крапана помягче со свежего сплава и не отваливаются в самый неподходящий момент  А раньше, да бывало, плавишь газовой горелкой в чашке, чистишь селитрой, бурой, угольком березовым дразнишь, чтоб хоть как-то вытянуть засаженный в хлам металл
Изменено:
- 14.09.2015 20:09:52
|
|
Offline |
|
|
Пользователь
Регистрация: 07.10.2010 Откуда: Тюмень Сообщений: 156 В друзьях у: 2 Голосов: 105 / 5 |
Добавлено: 15.09.2015 20:52:31
Закончена отливка из металла. Серебро925 вес с литниковой системой-230гр. Кто бы мог подумать, что взявшись делать этот крест, я получу ещё несколько заказов на православные кресты.
  
Изменено:
- 15.09.2015 21:02:07
AndreyChernyh
|
|
Offline |
|
|
Пользователь
Регистрация: 28.06.2005 Откуда: Москва Сообщений: 2244 В друзьях у: 12 Голосов: 426 / 102 |
Добавлено: 15.09.2015 21:16:42
ancher72 спасибо за интересные фото и материал. С удовольствием прочел ваши сообщения. Работа интересная и непростая.
Единственное что не пойму, откуда при такой площади обработки , по сути двусторонней, получилось 35 часов? Напишите, пожалуйста, параметры реза. Пока что, по моим прикидкам, получается шаг 0,01-0,02 мм и подачи явно ниже 400 мм в мин. Если я прав по поводу параметров реза, хотел бы задать вопрос. При таких массах литья и размерах оправдан столь малый шаг реза? |
|
Offline |
|
|
Пользователь
Регистрация: 07.10.2010 Откуда: Тюмень Сообщений: 156 В друзьях у: 2 Голосов: 105 / 5 |
Добавлено: 16.09.2015 20:12:59
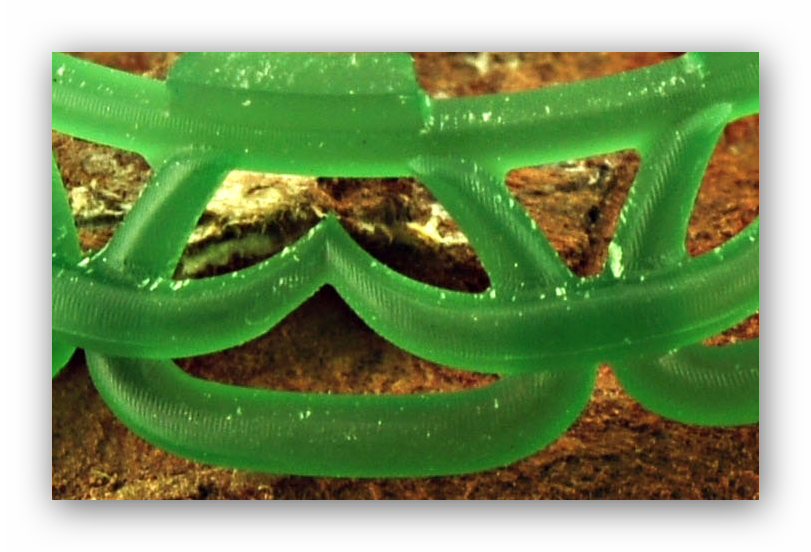
Параметры реза по вашим прикидкам верны. Дополнительное время было потрачено на доработку отдельных участков, из-за многочисленных включений на уже отфрезерованной восковой поверхности. Пришлось, не снимая заготовки оплавлять, а где-то наплавлять воск и перефрезеровывать некоторые участки. Воск переплавлялся в нужную заготовку один раз. Там где находились включения, фреза не срезала, а распушила воск. Купил ковшик и сплавил куски воска, чтобы понять что это: эти включения не расплавляются, не смешиваются с воском. Первое впечатление, что модельный воск полностью изготовлен из нефтепродуктов.
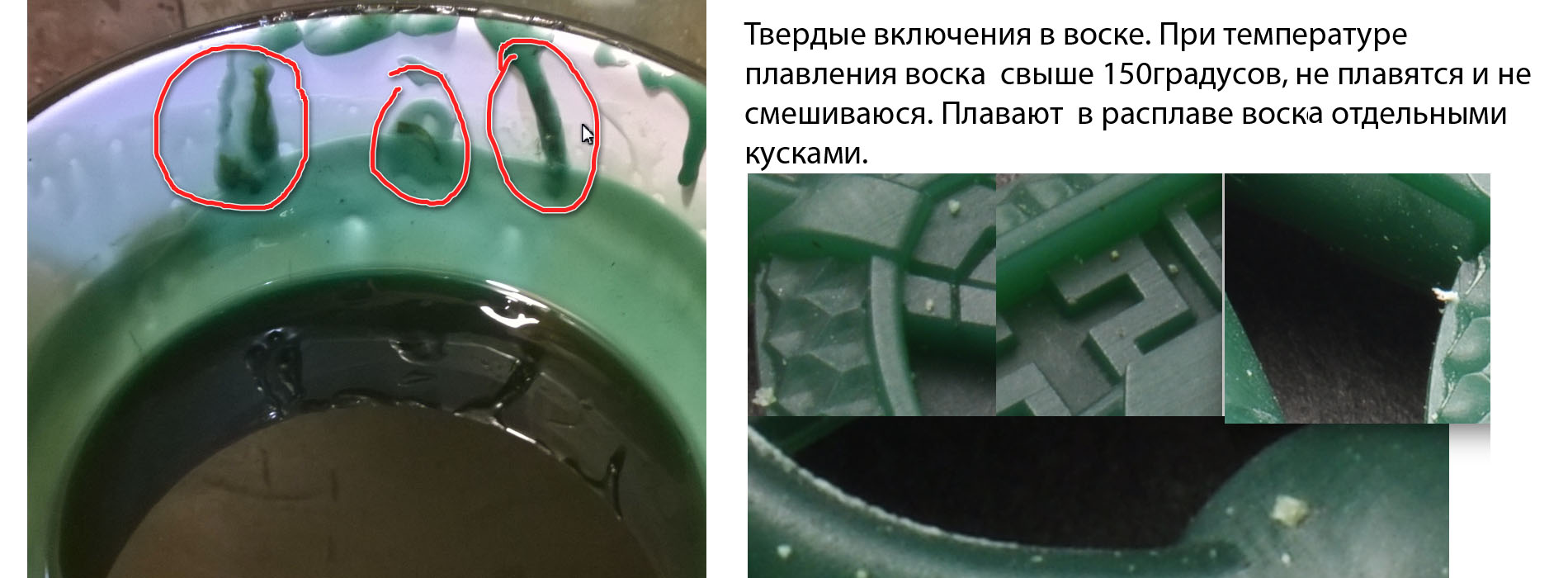 Двусторонняя фрезеровка креста без заморочек-24ч.22м. Опока 100х200. Расход формомассы 1кг600г, пришлось открыть новую бочку формомассы. Время в печи при ступенчатом и плавном нагреве с выдержками (нагрев - охлаждение)-19ч, полное время-21час. Отливка на ощупь гладкая. Так получилось, что мне пришлось перерезать крест дважды. Первая отливка из-за проблем с формомассой, сбитым температурным режимом и скорости нагрева в минуту, качеством металла. Отливка ушла в брак.  Крест, отлитый в латуни. Он вырезан как тест самый первый, чтобы понять, что он меня устраивает в эстетическом плане(клиент со своими заморочками) Но в последствии, мне пришлось его отлить после всех перечисленных проблем и сделанных выводов по устранению брака. Третий крест финишный из серебра, устранены все недостатки в технологической цепочке. В итоге можно сделать вывод, что потрачена уйма времени. На фрезеровку 75-80 часов, 5кг формомассы, 3суток работы печи и электроэнергии, расходных материалов и воска. Малый шаг фрезеровки0.01-0.02оправдан ли он? Из 4фрезерных машин, две не загружены. Нет горящей и срочной работы. В связи с этим время и шаг на фрезеровку устраивает. Можно копаться в заказах, выбирая, набивать себе цену, ублажая гордыню - выставлять заоблачные цены за свои работы, называть себя великим мастером. Всё не так. Я как и все ювелиры, обычный пахарь. Ну, может у меня, что-то получается лучше других. А так, берусь за любую работу, имеет ли она выгоду или нет, об этом не задумываюсь.
AndreyChernyh
|
|
Offline |
|
|
Пользователь
Регистрация: 07.10.2010 Откуда: Тюмень Сообщений: 156 В друзьях у: 2 Голосов: 105 / 5 |
Добавлено: 17.09.2015 12:45:06
Фрезеровка лиц и мелких декоративных деталей с рельефом стараюсь делать с шагом 0.01-0.02мм. Если шаг свыше 0.02, после отливки приходится пескоструить, ошкуривать или шабрить.
 Забавный европейский жанр-портреты и не только, выполненные полихромным воском! И не всегда это наивно. Как-то необычно. И хрупко. А иногда воск по обсидиану. Какая-то гремучая и не менее жутко увлекательная смесь! А ведь тогда не было фрезерных машин, всё ручками. И всё это растянуто во времени. От ренессансных до 19века!  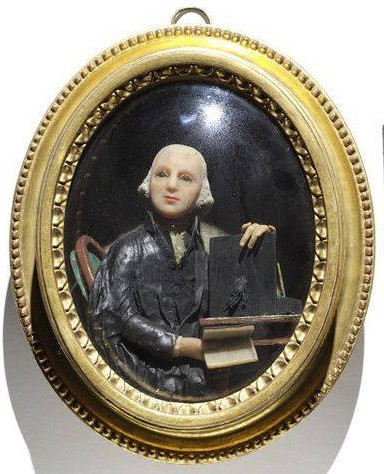     


AndreyChernyh
|
|
Offline |
|
|
Пользователь
Регистрация: 29.07.2014 Откуда: Ванкувер Сообщений: 148 В друзьях у: 0 Голосов: 169 / 0 |
Добавлено: 21.09.2015 21:43:50
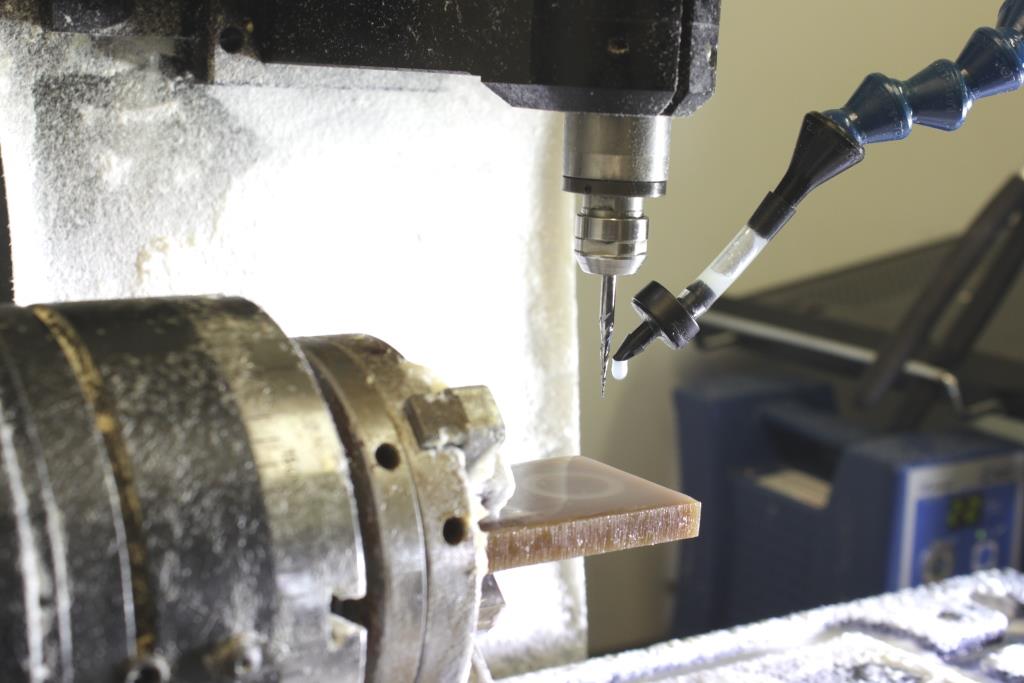 Одна из новинок системы полива - капельница. Ставиться очень просто на любое сопло. Осоновное предназначение - минимальная подача СОЖ при работе с большими плоскими моделями, когда не нужна струя. Будет показана на предстоящей выставке в Москве вместе со многими другими новинками и улучшениями. |
|
Offline |
|
|
Пользователь
Регистрация: 15.02.2005 Откуда: Vancouver Canada Сообщений: 4091 В друзьях у: 25 Голосов: 1446 / 570 |
Добавлено: 25.09.2015 04:26:23
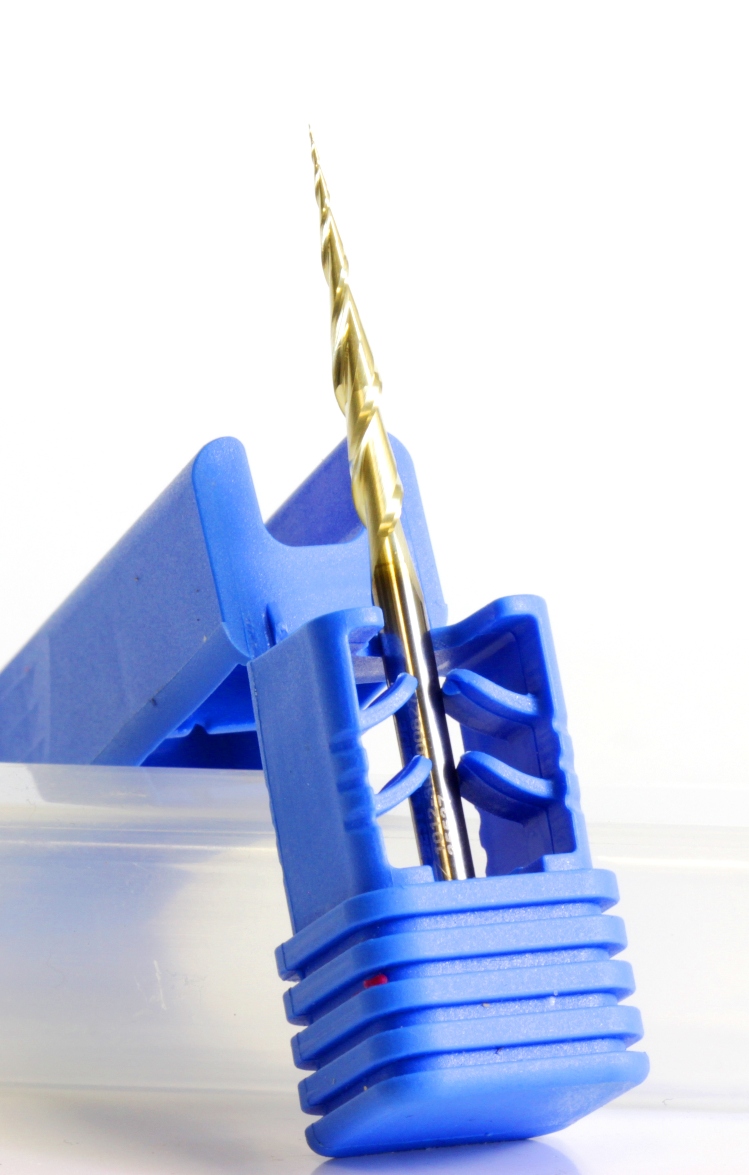
"Gold Mira Bit" - наша "Золотая" фреза. Экспериментальная фреза Мира Бит с PVD покрытием. Это один из образцов фрез для воска с покрытием, создаваемых нами совместно с партнерами из Aurora Scientific . Фреза с таким покрытием служит гораздо дольше обычных фрез, что должно в будущем радовать наших пользователей, но огорчать нас, как продавцов фрез. Так как фрезы станут покупать реже.
 |
|
Offline |
|
|
Пользователь
Регистрация: 15.02.2005 Откуда: Vancouver Canada Сообщений: 4091 В друзьях у: 25 Голосов: 1446 / 570 |
Добавлено: 29.09.2015 21:59:09
JUNWEX Москва 2015, ВДНХ.
День перед выставкой. Нескончаемые коробки и ящики.   |
|
Offline |
|
|
Пользователь
Регистрация: 15.02.2005 Откуда: Vancouver Canada Сообщений: 4091 В друзьях у: 25 Голосов: 1446 / 570 |
Добавлено: 30.09.2015 21:51:53
Выставка. День первый.
Раймс и его почитатели  Горы всевозможного железа   Очередной очень нужный железный монстр. Незаменим в любой ювелирной мастерской  Фирма "Рута" и ее многочисленные клиенты  Анна Котельникова, Раймс, Валерий Осин и Константин Смыслов  Сергей Казанцев. Стенд "Лассо", как всегда, веселье, мызыка, выпивка и красивые девушки. 
Изменено:
- 30.09.2015 21:54:17
|
|
Offline |
|
|
Пользователь
Регистрация: 09.01.2012 Сообщений: 187 В друзьях у: 1 Голосов: 16 / 0 |
Добавлено: 01.10.2015 13:36:16
Дмитрий, а на выставке купить Вашу новую фрезу можно?
|
|
Offline |
|